00193533-02.pdf - 第205页
Manuel d’utilisation SIPLACE S-27 HM 7 Extensions de la station Version du logiciel SR.503.xx Edition 07/2003 FR 7.12 Dispositif de renforcement de la productivité 205 7.12 Dispositi f de renfo rceme nt de la pro ductivi…
7 Extensions de la station Manuel d’utilisation SIPLACE S-27 HM
7.11 Détecteur de composants Version du logiciel SR.503.xxEdition 07/2003 FR
204
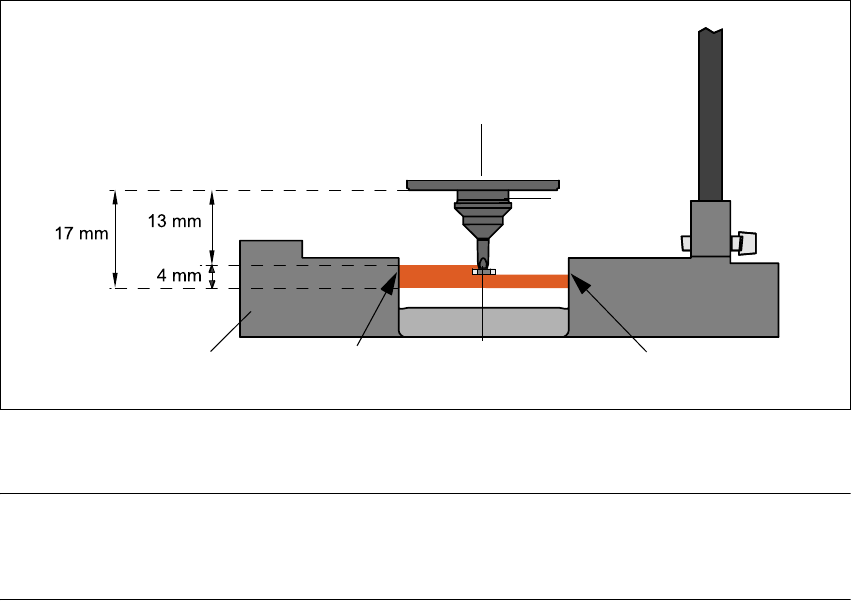
7.11.2 Conditions de mesure
Pour obtenir une mesure valable, il faut que les conditions suivantes soient remplies :
– il faut que la pointe de la pipette vide soit touchée par le rayon lumineux lors du processus
de calibrage,
– il faut que la pointe de la pipette se trouve, composant compris, à l'intérieur du rayon lumi-
neux,
– Longueur minimale de la pipette : 13 mm.
– longueur de la pipette + hauteur des composants + tolérance < 17 mm.
Le fait de tenir compte de ces conditions de mesure permet de définir soit la présence, soit l'ab-
sence d'un composant ou la hauteur des composants.
La différence minimale de hauteur est de 100 µm.
7
Fig. 7.11 - 3 Détecteur de composants, principe du fonctionnement
7
NOTA 7
En cas de report de composants 0.201 avec la pipette 906, le détecteur de composants s'impose
puisque aucune mesure du vide ne peut être effectuée. 7
Même en cas de report d'autres petits composants, tels que les 0.402 ou 0.603, l'utilisation du dé-
tecteur de composants peut améliorer le taux de dpm.
En cas de sélection du détecteur de composants dans la liste de formes de boîtiers, veillez à ce
que le composant ne puisse même être reporté que sur des machines qui sont équipées du
détecteur de composants.
Plaque d'incrémentation
Composant
Pipette
DEL I. R. Transistor photoDétecteur de composants en coupe
Manuel d’utilisation SIPLACE S-27 HM 7 Extensions de la station
Version du logiciel SR.503.xx Edition 07/2003 FR 7.12 Dispositif de renforcement de la productivité
205
7.12 Dispositif de renforcement de la productivité
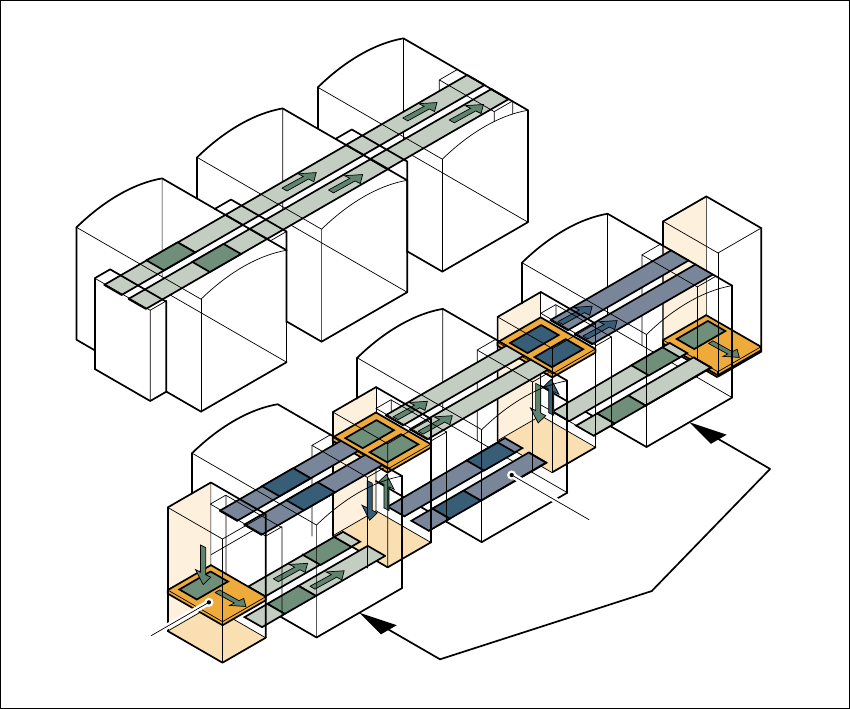
7.12.1 Concept du report en parallèle
En règle générale, les lignes de report sont disposées en série et reliées les unes aux autres en
série. Le programme de report est exécuté de manière séquentielle, pendant que les circuits
imprimés sont convoyés d'une machine à la suivante. Cela signifie que le report d'un circuit
imprimé est réparti sur différents automates.
7
Fig. 7.12 - 1 Comparaison de lignes en série et en parallèle
7
Dans le cas de la jonction en parallèle, le contenu des reports des divers automates est coor-
donné. Plusieurs automates exécutent le même programme de report. Ils reportent tous les com-
posants d'une machine qui sont répartis sur plusieurs automates au cours du traitement en série.
Si la capacité d'un automate est surchargée, les circuits imprimés sont convoyés vers le pro-
chain automate pourvu du même programme de report et y sont reportés. Cette combinaison de
machines, munie du même contenu de report, est dénommée Groupe ou Grappe.
Ligne en série
Ligne en parallèle
Convoyeur sous
l'automate
Groupe (grappe)
Elévateur
horizontal / vertical
7 Extensions de la station Manuel d’utilisation SIPLACE S-27 HM
7.12 Dispositif de renforcement de la productivité Version du logiciel SR.503.xxEdition 07/2003 FR
206
7.12.2 Réalisation du report en parallèle
Comme les lignes pourvues d'automates disposés en parallèle réclament bien plus d'emplace-
ments, il a été procédé à la réalisation du concept du report en parallèle avec convoyeur sous
l'automate et élévateur horizontal / vertical (navette HV). A ce sujet, les automates sont toujours
disposés en série mais un fonctionnement en parallèle de la ligne est rendu possible par l'inter-
médiaire d'unités d'élévation et de convoyeurs sous l'automate. De cette manière, l'aspect com-
pact des lignes SIPLACE est presque préservé.
Convoyeur sous l'automate
Deux convoyeurs convoient des circuits imprimés vides ou reportés, en traversant, sous les
machines (voir Fig. 7.12 - 1
).
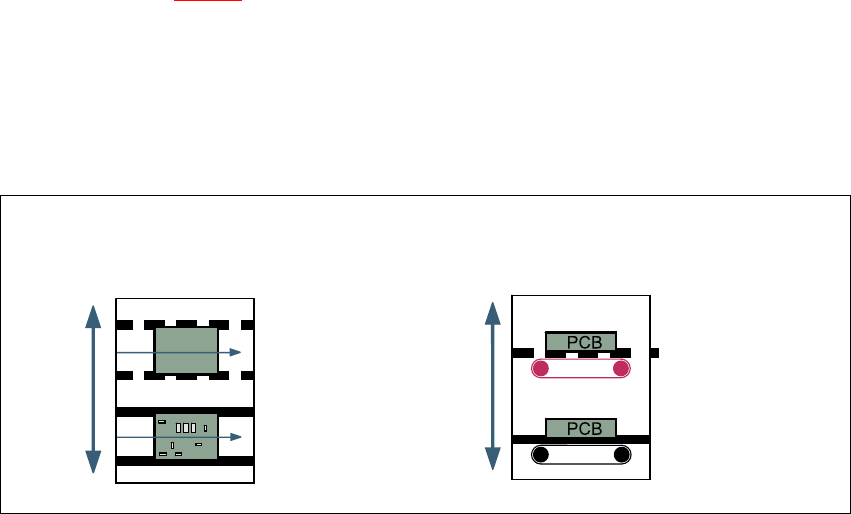
Elévateur horizontal / vertical (navette horizontale / verticale)
Une navette HV est respectivement disposée au début d'une ligne, entre les automates et à la fin
d'une ligne. Elle convoie les circuits imprimés entre le plan sous l'automate et le plan de traite-
ment et entre les deux pistes des convoyeurs sous l'automate.
7
Fig. 7.12 - 2 Navette horizontale / verticale (navette HV), changement de piste du convoyeur
et fonction élévateur
Convoyeur horizontal
Navette HV
Fonction élévateur
Elévateur vertical
Non reporté
Reporté
Plan du convoyeur
normalisé
Plan sous l'automate
du convoyeur
Navette HV
Changement de piste du convoyeur