J-STD-001E-Chinese(L).pdf - 第55页
7.5.16 具有 底 部 散 热⾯端⼦的元器件( D - Pak ) 本文 件中 没 有描述 不可见的 散 热面的焊接要求 , 这些 要求 需 要 由 用户 与 制造商协商 确 定 。散 热面的验收要求 与 设 计 和工艺 有关。需 要 考虑 的 问 题 包 括但 不 仅 限 于 元器件制造商的 使 用说明、焊料覆盖、空 洞 、焊料高度、 等等。如 要求 , 焊料 应当 [D1 D2D3] 满足 文 件的要求 , 焊接 此 类 元器件…
7.5.15 底部端⼦元器件(BTC) 这些要求也适用于小外形集成电路(无引线)(SOICNL)。
本文件中未规定散热面焊接连接不可见部分的要求,这些要求需要由用户与制造商协商确定。散热
面的验收要求与设计和工艺有关。需要考虑的问题包括但不仅限于元器件制造商的应用说明、焊料
覆盖、空洞、焊料高度等等。焊接此类元器件时,在散热层中形成空洞比较常见。有要求时,焊料
应当[D1D2D3]符合文件要求。
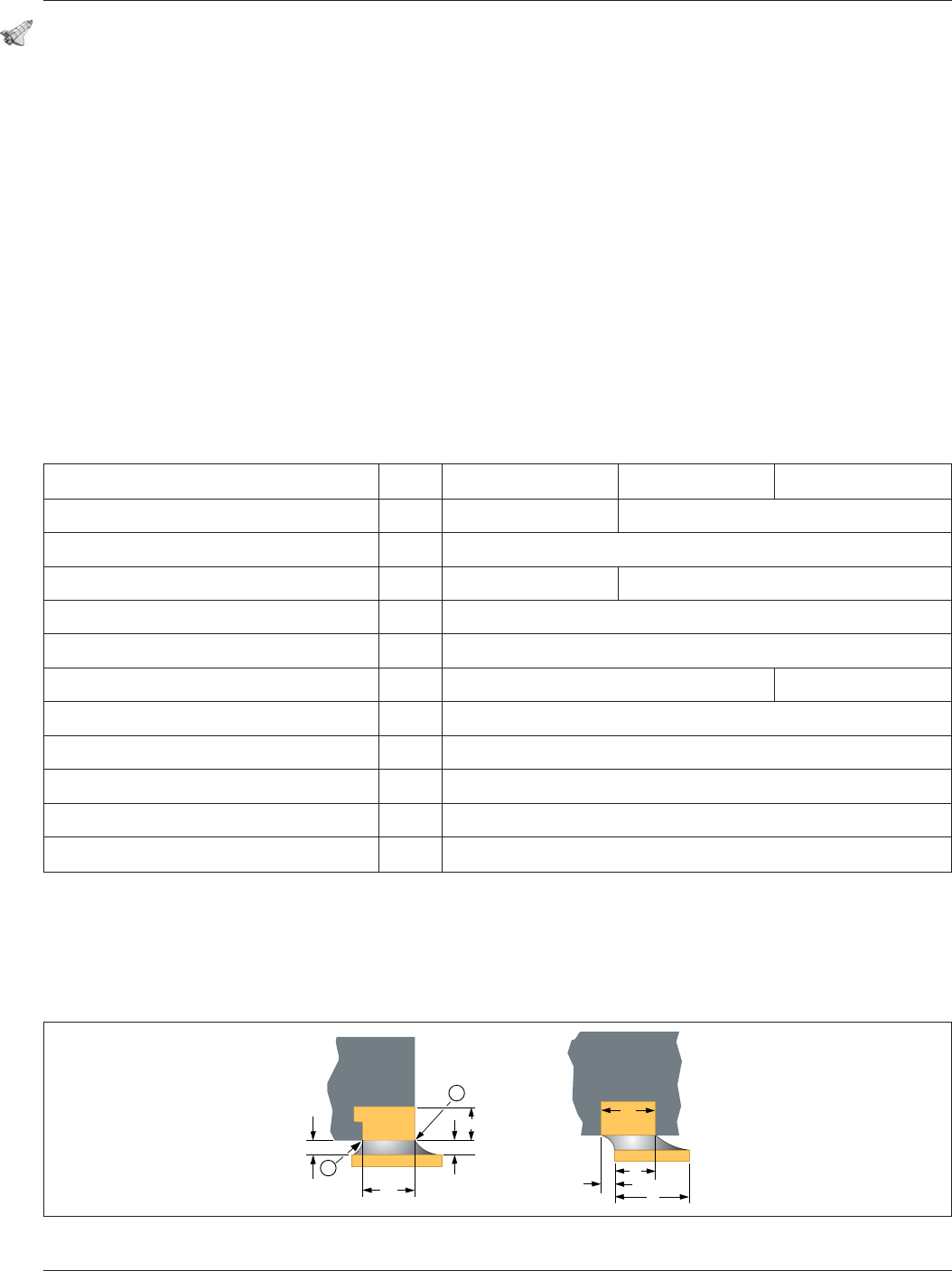
没有明显外部引线的元器件形成的连接应当[D1D2D3]满足表7–17和图7–15中的尺寸和焊料填充要
求。
有些封装结构的趾部未露出,或在封装外部露出的趾部上没有连续的可焊接表面,这将不能形成趾
部填充。
IPC-7093提供了底部端子元器件的工艺指南,包含了通过广泛讨论底部端子元器件工艺开发问题所
得出的推荐性要求。
组装方法和材料使用获得持续成功的根本是工艺开发和控制。工艺验证和控制可替代X射线/目视检
