J-STD-001E-Chinese(L).pdf - 第38页
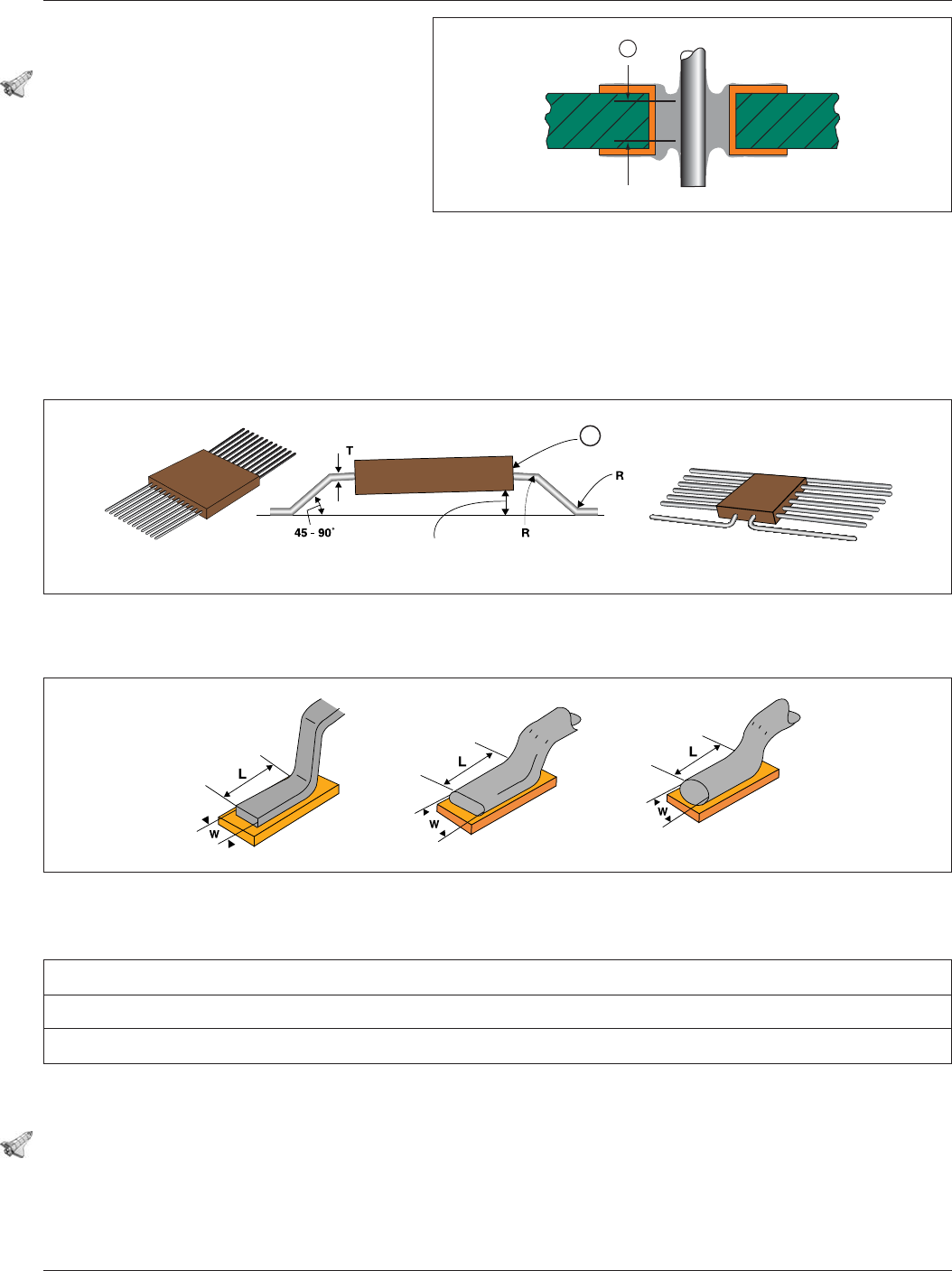
7 元器件的表⾯贴装 7.1 表⾯贴装器件引线成形 所使 用 的成形 方法 应当 [D1D2D3] 不会 使 引线 与 元器件 本体 密封处损伤或 品质 下 降 (见 图 7–1 和 图 7–2 ) 。 组装中要求引线 成形 时,与 焊 盘 接触的引线 长 度 至少 应 当 [D1D2D3] 达 到表 7–1 中的要求 。 表面贴装元器件的引线 应当 [D1D2D3] 在 焊接前 按 照 最 终的形 状 要求 进 行预成 形 。 注: …
6.2 ⽀撑孔
6.2.1 焊料的施加 除了通孔再流焊接外,焊料应当[N1D2D3]只施加于PTH的一面,热可以同时施
加到PTH的两个面。
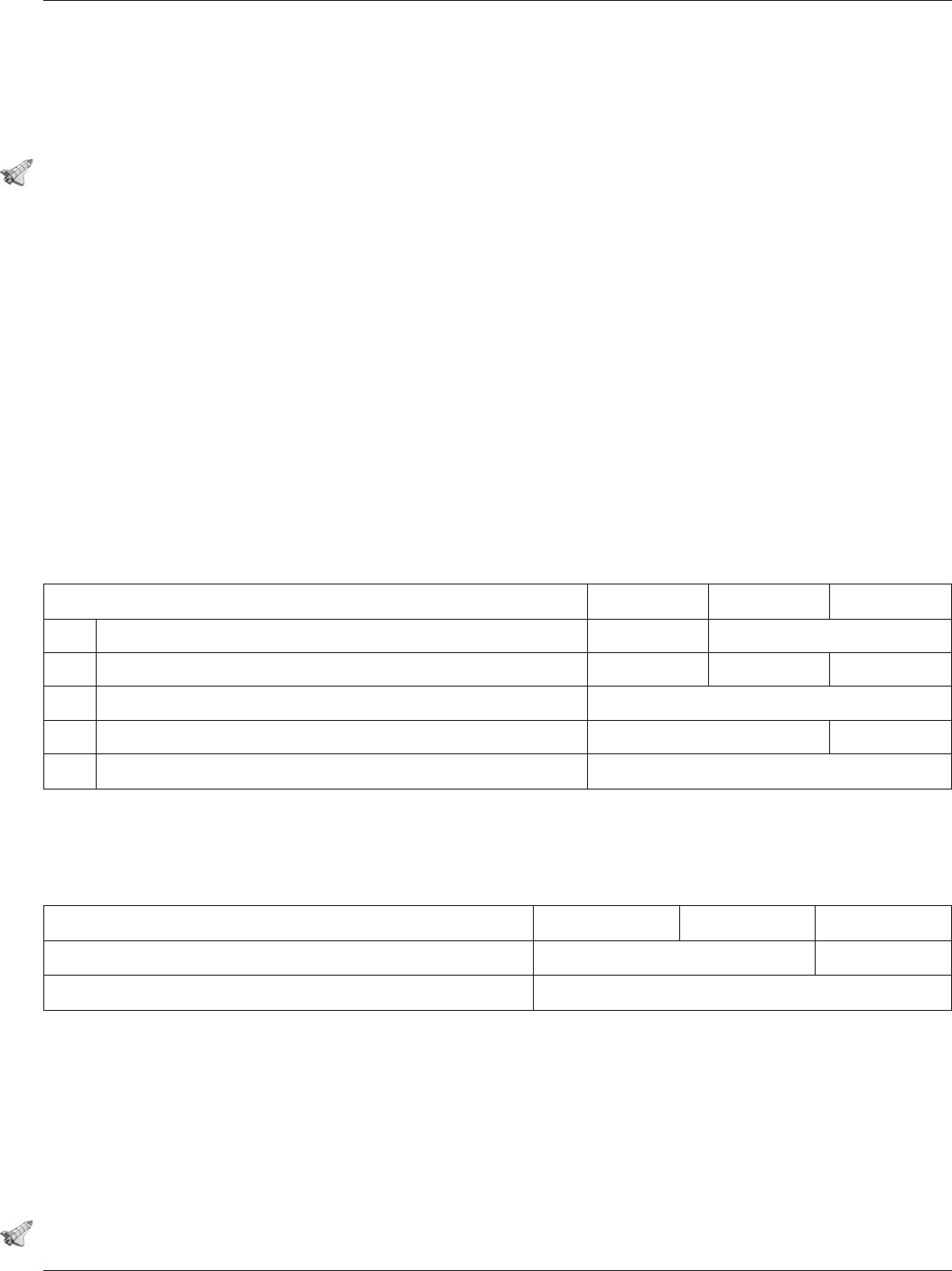
6.2.2 通孔元器件引线焊接 将元器件引线焊接到PTH内时,工艺目标是实现用焊料100%填充
PTH,焊盘、引线、孔的主面和辅面都润湿良好。无论采用哪种焊接工艺,例如:手工焊接、波峰
焊接、通孔再流焊接等,焊接连接都应当[D1D2D3]满足表6–4的要求。
作为表6–4中2级产品填充要求的一个例外,在满足以下条件时,对于2级产品允许镀覆孔的垂直填充
为50%或1.19mm[0.047in],取两者中的较小值。
a. 连接到散热层或起散热作用的导体层的镀覆孔。
b. 元器件的引线在引线端子面可辨识。
c. 元器件引线端子面的焊料填充润湿PTH孔内璧的360°,且润湿了引线的360°。
d.
PTH四周的润湿满足表6–4的要求。
注:某些应用中,如热冲击、电性能,低于100%的焊料填充可能不可接受。用户有责任向制造商说
明这些情况。
6.3 ⾮⽀撑孔
6.3.1 ⾮⽀撑孔中引线端⼦要求 引线在非支撑孔中的伸出长度应当[D1D2D3]符合表6–3的要求,
焊料应当[D1D2D3]符合表6–5的要求。
表6–4 有元器件引线的⽀撑孔,最低可接受条件
1
条件 1级 2级 3级
A. 焊料的垂直填充,注2、注3和图6–3 未规定 75%
B. 焊接终止面引线和孔壁四周的润湿 未规定 180° 270°
C. 焊接终止面的焊盘被润湿的焊料覆盖的百分比 0
D. 焊接起始面引线和孔壁的填充和润湿 270° 330°
E. 焊接起始面的焊盘被润湿的焊料覆盖的百分比,注1 75%
注1: 润湿的焊料指任何焊接过程包括通孔再流焊接所施加的焊料。对于通孔再流焊接,焊盘和引线之间可能没有外部填充。
注2: 25%的未填充高度包括起始面和终止面的焊料下陷总和。
注3:
按照6.2.2节所述,2级产品的垂直填充高度可小于75%。
表6–5 有元器件引线的⾮⽀撑孔,最低可接受条件
1,4
要求 1级 2级 3级
A. 引线与焊盘的润湿 270° 330°,注2
B. 焊盘区域被润湿的焊料覆盖的百分比, 注375%
注1: 双面都有功能焊盘的双面板的两面都需要遵循A和B的要求
注2: 对于3级产品,引线折弯区域被润湿
注3: 不要求焊料覆盖孔。
注4:
润湿焊料指的是焊接过程中所施加的焊料。
2010年4月 IPC J-STD-001E-2010
25
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
7 元器件的表⾯贴装
7.1 表⾯贴装器件引线成形 所使用
的成形方法应当[D1D2D3]不会使引线
与元器件本体密封处损伤或品质下降
(见图7–1和图7–2)。组装中要求引线
成形时,与焊盘接触的引线长度至少应
当[D1D2D3]达到表7–1中的要求。
表面贴装元器件的引线应当[D1D2D3]
在焊接前按照最终的形状要求进行预成
形。
注:当出现较为恶劣的负载条件时,例如热膨胀系数(CTE)不匹配或严酷的工作环境,对于引线
与焊盘的最小接触长度应该给予额外考虑。
7.1.1 引线变形限度 无论是采用人工、机械方法,还是模压方法进行引线成形,如果引线上的凹
痕或变形超过其直径、宽度或厚度10%,这样的零件或元器件就不应当[D1D2D3]被安装,除压平的
引线所允许的情况以外(见7.1.4节)。如果引线变形未超过引线直径、宽度或厚度的10%,暴露金属
基材可接受。
如果满足下列条件,引线变形(非故意弯曲)是允许的:
图6–3 垂直填充⽰例
1. 垂直填充
1
IPC-001e-6-003
图7–1 表⾯贴装元件引线成形
1. 弯曲未进⼊引线密封处
1
2.0 mm [0.0787 in] max
IPC-001e-7-001
图7–2 表⾯贴装元件引线成形
a.
b.
c.
IPC-001e-7-002
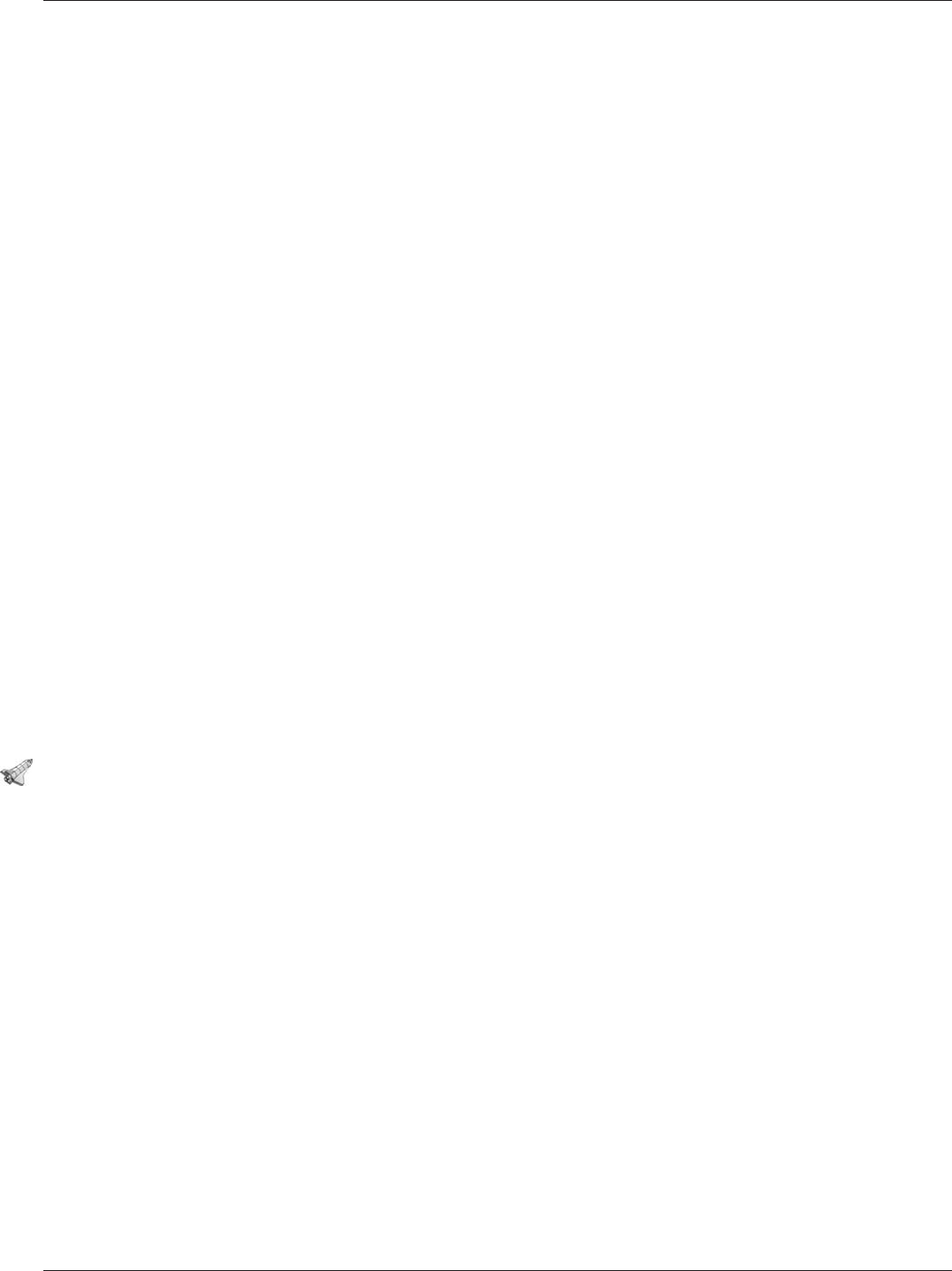
表7–1 SMT引线成形后的最⼩引线长度
A. 对于扁平引线,为引线宽度的1倍
B. 对于扁圆引线,为引线宽度的2倍
C. 对于圆形引线,为引线直径的2倍
2010年4月IPC J-STD-001E-2010
26
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
a. 应当[D1D2D3]不存在明显的短路或潜在的短路可能性。
b. 变形不应当[D1D2D3]损伤引线至本体的密封处或熔接处。
c. 不应当[D1D2D3]违反最小电气间隙;
d. 引线的顶部不应该超出元器件本体的顶部,除非是预成形的应力释放环。
e. 如果引线末端存在弯曲,趾部卷曲不应该超过引线厚度的两倍。
7.1.2 扁平封装平⾏度 引线排列于两个对边的表面安装扁平封装元器件的引线成形,应该使元器
件的基本面与印制板板面(即元器件倾斜)之间的不平行最小。一定范围内的元器件倾斜是允许
的,但是最终形状应该以空隙不超过2.0mm[0.0787in]为限度(见图7–1)。
7.1.3 表⾯贴装器件引线的弯曲 弯曲不应当[D1D2D3]延伸至密封处。
引线弯曲半径应当[A1P2D3]大于等于1T,其中,T=引线标称厚度/直径(见图7–1)。
成形时引线应当[D1D2D3]有支撑,以保护引线至本体的密封处。
7.1.4 扁平引线 表面安装横截面为圆形的轴向引线元器件时,为更好地放置,可以将引线压扁
(精压)。如果是这样,压扁后的引线厚度不应当[N1N2D3]小于原来直径的40%。引线压下去的部分
可免除7.1.1节中10%的变形要求。
7.1.5 双列直插式封装(DIP) 如果双列直插式封装引线经成形后,满足有引线表面安装元器件的
安装要求,可以进行表面安装。
7.1.6 ⾮表⾯贴装结构元器件 通孔结构的元器件(如晶体管、金属封装功率管以及其它非轴向引
线元器件)不应当[D1D2D3]进行表面贴装,除非成形后的引线满足表面贴装元器件的引线成形要
求。
7.2 有引线元器件本体的间隙 有引线元器件本体底部与印制板表面的最大空隙应该为2.0mm[0.078
in]。其表面与内部电路绝缘的元器件或表面未暴露出电路的元器件可以紧贴板面安装。对于安装在
暴露电路上未绝缘部件,其引线的成
形应当[N1N2D3]使元器件本体底部与暴露电路之间达到至少
0.25mm[0.00984in]的空隙。
7.2.1 轴向引线元器件 表面安装的轴向引线元器件本体与印制板表面的间隙不应该大于2.0mm
[0.0787in],除非用粘合剂或其它机械方法将元器件固定在基板上。
7.3 垛形引线贴装结构元器件 垛形引线元器件可用于1级、2级产品。对于原设计为通孔应用,后
改为垛形引线,或坚硬的双列直插封装引线(例如42#合金、镀黄铜或回火引线等)可以垛形贴装。
垛形贴装不应当[N1N2D3]允许用于3级产品,见7.5.10节。
7.4 表⾯贴装引线的压紧 表面贴装器件的引线在焊料固化过程中不应当[N1N2D3]在应力状态下压
紧(例如用探针),否则会导致留有残余的应力。
阻抗再流系统在再流焊接中不应当[N1N2D3]使元器件引线的位置偏离大于2倍引线厚度。
7.5 焊接要求 专为表面贴装而设计的元器件的焊接连接或端子应当[D1D2D3]满足4.18节的通用要
求,不应当[D1D2D3]有4.18.3节所描述的任何缺陷,并满足7.5.3节至7.5.17节规定的尺寸要求(见表
7–2)。
2010年4月 IPC J-STD-001E-2010
27
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE