CPP715A200_YSi Prog V3_C - 第233页
5-12 5 2.2 基板传送设定 下面,介绍基板的传入、传出位置等的设置。 系统设定画面 设定 → 机器信息 → 基板传送设定 1 2 26511-P7-00 项目 内容 1 基板传送 自动 ( 自动检查时 ) 手动 ( 手动操作时 ) 入口 设置传入基板时的入口位置。 出口 设置传出基板时的出口位置。 NG 继续 设置 NG 继续时传出基板的出口位置。 中断 设置中断了检查时传出基板的出口位置。 2 监视下工序信号 需要监视后工序信…
5-11
5
项目 内容
7
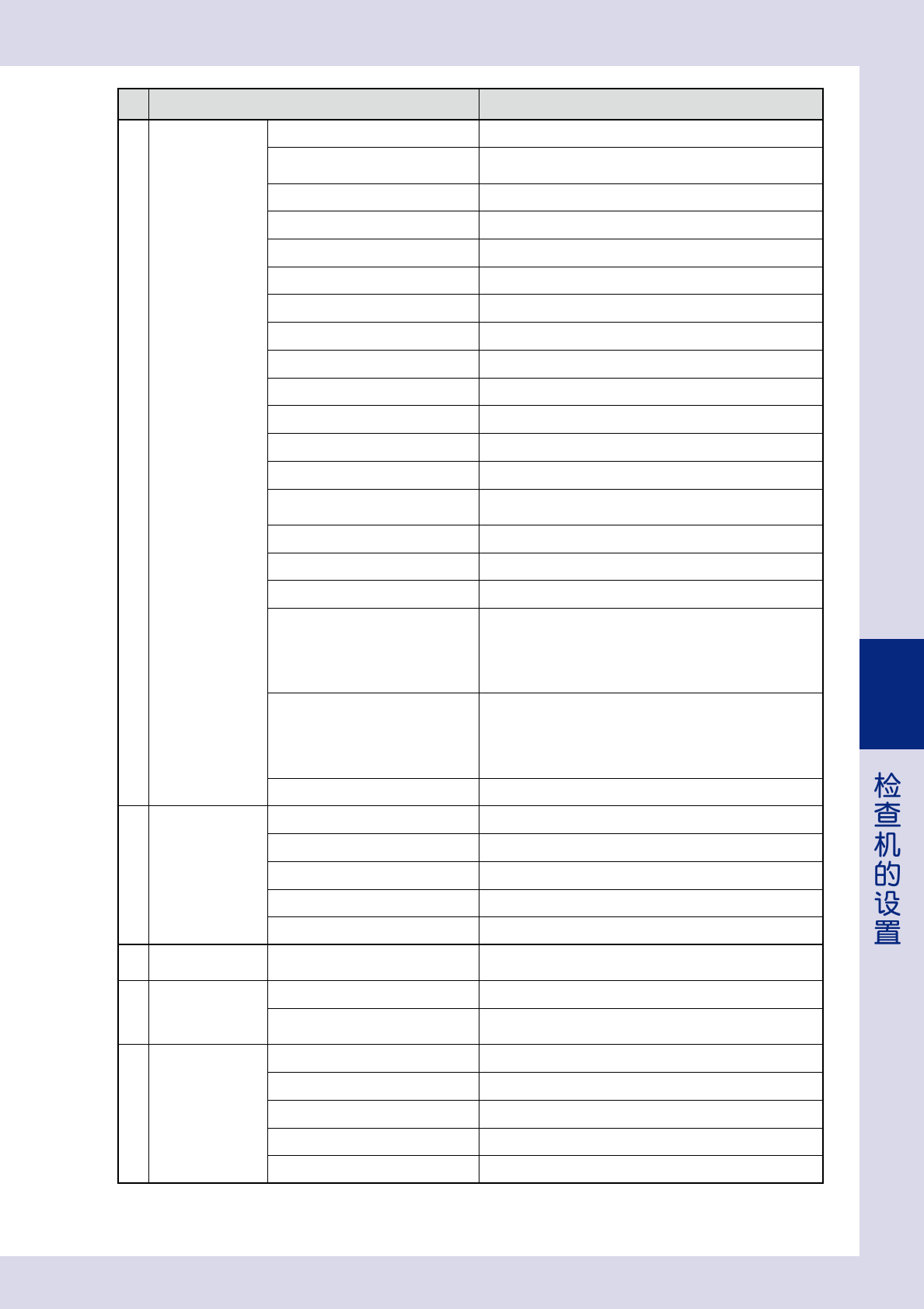
传送装置
轨道基准 显示调节传送宽度时作为基准的传送轨侧。
自动调节传送宽度
显示为“启用”时,在读入程序时自动调节传送宽度。
显示为“禁用”时,不会自动调节传送宽度。
轨道 从“单轨”与“双轨”中选择轨道的类型。
传板方向 显示传送基板的方向。
辅助基板定位 ( 选配 ) 配备辅助基板定位器时,选择“有”。
待机基板位置 设置可检查的基板尺寸 X(mm)。
出口位置待机最大基板尺寸 (mm) 设置可在出口位置待机的基板尺寸 X(mm)。
传送方式 一般使用“正常”。
基板定位器 2 ( 选配 ) 配备基板定位器 2 时,选择“有”。
检查超长基板 2 次分割位置 X(mm) 设置进行第 1 次检查时的 X 方向宽度。
基板定位器 2 的偏移量 X(mm) 设置基板定位器 2 距离主定位器的 X 方向距离。
出口的定位装置 ( 选配 ) 配备出口定位装置时,选择“有”。
基板冷却时间 设置为冷却基板而使基板在传送轨入口处待机的时间。
基板固定限时 (msec)
指定传入基板时,基板在挡板处停住后到基板被固定之间传送带
空转的时间。
基板传出后传送带强制空转时间 (msec) 指定传出基板之后的传送带空转时间。
信号输出式样 ( 上工程 )
*2
设置与上游机传送基板的信号式样。
信号输出式样 ( 下工程 )
*2
设置与下游机传送基板的信号式样。
强制停机
设置自动检查过程中检出不良时使检查机停机,并显示提示信息
的时机。从“禁用”、“输出前”、“输出后”选择。
-
禁用 :不使用该功能。
-
输出前 :基板在检查位置时显示提示信息。
-
输出后 :基板从检查机传出之后显示提示信息。
传板方式
从“自动传板”、“自动反复”、“禁止反复模式”中选择传送基板
的方式。
-自动传板 :进行通常的自动检查时选择。
-自动反复 :传送同一基板连续进行自动检查。
-禁止反复模式 :连续进行自动检查,但禁止传送同一基板。
NG 料箱设定 使用 NG 料箱时,选择 NG 料箱的种类。不使用时,选择“Through”。
8
标记笔 ( 选配 )
标记笔装置 配备标记笔装置 ( 选配 ) 时,设置为“有”。
标记笔 从“标准”、“高速”中选择标记笔的类型。
标记笔缺墨确认 ( 次 ) 以基板张数为单位设置检查标记笔是否缺墨的间隔。
上升等待时间 (msec) 设置标写之后到标记笔上升之间的时间。
下降等待时间 (msec) 设置标记笔移到标写位置之后到标记笔下降之间的时间。
9
激光高度感应器
(选配)
激光高度感应器 配备激光高度感应器 ( 选配 ) 时,设置为“有”。
10
斜视照相机 ( 选配 )
4D 斜视相机 配备 4D 斜视相机时,设置为“有”。
自动检查的同时拍摄斜视图像
设置进行自动检查的同时是否拍摄斜视图像。
拍摄图像时,设置为“执行”。
11
3D 投影仪 ( 选配 )
3D 投影仪
*3
配备 3D 投影仪时,设置为“有”。
北方向 3D 投影仪 ID
*3
使用时,选择“ID1”。
南方向 3D 投影仪 ID
*3
使用时,选择“ID3”。
东方向 3D 投影仪 ID
*3
使用时,选择“ID2”。
西方向 3D 投影仪 ID
*3
使用时,选择“ID0”。
*1
设置了定期照明测试时,在过了所设时间之后开始自动检查之前进行照明测试。
*2
自动检查中的信号在 [ 自动检查 ]-“传送装置”选项卡画面确认。
*3
3D 投影仪在 iPro 离线编程软件 ( 选配 ) 中也需要设置。
5-12
5
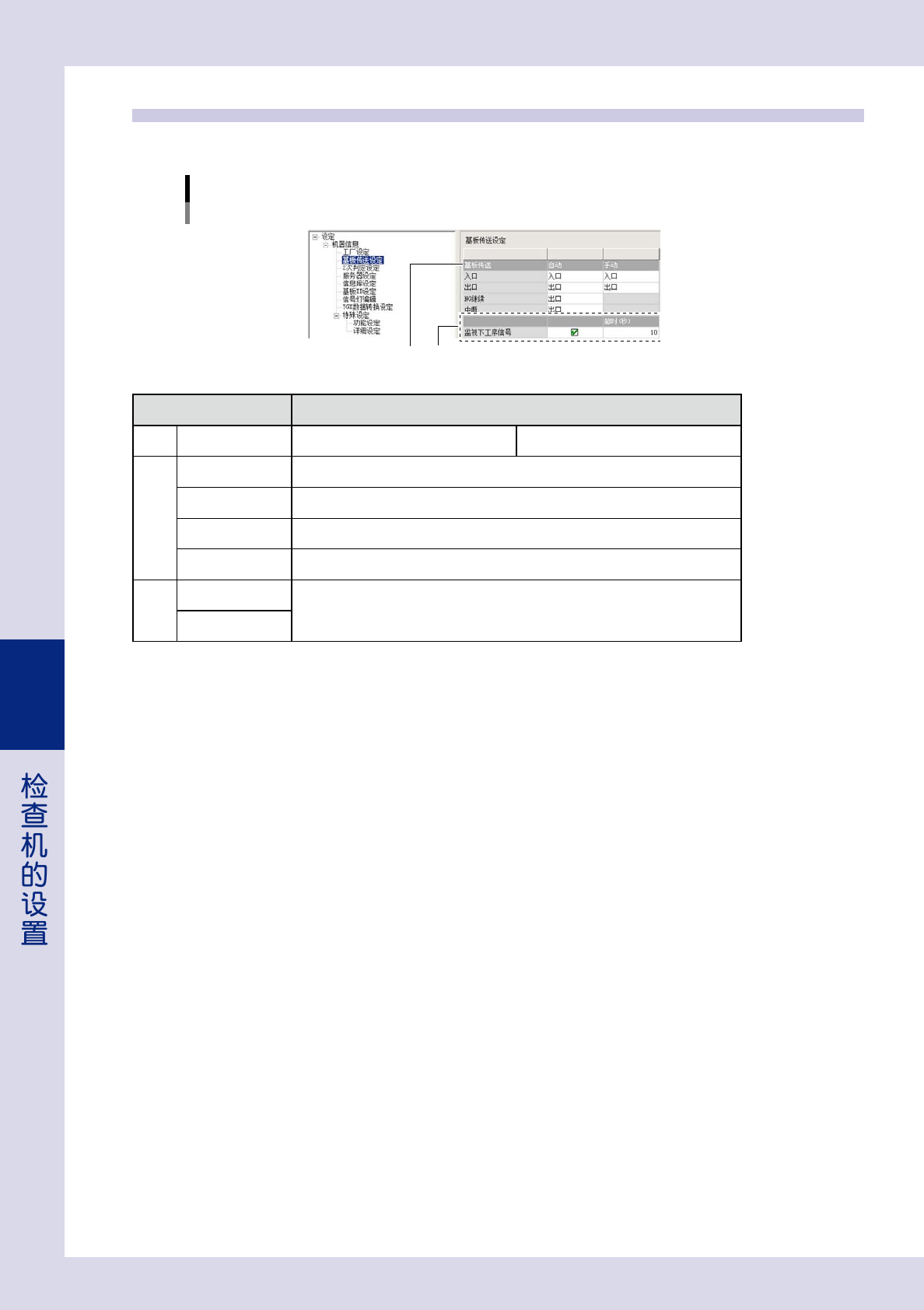
2.2 基板传送设定
下面,介绍基板的传入、传出位置等的设置。
系统设定画面
设定 → 机器信息 → 基板传送设定
1 2
26511-P7-00
项目 内容
1
基板传送 自动 ( 自动检查时 ) 手动 ( 手动操作时 )
入口 设置传入基板时的入口位置。
出口 设置传出基板时的出口位置。
NG 继续 设置 NG 继续时传出基板的出口位置。
中断 设置中断了检查时传出基板的出口位置。
2
监视下工序信号
需要监视后工序信号时勾选。
勾选之后,在“超时 ( 秒 )”栏中输入监视后工序的时间。
只要在设置的超时时间之内未接收到后工序机输入的 BusyIn 信号,就鸣响报警。
超时(秒)
5-13
5
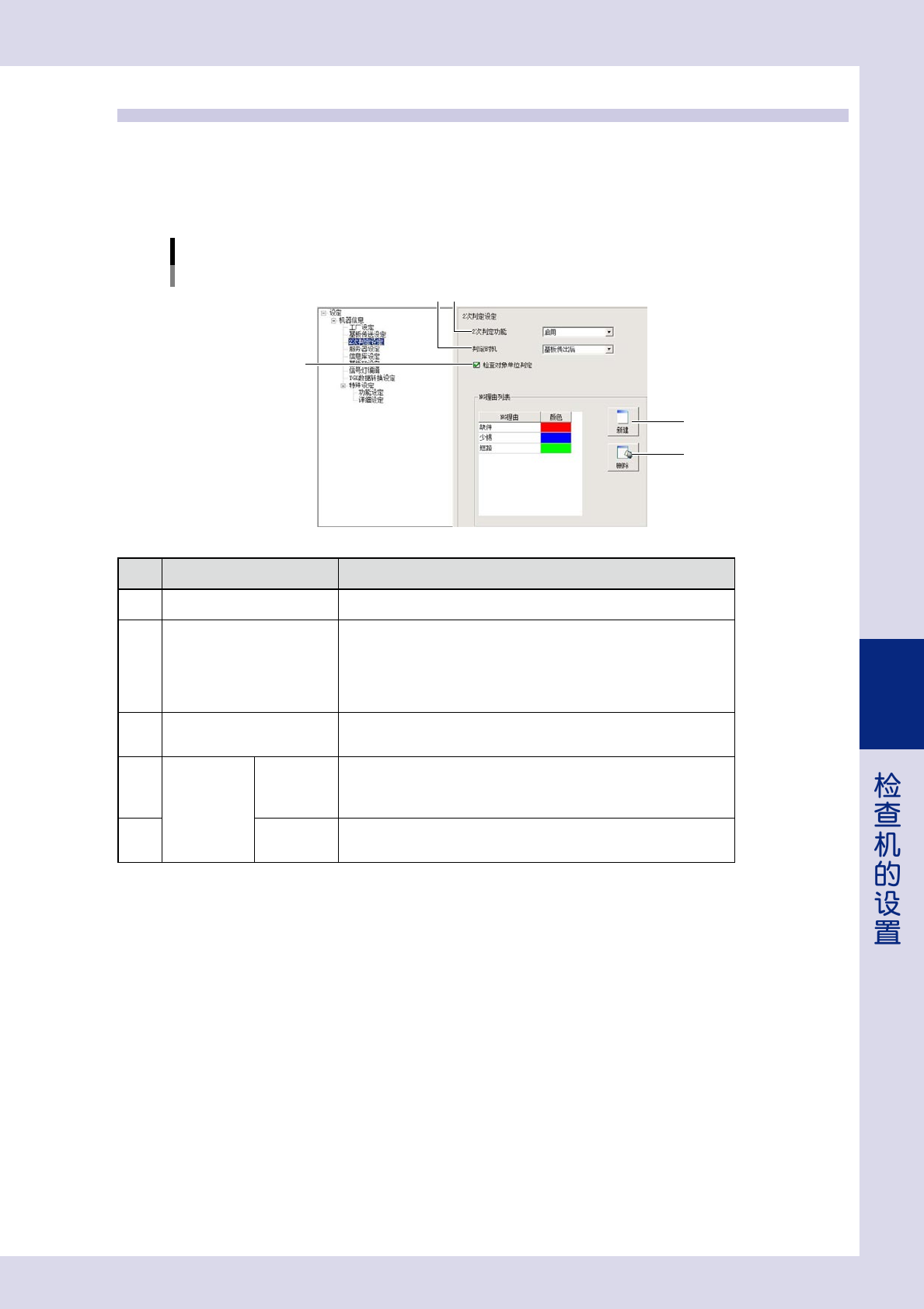
2.3 2 次判定设定
如果将“2 次判定功能”设置为“启用”,自动检查画面中会添加“实机判定”选项卡,可以在检查结束时,由操
作人员对所有不良的检查对象进行 OK/NG 判定。此外,如果在 NG 理由列表中登录了 NG 理由与显示颜色时,还
可以在 OK/NG 判定时更改 NG 理由。按照登录的颜色,以十字准线在基板图像上显示元件的位置。关于“实机判定”
选项卡画面的详细内容,请参阅第 1 章“2.2.1 2 次判定”。
系统设定画面
设定 → 机器信息 → 2次判定设定
1
4
5
2
3
26512-P7-00
项目、按钮 内容
1
2 次判定功能 使用 2 次判定功能时,选择“启用”。
2
判定时机
从“基板传出后”、“基板传出前”中选择进行 2 次判定的时机。
-
基板传出后
基板传出检查机之后,开始 2 次判定。
-
基板传出前
自动检查结束之后,开始 2 次判定。
3
检查对象单位判定
勾选该选择框时,可以以检查对象为单位进行 OK/NG 判定。
不勾选,则以元件为单位进行判定。
4
NG 理由列表
新建
想要登录新的 NG 理由时,按该按钮。
选定已登录的 NG 理由行后按该按钮时,会自动在选定的行之下添加 1 行。
在添加的行中输入新的 NG 理由并选择显示颜色。
5
删除
想要删除登录的 NG 理由时,按该按钮。
选择想要删除的 NG 理由之后,按 [ 删除 ] 按钮。