J-STD-001E-Chinese(L).pdf - 第26页
b. 预成形焊料(环)位 于 衔 接处的中心 ; c. 预成形焊料(环) 已经 熔融 并 形成 了 结合连接处的 填充 (预成形焊料 轮廓 不可 辨 识 ) 。 d. 导 体 轮廓 不可 辨 识。 e. 套管 覆盖 衔 接处 两 端的导线绝缘皮 至少为 导线直 径 的 1 倍 。 f. 无导 体 刺破 套管 。 g. 套管 变 色 ,但未烧 损或 烧焦。 h. 可 熔融 的密封环 未 妨碍 所 要求的焊接连接形成 。 i. 可 熔融 的…
4.18 焊接连接 所有焊接连接应当[D1D2D3]在焊料与焊接表面接合处呈明显的润湿和附着。焊接
连接应该有大致平滑的外观。焊料连接中的割伤或划伤,如探针印记,不应当[D1D2D3]降低连接的
完整性。
焊料合金的成分、元器件引线和接线柱的表面涂层或印制板镀层及特殊的焊接工艺(如大质量印制
板需要缓慢冷却)都可能导致焊料外观干枯粗糙、灰暗或呈颗粒状,对于材料或有关工艺而言属正
常现象。这样的焊接连接是可接受的。
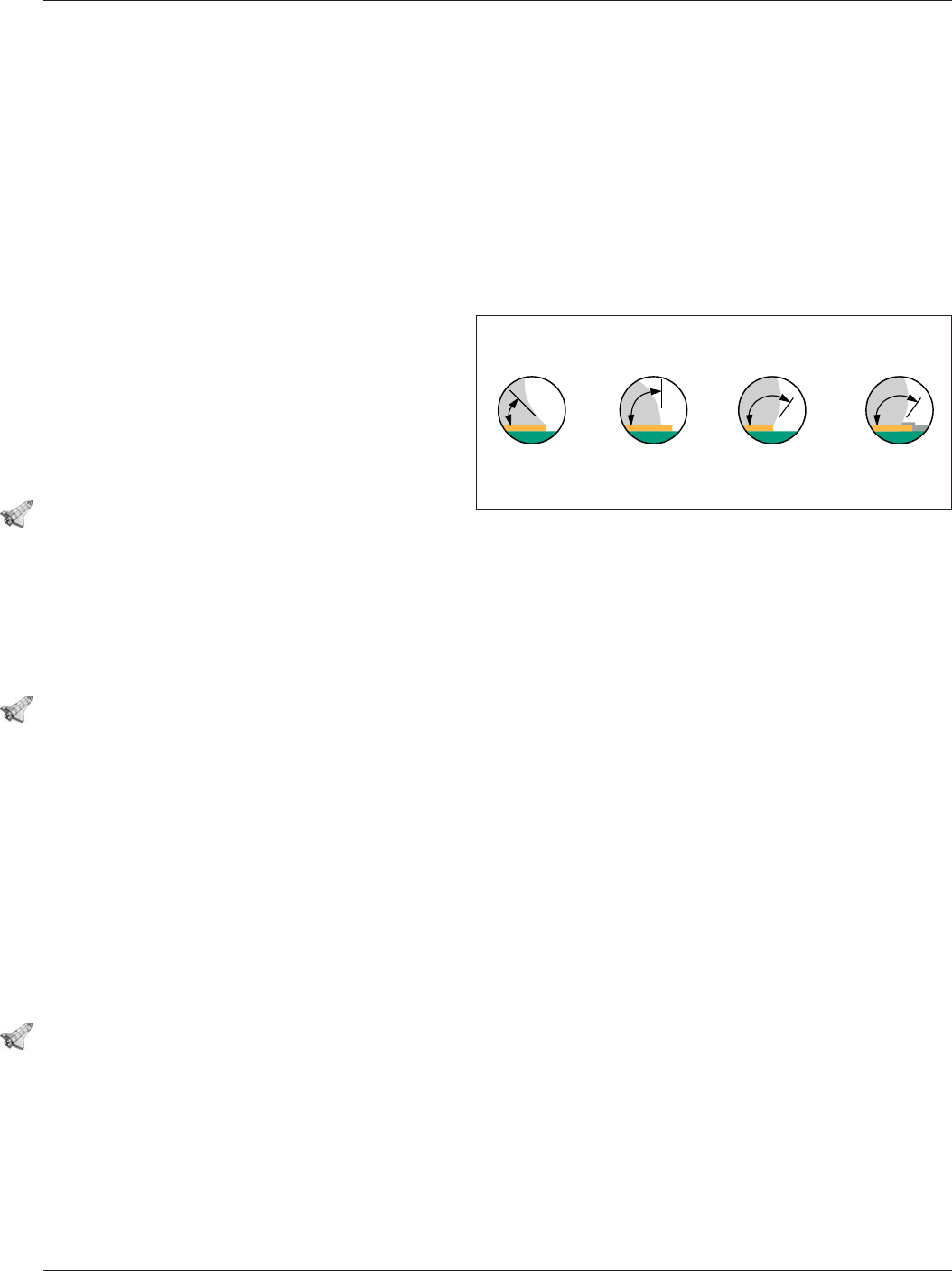
润湿情况并非总是能根据表面外观判断。实际应用中种类繁多的焊料合金可能呈现典型的从很小或
接近0°到几乎90°的接触角。焊接连接的润湿角度(焊料与元器件可焊端子以及焊料到PCB的焊盘
间)不应当[D1D2D3]超过90°(图4–2的A和B)。例外的情况是当焊料轮廓延伸至可焊端子区域或阻
焊剂边缘时,焊接连接与端子的润湿角可以超过90°(图4–2的C和D)。
使用锡铅合金及其工艺与使用无铅合金及其
工艺所产生的焊接连接的主要区别是焊料的
外观。所有其它焊料填充的要求均相同。
无铅焊接和锡铅焊接可能呈现相似的外观,
但无铅的表面会更粗糙(颗粒状或灰暗)或
润湿接触角不同。
4.18.1 暴露的表⾯ 除了本标准特别注明
的其它各处,下列要求适用于暴露的表面:
a. 暴露的金属基材不应当[D1D2D3]阻碍可
接受的焊接连接形成。
b. 暴露的有机可焊性保护层(OSP)不应当[D1D2D3]阻碍可接受的焊接连接形成。
4.18.2 焊接连接缺陷 下列焊接连接状况应当[D1D2D3]被认为是缺陷:
a. 有裂缝的焊接连接。
b. 受扰的焊接连接。
c. 冷焊或松香焊接连接。
d. 焊料违反最小电气间隙(例如桥接),或接触到元器件本体(7.5.7节和7.5.8节中注明的情况除
外)。
e. 不符合4.18节的润湿要求。
f. 连接点之间的焊料桥连,设计本身要求的通路除外。
4.18.3 部分可见或隐藏的焊接连接 部分可见或隐藏的焊接连接应当[A1P2D3]满足下列要求:
a. 设计没有限制焊料流向组件焊接终止面焊盘上的任何连接要素(如PTH元器件);
b. 在PTH焊接连接任一面,如果任何可见连接部分(或是SMD连接的可见部分)是可接受的;
c. 采取能确保组装技术可重复性的措施来维持过程控制。
4.19 可热收缩的焊接器件 当采用可热收缩的焊接器件时,应当[D1D2D3]满足下列要求:
a. 导线重叠至少达到3倍导体直径,且大致平行;
图4–2 可接受的润湿⾓
90˚
<90˚
>90˚
θ
θ
θ
>90˚
θ
A
B
CD
IPC-001e-4-002
2010年4月 IPC J-STD-001E-2010
13
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
b. 预成形焊料(环)位于衔接处的中心;
c. 预成形焊料(环)已经熔融并形成了结合连接处的填充(预成形焊料轮廓不可辨识)。
d. 导体轮廓不可辨识。
e. 套管覆盖衔接处两端的导线绝缘皮至少为导线直径的1倍。
f. 无导体刺破套管。
g. 套管变色,但未烧损或烧焦。
h. 可熔融的密封环未妨碍所要求的焊接连接形成。
i. 可熔融的密封环已密封了衔接处的两端。
采用可热收缩的焊接器件形成的端子可免除清洗要求。
5 导线和接线柱连接
5.1 导线和线缆的准备
5.1.1 绝缘⽪损伤 因热剥除而导致的绝缘皮变色是允许的,但绝缘皮不应当[D1D2D3]被烧焦。化
学剥除绝缘皮材料的要求见3.7节。
