CPP715A200_YSi Prog V3_C - 第83页
2-19 2 3.2 基准标记参数 使用基准标记对基板进行校正时,需设置基准标记参数。下面,详细介绍使用基准标记时需设置的各项参数。 3.2.1 基准标记的设置项目 设置基准标记参数之前需设置基准标记。下面,介绍设置基准标记时需设置的项目。 基准标记的设置 选择想要设置的选项卡 设置为“有效” 基板图像 视野图像 26217-P7-10 “基板”选项卡 ( 基板基准标记 ) 以基板为单位,修正基板的位置。 “拼板”选项卡 ( 拼板基准标…
2-18
2
项目 内容
1
基本信息 基板长度 (mm) 输入基板 X 方向的尺寸,即基板传送方向的尺寸。
基板宽度 (mm) 输入基板 Y 方向的尺寸,即将基板放置在传送轨上时传送宽度方向的尺寸。
基板尺寸高度 (mm) 输入基板的厚度。也可以不输入。
备注 输入有关基板的备注事项。用半角英文数字输入。也可以不输入。
基板类型 输入基板的类型。用半角英文数字输入。也可以不输入。
锡膏条件 输入有关锡膏的备注事项。用半角英文数字输入。也可以不输入。
ASSY 名
输入在基板 ID 中设置的 ASSY 名。用半角英文数字输入。也可以不输入。
将 [ 系统设定 ]-“服务器设定”-“批次单位管理基板”设置为“启用”时,
必须输入 ASSY 名。
基板面信息 从 A 面、B 面中选择准备检查的基板面。
基板原点偏移量 X(mm) 输入基板原点 X 方向的偏移量。
基板原点偏移量 Y(mm) 输入基板原点 Y 方向的偏移量。
最大元件高度 (mm) 输入元件的最大高度。( 使用 Z 轴高度补偿时务必输入。)
2
生产信息 总检查数 显示总检查数被复零之后重新开始计数的总检查张数。
NG 基板数 显示选择检查程序之后的 NG 基板张数。
NG 视野数 显示选择检查程序之后的 NG 视野数。
3
生产条件
计划生产数
输入计划生产的基板张数。
输入 0 时,只要传入基板,检查就会继续。
输入 0 以外的数值时,完成所输入的基板张数的检查后自动停止运行,并
不再传入基板。
生产块数 显示选择检查程序之后所检查的基板张数。初始值为 0。
中断检查的不良检出数
检查基板时检出的不良数,如果达到此处所输入的值时,检查结果显示为
“未完成”并中断自动检查。基板被传到在 [ 系统设定 ] →“基板传送设定”
中所指定的中断位置。
4
检查条件 读入数据时自动展开信息库 选择“启用”,则读入检查程序时会自动展开信息库。
缺件时跳过此元件剩余检查项目
选择“启用”时,在自动检查中如果检出了“缺件”,则会跳过同一元件
的检查而进入下一元件的检查。
设定检查文字的周期
对使用“文字识别”检出方法检查的元件,可以设置检查的间隔。
-仅查第 1 块
只对读入检查程序后的第 1 个元件进行“文字识别”检查。
-按周期执行检查
按在“检查周期设定”中输入的周期张数进行“文字识别”检查。
对使用该功能的元件,可以在各检查对象的“选项”选项卡中分别设置
是否执行该功能。
检查周期设定
将“设定检查文字的周期”设置为“按周期执行检查”时才可以输入。
输入进行检查的基板周期张数。
5
辅助条件 顶针
设置是否使用顶针。选择“以高速”时,可以设置“顶针定时上升”与
“出板等待”参数。
顶针定时上升 ( 秒 )
将“顶针”设置为“以高速”时,设置从识别到基板到顶板开始上升为止
的时间。
出板等待 ( 秒 )
将“顶针”设置为“以高速”时,设置从主挡板下降后,到松开基板夹,
传送带开始转动为止的时间。
传板运行 不检查只传送基板。
传送带空转时间 (sec) 设置传感器检测到基板已被传出后,传送带转动的时间。
6
拍照方式 3D 检查模式
*
3D 检查模式从“普通”、“高速”中选择。
*
只有选配了 3D 投影仪的检查机才显示。
2-19
2
3.2 基准标记参数
使用基准标记对基板进行校正时,需设置基准标记参数。下面,详细介绍使用基准标记时需设置的各项参数。
3.2.1 基准标记的设置项目
设置基准标记参数之前需设置基准标记。下面,介绍设置基准标记时需设置的项目。
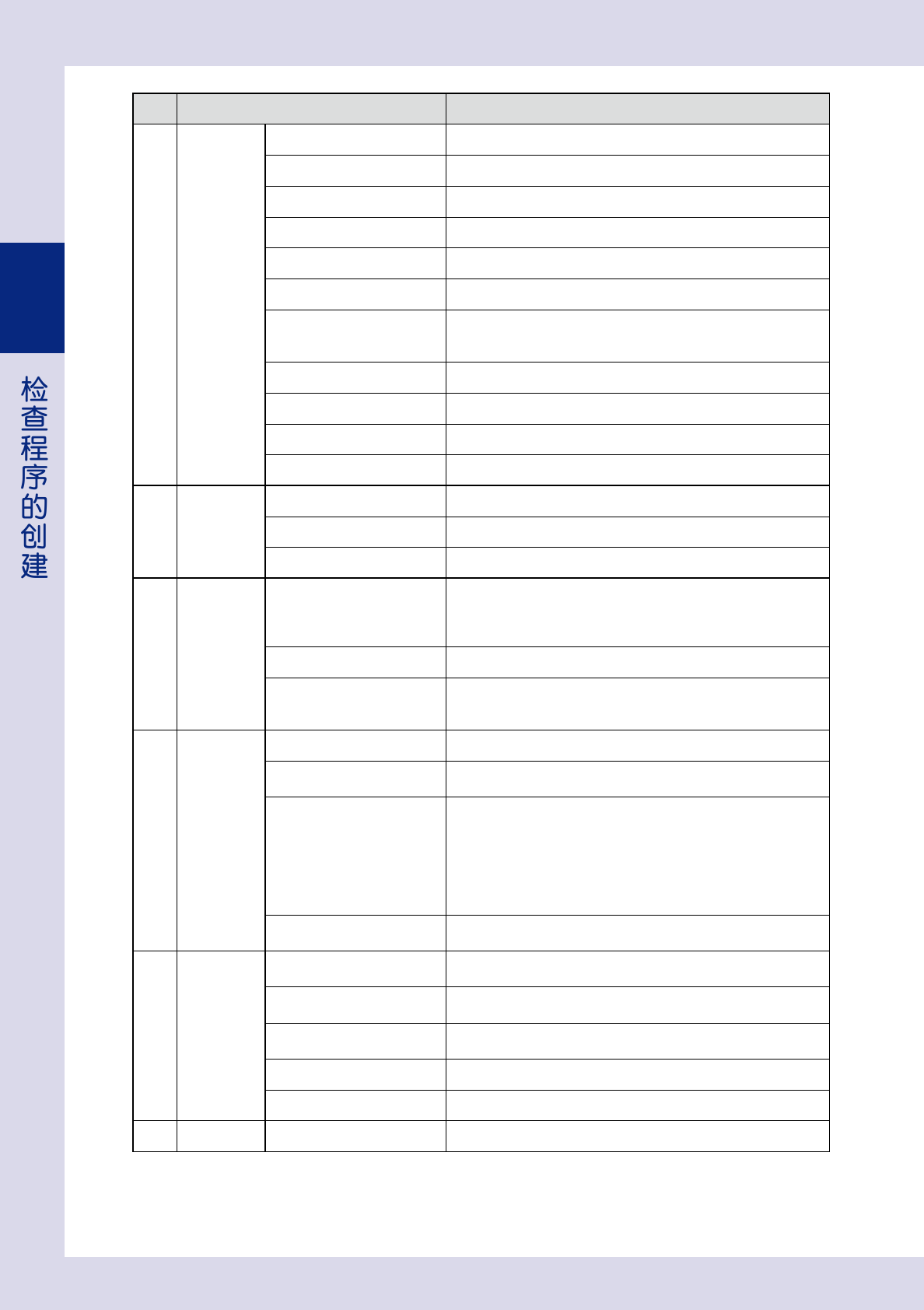
基准标记的设置
选择想要设置的选项卡设置为“有效”
基板图像
视野图像
26217-P7-10
“基板”选项卡 ( 基板基准标记 )
以基板为单位,修正基板的位置。
“拼板”选项卡 ( 拼板基准标记 )
以各个拼板为单位,修正拼板的位置。
“局部”选项卡 ( 局部基准标记 )
对各个元件等修正任意的检查对象位置。
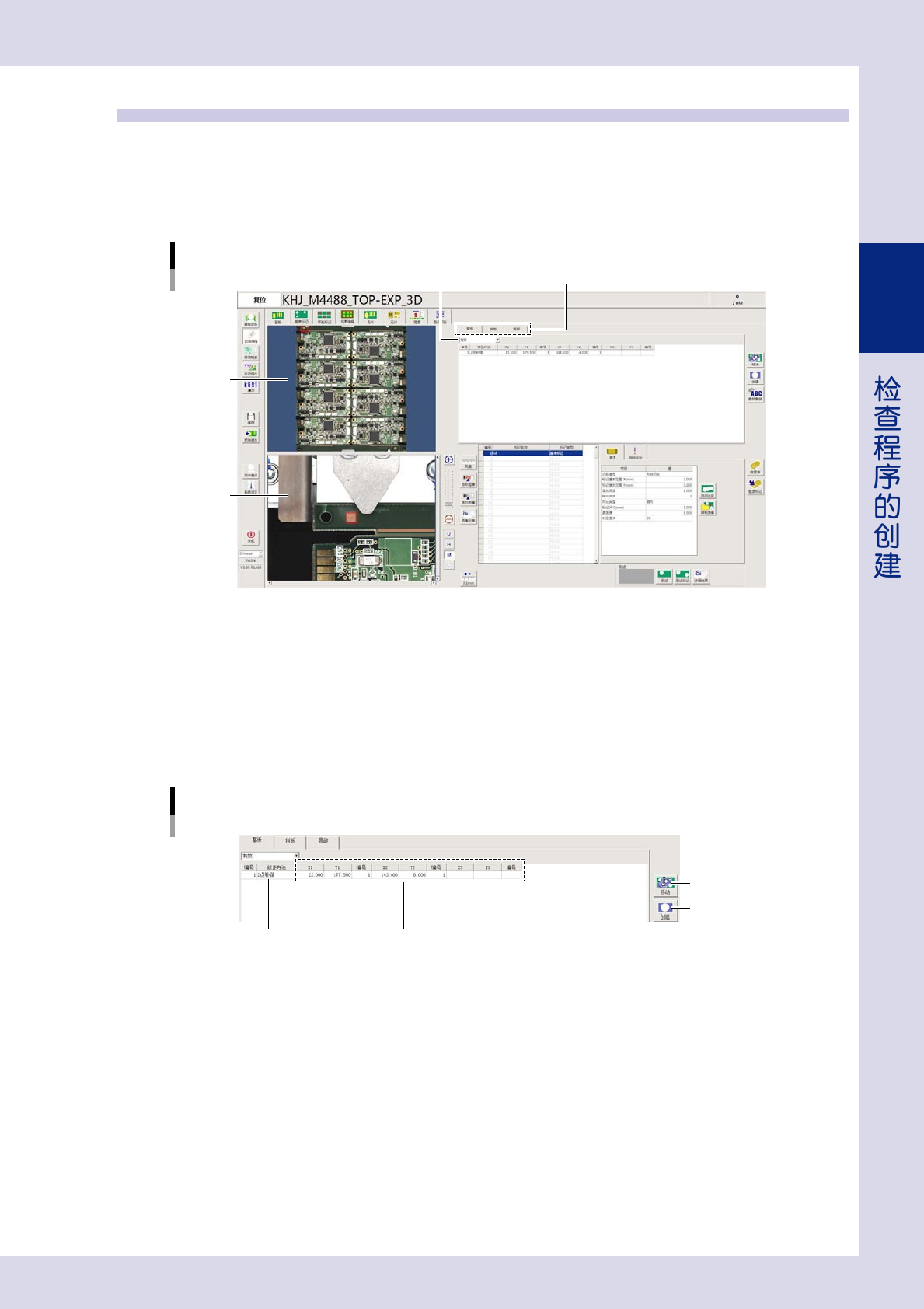
标记列表的设置
[创建]按钮
修正方法 XY坐标、标记编号
[移动]按钮
25218-P7-00
修正方法
从下拉框中选择校正方法。
‧
无效
不使用基准标记修正位置。
‧
1 点补偿
使用 1 点基准标记修正位置。修正基板的 X、Y 方向偏位。
‧
2 点补偿
使用 2 点基准标记修正位置。修正基板的 X、Y 方向偏位与倾斜。
‧
3 点补偿
使用 3 点基准标记修正位置。修正基板的 X、Y 方向偏位与倾斜。主要用于大型基板、
挠性基板以及用易产生伸缩或歪斜的材质 ( 纸苯酚、纸 ) 制成的基板。
2-20
2
X、Y
输入基准标记的坐标。
修正方法选择为“2 点补偿”时,在 X1、Y1、X2、Y2 中输入坐标。
修正方法选择为“3 点补偿”时,在 X1、Y1、X2、Y2、X3、Y3 中输入坐标。
‧
从贴装数据转换的检查程序,可能已输入了坐标,建议直接使用该坐标。
‧
如果不知道基准标记的坐标时,可以使用示教输入。点击基板图像中的基准标记之后,在画面左下
方的视野图像中点击基准标记的中心,检查机会自动设置标记的参数并进行测试。测试结果为 OK
之后,按 [ 创建 ] 按钮,可以将识别到的中心坐标输入到坐标栏中。
编号
输入标记的编号。该编号与标记数据列表中的编号对应。
修正方法选择为“2 点补偿”时,在 Y1 与 Y2 右侧的“编号”栏中输入标记的编号。
修正方法选择为“3 点补偿”时,在 Y1、Y2、Y3 右侧的“编号”栏中输入标记的编号。
n
要点
‧
设置拼板基准标记时,需在各个拼板编号行设置基准标记。
‧
设置局部基准标记时,需分别设置各个局部基准标记,并在使用该局部基准标记的检查对象中设置局部基准标记的编号。
具体设置方法为 :打开“贴片”参数画面,在“贴片信息”列表中的“局部基准标记号码”中输入与标记列表中对应的编号。
参考
如果基准标记看不清晰,可以按照明按钮 (U、H、M、L) 切换到可使标记清晰可见的照明。
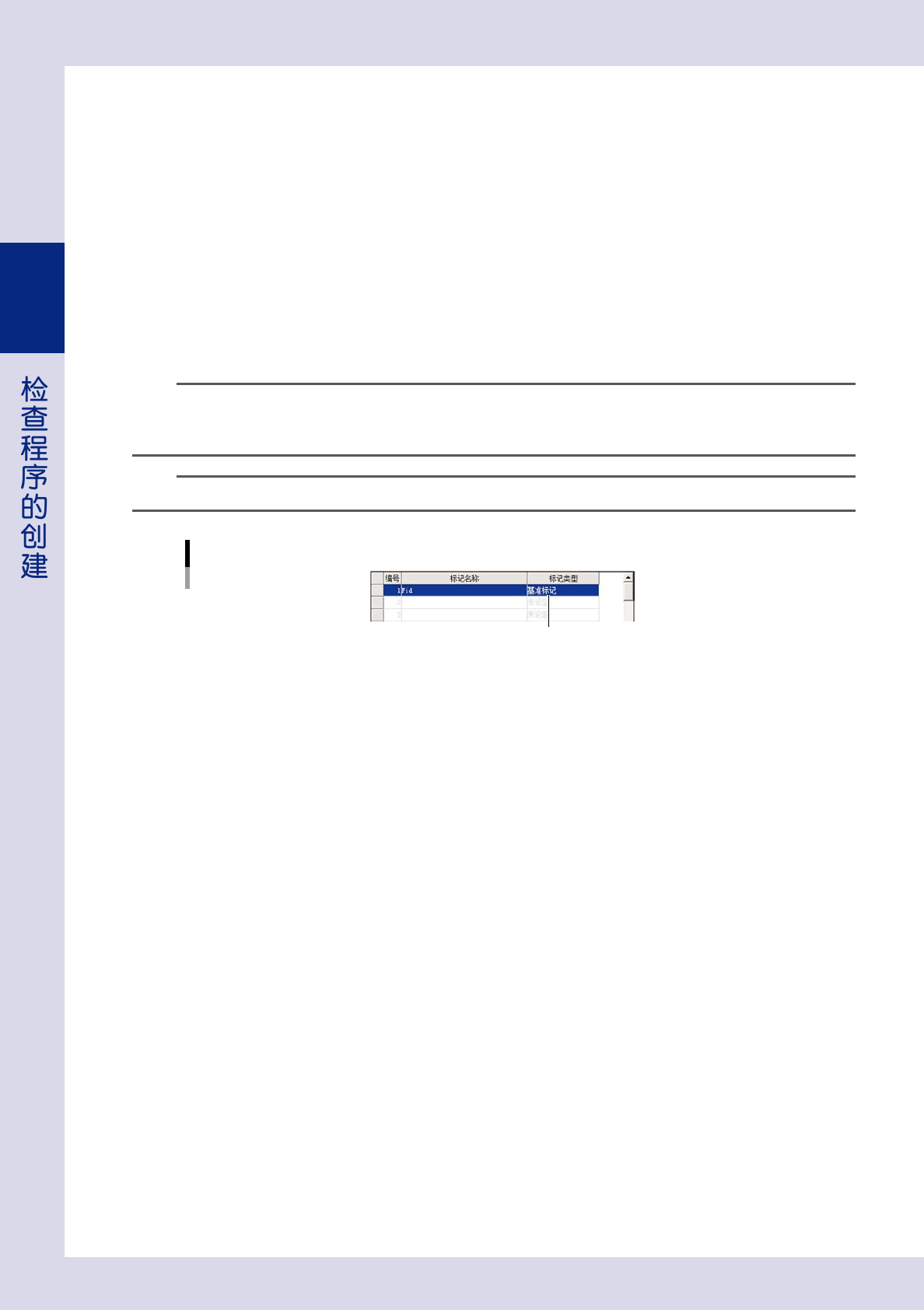
标记数据列表
从下拉框中选择“基准标记”
26210-P7-00
编号
在与标记列表的“编号”栏中输入的编号相同的编号行中设置。
标记名称
用半角英文数字输入标记的名称。字数控制在 19 字以内,无法使用空格键,各个标记的名称不能相同。
标记类型
从下拉框中选择“基准标记”。