查,只要具有证明符合性的客观证据。
表7–17 尺⼨要求
- QFN
参数 尺⼨ 1级 2级 3级
最大侧面偏移 A50%(W);注125%(W);注1
趾部偏移(元器件端子的外边缘) B 不允许
最小末端连接宽度 C50%(W) 75%(W)
最小侧面连接长度 D 注4
焊料填充厚度 G 注3
最小趾部(末端)填充高度 F 注2,注5 注2,注5
端子高度 H 注5
导热盘的焊料覆盖 注4
焊盘宽度 P 注2
端子宽度 W 注2
散热面的空洞要求 注6
注1: 不违反最小电气间隙。
注2: 未作规定的尺寸参数或变量,由设计决定。
注3: 润湿明显。
注4: 不可目视检查的特征,见4.18.3节。
注5: (H)=引线可焊表面的高度,如果有。一些封装结构在侧面没有连续可焊表面,不要求趾部(端部)填充。
注6:
验收要求需要由制造商和用户协商确定。
图7–15 底部端⼦元器件
C
A
P
W
G
H
F
2
1
D
IPC-001e-7-015
2010年4月IPC J-STD-001E-2010
42
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
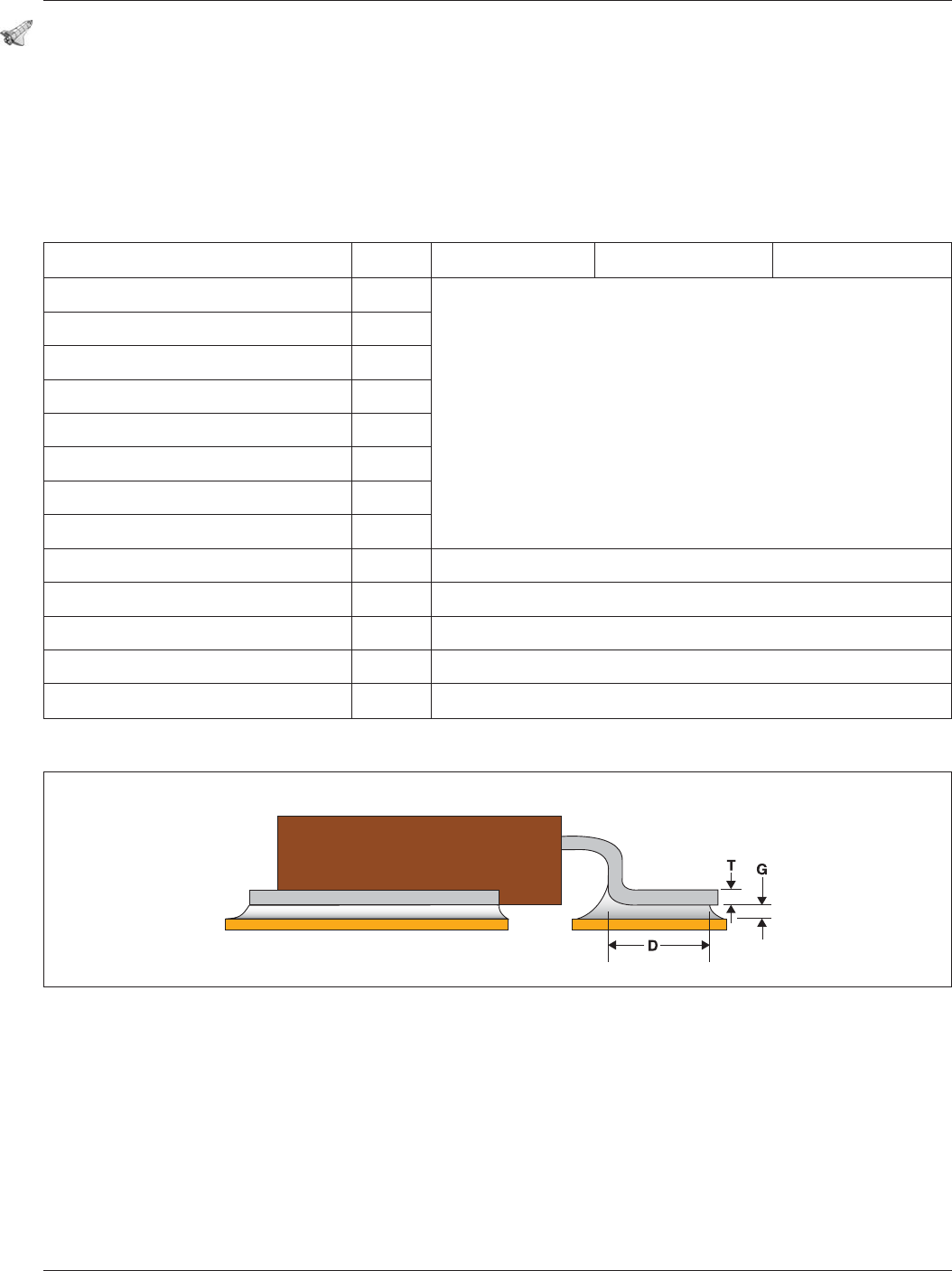
7.5.16 具有底部散热⾯端⼦的元器件(D-Pak) 本文件中没有描述不可见的散热面的焊接要求,
这些要求需要由用户与制造商协商确定。散热面的验收要求与设计和工艺有关。需要考虑的问题包
括但不仅限于元器件制造商的使用说明、焊料覆盖、空洞、焊料高度、等等。如要求,焊料应当[D1
D2D3]满足文件的要求,焊接此类元器件时,在散热面上形成空洞比较常见。
注:除散热面端子外的引线要求采用同类型引线端子的要求。
具有底部散热面端子的元器件形成的连接应当[D1D2D3]满足表7–18中的尺寸和焊料填充要求。
表 7–18 尺⼨要求 – 底部散热⾯端⼦
参数(除散热⾯外所有连接) 尺⼨ 1级 2级 3级
最大侧面偏移 A
SMT端子的贴装和焊接应当[D1D2D3]满足同类型引线
端子的验收要求
趾部偏移 B
最小末端连接宽度 C
最小侧面连接长度 D
最大跟部填充高度 E
最小跟部填充高度 F
焊料填充厚度 G
引线厚度 T
参数(仅适于散热⾯的连接) 1级,2级,3级
散热面侧面偏移,图7–16 不大于端子宽度的25%
散热面末端偏移 无偏移
散热面末端连接宽度 100%润湿末端接触区域内的焊盘
散热面空洞要求 注1
注1:
验收要求需要由制造商和用户协商建立。
图7–16 具有底部散热⾯端⼦的元器件
IPC-001e-7-016
2010年4月 IPC J-STD-001E-2010
43
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
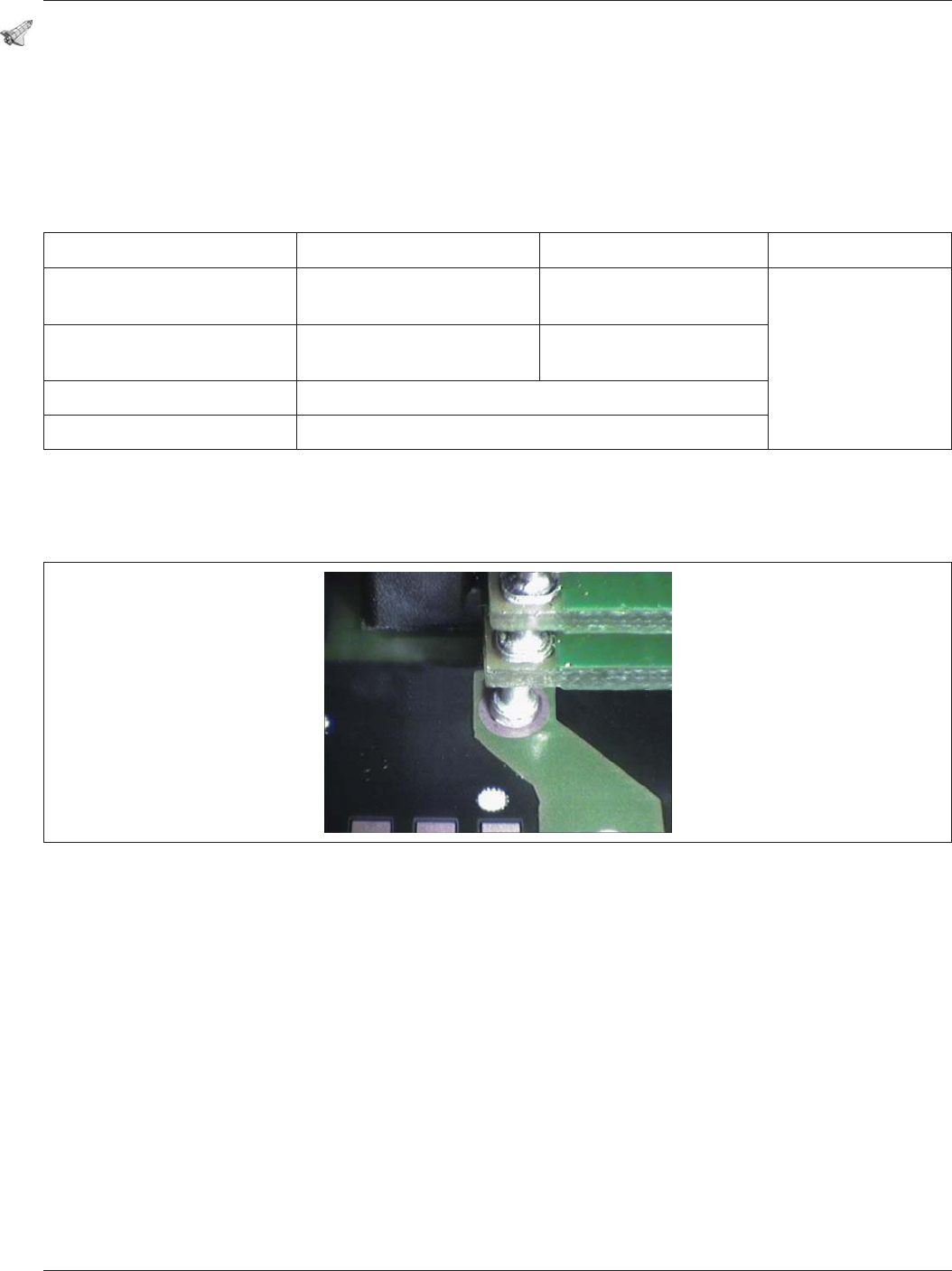
7.5.17 平头柱连接 这种类型的端子有时也称之为“钉头柱”。
对于这种类型端子,尚未建立3级产品的要求。组装方法和材料使用获得持续成功的根本是工艺开发
和控制。
具有平头柱连接的元器件形成的连接(图7–17)应当[D1D2D3]满足表7–19中的尺寸和焊料填充要
求。
7.6 特殊SMT端⼦ 开发此标准的IPC委员会已经收到将一些特殊类型SMT端子纳入此标准的要
求。通常这类型的端子是特殊的元器件或专为少量用户特制。在开发验收要求之前,还需要广泛地
应用,才可从大量用户中获得有效的失效数据。在此特重复本标准1.13.2节中的内容。
1.13.2 专⽤技术程序 作为一份业界一致公认的标准,本文件无法涵盖所有可能的元器件
和产品设计组合情况。例如磁性线圈、高频、高电压等等。当采用非通用和/或特殊技术
时,可能有必要开发专用的工艺及验收标准。在考虑产品性能标准时,特殊定义对考虑具
体特性是必要的。
特殊标准的开发应该有用户的参与,验收标准应当[N1N2D3]经用户认可。对于此处未规定
的具体工艺和/或技术的组装和焊接要求,应当[N1D2D3]按文档化的程序完成,保留文档
化的程序,以备审核。
只要有可能,应该向IPC技术委员会提交这些标准,以考虑将其纳入本标准的更新版本。
表7–19 尺⼨要求 – 平头柱连接
参数 1级 2级 3级
最大端子偏移,方形焊盘 75%(W)端子宽度;
注1,注2
50%(W)端子宽度;
注1,注2
尚未建立要求
最大端子偏移,圆形焊盘 50%(W)端子宽度;
注1,注2
25%(W)端子宽度;
注1,注2
最大填充高度 注4
最小填充高度 注3
注1: 不违反最小电气间隙要求。
注2: 引线直径小于焊盘直径或边长。
注3: 润湿明显。
注4:
焊料未接触元器件本体。
图7–17 平头柱端⼦
IPC-001e-7-017
2010年4月IPC J-STD-001E-2010
44
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE