00193533-02.pdf - 第206页
7 Extensions de la station Manuel d’utilisation SIPLACE S-27 H M 7.12 Dispositif de renf orcement de la productivité Version d u logiciel SR.503.xx Edition 07/2003 FR 206 7.12.2 Réalisation du report en p arallèle Comme …
Manuel d’utilisation SIPLACE S-27 HM 7 Extensions de la station
Version du logiciel SR.503.xx Edition 07/2003 FR 7.12 Dispositif de renforcement de la productivité
205
7.12 Dispositif de renforcement de la productivité
7.12.1 Concept du report en parallèle
En règle générale, les lignes de report sont disposées en série et reliées les unes aux autres en
série. Le programme de report est exécuté de manière séquentielle, pendant que les circuits
imprimés sont convoyés d'une machine à la suivante. Cela signifie que le report d'un circuit
imprimé est réparti sur différents automates.
7
Fig. 7.12 - 1 Comparaison de lignes en série et en parallèle
7
Dans le cas de la jonction en parallèle, le contenu des reports des divers automates est coor-
donné. Plusieurs automates exécutent le même programme de report. Ils reportent tous les com-
posants d'une machine qui sont répartis sur plusieurs automates au cours du traitement en série.
Si la capacité d'un automate est surchargée, les circuits imprimés sont convoyés vers le pro-
chain automate pourvu du même programme de report et y sont reportés. Cette combinaison de
machines, munie du même contenu de report, est dénommée Groupe ou Grappe.
Ligne en série
Ligne en parallèle
Convoyeur sous
l'automate
Groupe (grappe)
Elévateur
horizontal / vertical
7 Extensions de la station Manuel d’utilisation SIPLACE S-27 HM
7.12 Dispositif de renforcement de la productivité Version du logiciel SR.503.xxEdition 07/2003 FR
206
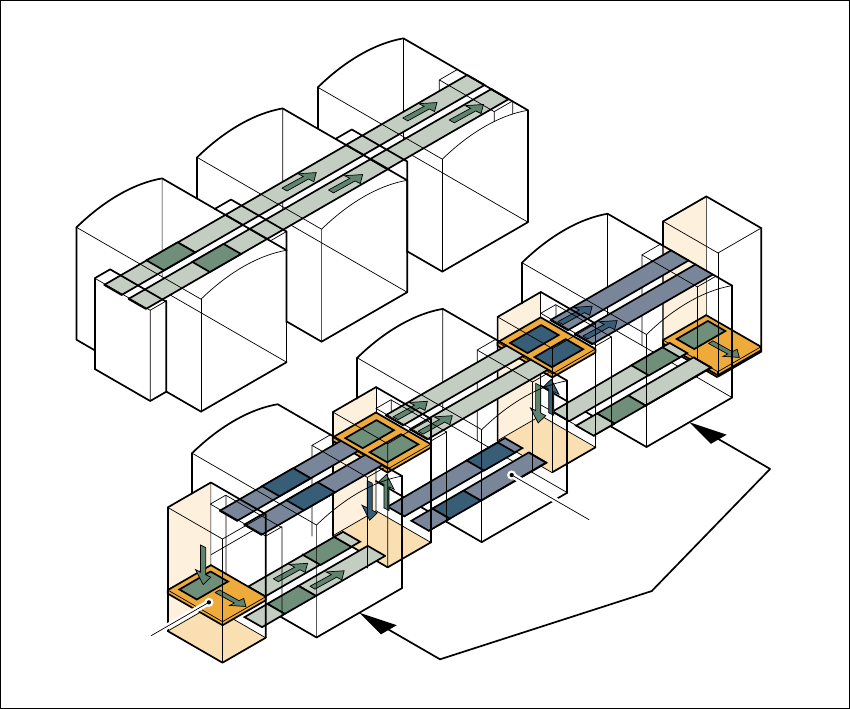
7.12.2 Réalisation du report en parallèle
Comme les lignes pourvues d'automates disposés en parallèle réclament bien plus d'emplace-
ments, il a été procédé à la réalisation du concept du report en parallèle avec convoyeur sous
l'automate et élévateur horizontal / vertical (navette HV). A ce sujet, les automates sont toujours
disposés en série mais un fonctionnement en parallèle de la ligne est rendu possible par l'inter-
médiaire d'unités d'élévation et de convoyeurs sous l'automate. De cette manière, l'aspect com-
pact des lignes SIPLACE est presque préservé.
Convoyeur sous l'automate
Deux convoyeurs convoient des circuits imprimés vides ou reportés, en traversant, sous les
machines (voir Fig. 7.12 - 1
).
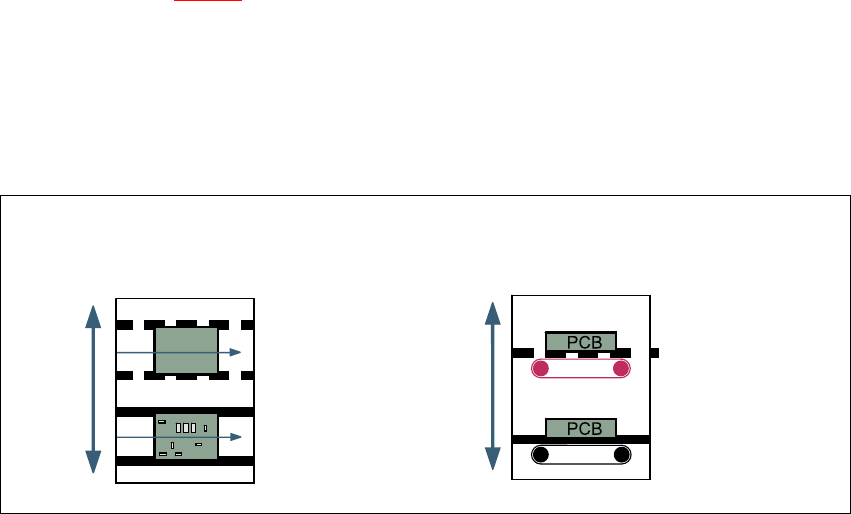
Elévateur horizontal / vertical (navette horizontale / verticale)
Une navette HV est respectivement disposée au début d'une ligne, entre les automates et à la fin
d'une ligne. Elle convoie les circuits imprimés entre le plan sous l'automate et le plan de traite-
ment et entre les deux pistes des convoyeurs sous l'automate.
7
Fig. 7.12 - 2 Navette horizontale / verticale (navette HV), changement de piste du convoyeur
et fonction élévateur
Convoyeur horizontal
Navette HV
Fonction élévateur
Elévateur vertical
Non reporté
Reporté
Plan du convoyeur
normalisé
Plan sous l'automate
du convoyeur
Navette HV
Changement de piste du convoyeur
Manuel d’utilisation SIPLACE S-27 HM 7 Extensions de la station
Version du logiciel SR.503.xx Edition 07/2003 FR 7.12 Dispositif de renforcement de la productivité
207
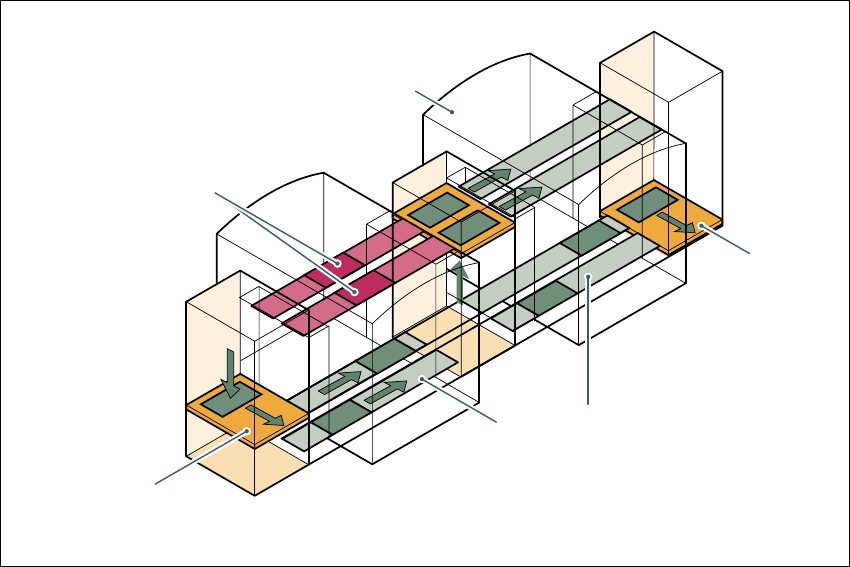
7.12.3 Avantages du dispositif de renforcement de la productivité
Grâce au dispositif de renforcement de la productivité, la productivité de la ligne s'élève au total
en raison des taux de report plus élevés des automates à l'intérieur de la ligne.
7
Fig. 7.12 - 3 Dispositif de renforcement de la productivité, prévention des temps d'arrêt
7
Dans les lignes reliées en parallèle, certains automates peuvent tomber en panne sans que
l'ensemble de la ligne en vienne à s'arrêter. De plus, un accès à certaines machines est possible,
tandis que le reste de la ligne poursuit son processus de report sans interruption.
C'est, par exemple, le cas pour
– des études liées au processus ou un fonctionnement d'essai,
– une programmation de marques de C. I.s, de formes de boîtiers ou de reports d'essai,
– un maintien en état ou des réparations,
– des erreurs de commande, comme l'épissurage non effectué à temps de bandes ou le man-
que de composants.
Un autre avantage est que la configuration de la ligne peut être modifiée à volonté par l'intermé-
diaire du logiciel sans être obligé pour autant de changer les machines de place.
Parcours du convoyeur de C. I.s
occupé par le report
Automate de report
Elévateur
horizontal / vertical
Convoyeur sous
l'automate
Changement
de piste