除以下几种情形外,可以允许绝缘皮变形:
a. 绝缘皮不应当[D1D2D3]有切口、断裂、裂口或裂缝。
b. 绝缘皮不应当[D1D2D3]熔入导线的股线内。
c. 绝缘皮厚度的减少不应当[D1D2D3]大于20%。
d. 绝缘皮参差不齐或粗糙(磨损、拖尾以及突出)的部分不应当[D1D2D3]超过绝缘皮外径的50%或
1mm[0.039in],取两者中的较大者。
e. 绝缘皮可以有因热剥除而导致的轻微变色,但不应当[D1D2D3]被烧焦。
化学绝缘皮剥除剂应当[D1D2D3]只用于单股导线。用于剥除单股导线绝缘皮的化学溶剂、膏剂或霜
剂应当[D1D2D3]在焊接前被中和或清除。
注:为防止导线表面性能的持续下降,化学绝缘皮剥除剂残留物应该在化学剥除活动完成后的三个
小时内清除。
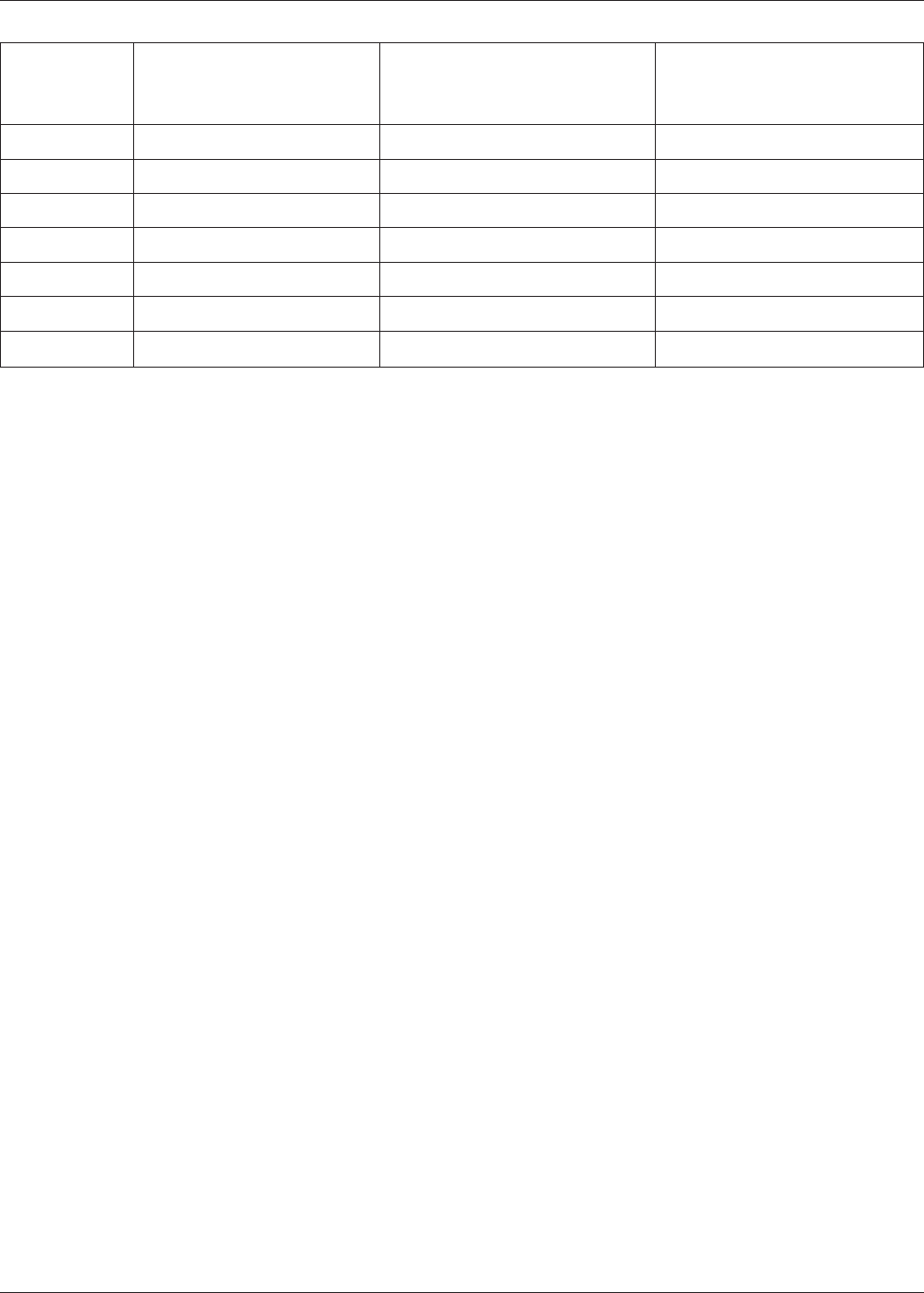
5.1.2 股线损伤 多股导线中损伤(割伤或切断)的股线不应当[D1D2D3]超过表5–1的规定范围。
适用于单股导线/引线的损伤要求见6.1.2节。股线散开(呈鸟笼状)不应当[A1D2D3]超过一倍股线
直径或绝缘皮外径。(用于高电压应用中的导线推荐性规定和要求见1.13.2.3节)。
不应当[N1D2D3]为使导线适合于接线柱而改变或切割导线的股线。
5.1.3 多股导线上锡 在下列情况下,多股导线待焊接部位应当[N1D2D3]在安装前上锡:
a. 为将导线连接到焊接接线柱上而使导线成型;
b. 多股导线被成型至衔接(不包括散接)处,采用可热收缩焊接器件时,导线是否上锡可选。
2010年4月IPC J-STD-001E-2010
14
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
焊料芯吸不应当[D1D2D3]延伸至要求导线保持挠性的部分。焊料应当[N1D2D3]润湿导线上锡的部
分,并应该渗透导线内部的股线。
焊料在导线上锡区域内有堆积或拉尖不应当[D1D2D3]影响后续装配步骤。
在下列情况下,多股导线不应当[D1D2D3]上锡:
a. 导线将用于压接端子。
b. 导线将用于螺纹紧固件。
c. 导线将用于形成散接。
5.2 焊接接线柱 不应当[A1D2D3]为适合过大尺寸导线而修改接线柱和焊锡杯。
5.3 叉形、塔形和槽形接线柱的安装
5.3.1 柄部损伤 接线柱柄部不应当[D1D2D3]有环形的裂缝或裂口,不论其开裂程度如何。接线柱
柄部不应当[D1D2D3]有穿孔、裂口、裂缝或其它导致印制电路板装配过程中所使用的油脂、助焊
剂、油墨或其它液体截留在安装孔内的损伤。
5.3.2 翻边损伤 翻边的卷边区或喇叭区不应当[D1D2D3]有缺损部分、环形的裂口或裂缝。
翻边的卷边
区或喇叭区的径向裂缝或裂口应当[D1D2D3]不多于3个,只要裂缝或裂口的相隔至少有
90°,并且未延伸进入接线柱柱干内壁(见图5–1)。
翻边不应当[D1D2D3]有开裂、裂缝或其它导致印制电路板装配过程中所使用的油脂、助焊剂、油墨
或其它液体截留在安装孔内的损伤。
5.3.3 喇叭⼝形翻边⾓度 喇叭口形翻
边应该形成35°至120°的夹角,且应该高出焊盘表面0.4mm
[0.0157in]至1.5mm[0.0591in]。应当[D1D2D3]保证最小电气间隙,喇叭口直径不应该超出焊盘直径
(见图5–2)。
表5–1 允许的受损股线数
股线数
1,2级允许的最多刮
伤、割伤或切断的股
线数
3级允许的最多刮伤、割伤
或切断的股线数
(安装前不上锡)
3级允许的最多刮伤、割伤
或切断的股线数
(安装前上锡)
2–6 0 0 0
7–15 1 0 1
16–25 3 0 2
26–40 4 3 3
41–60 5 4 4
61–120 6 5 5
121或以上 6% 5% 5%
注1: 对于工作在6千伏或更高电压下的导线不允许股线受损。
注2: 对于有镀层的导线,未暴露金属基材的视觉异常不看作是股线损伤。
注3:
受损股线的刮伤或割伤未超过横截面积的10%。
2010年4月 IPC J-STD-001E-2010
15
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE