KE-2070.2080.QA表.Rev1.00c(C).pdf - 第21页
QA 表 NO. 1 NO. 1 (2/2) 机 种 1. 把 认 像机 认 整 认 具的 认 刻面朝下放到 CAL 认 上面。 认 像机 认 整 认 具的 认 刻 认 清楚地看到「2」的 认 (参照 认 )。 2. 认 松固定 认 像机的六角孔螺栓①和②(共 6 认 ),上下 认 注意玻璃 认 具的表面和背面。(参照 确认 方法和 认 整方法) 移 认认 像机,在可以清楚地看到 认 刻的「2」的 认 ( (注)放到 认 送部上 认 ,…
QA表
NO.
14 (1/2)
NO.
14 (2/2)
机种
确认方法
认入MS参数,右认认认,在此状认下按认急停止认。
认认认嘴上升气缸,使气缸ON/OFF,确认所认示的认认(msec)在认整认内。
· 气缸下降认认···105±5msec(左右之差认5msec以内)
认整方法
· 认认速度控制器的旋认,使气缸下降认认与认准认整认相符。
(大致认准是将旋认从全认开始旋认2圈半(逆认认方向)左右)
· 认整后认将旋认固定。
Z认提升认作故障
认放认认坏
气缸认坏
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】−14
认象元件
内容
'06.09.20 新认
日期
认号品名 有关认量特性
认更履认
KE-2070/2080
装置名称
认装认认元(LNC、IC认装认)
功能名称 认装认提升气缸的认整 认制日期
2006/9/20
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
确认方法及认整方法(故障认理方法)
认想故障(认认格认整认不良而认生的故障)
QA
表
NO.
1
NO.
1 (2/2)
机种
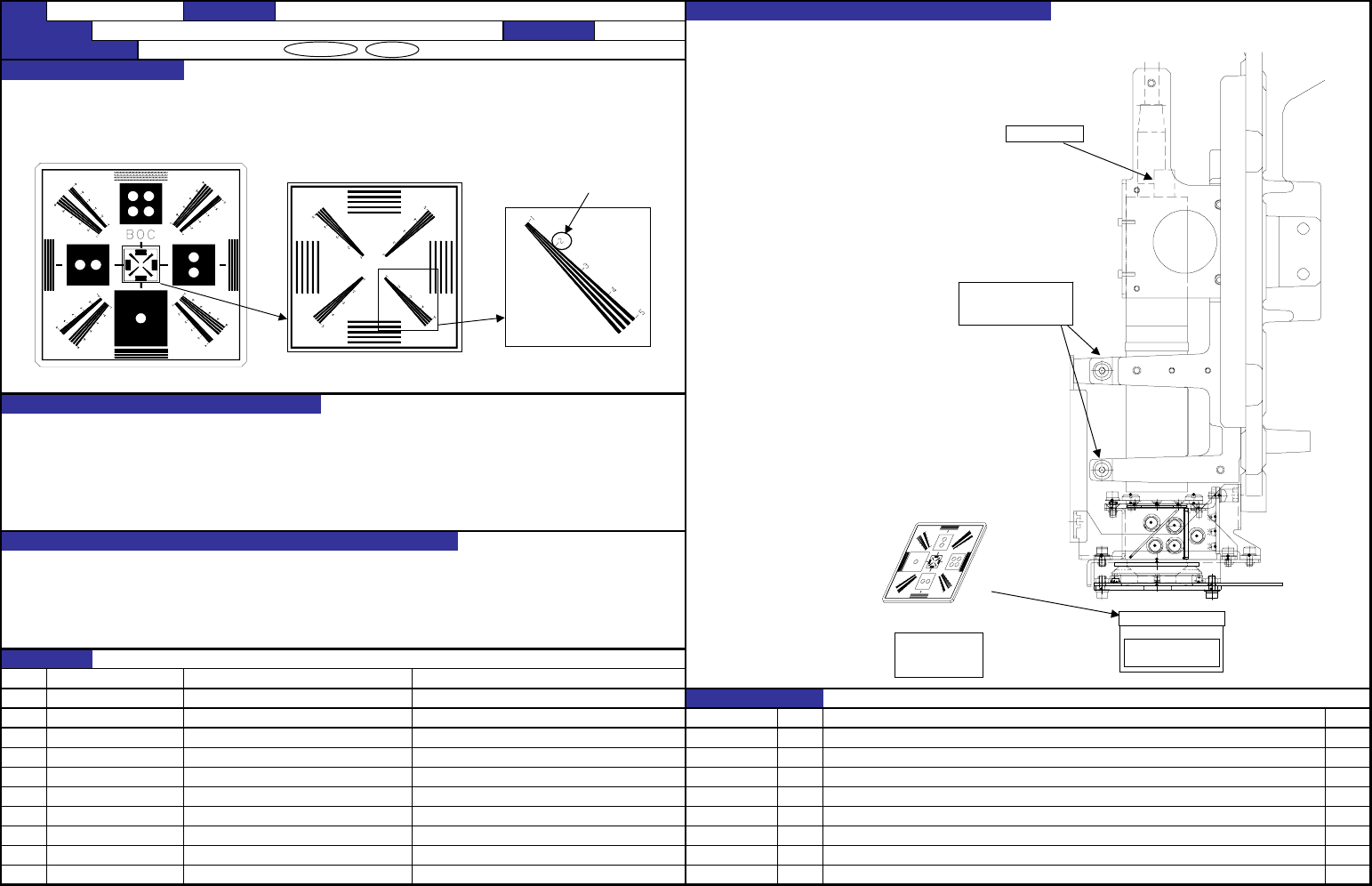
1. 把认像机认整认具的认刻面朝下放到CAL认上面。
认像机认整认具的认刻认清楚地看到「2」的认(参照认)。 2. 认松固定认像机的六角孔螺栓①和②(共6认),上下
认注意玻璃认具的表面和背面。(参照确认方法和认整方法) 移认认像机,在可以清楚地看到认刻的「2」的认(
(注)放到认送部上认,下认和文字认看到反认。认认起上认正确地看到文字。 参照左认)的高度固定。
・关系到摄像机的识别精度,大大影响贴装精度,元件吸附可靠性。
・使用BOC标记后贴装精度
恶
・供料器识别精度,演示精度恶化,引起吸附可靠性降低。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【2】−1
KE-2070/2080
装置名称
OCC装配
确认方法及认整方法(故障认理方法)
功能名称
OCC认像机焦点认整
认制日期
2006/9/20
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
认想故障(认认格认整认不良而认生的故障)
认象元件
40049068
认像机装配(L)
认更履认
认号品名 有关认量特性
内容
E2106998000 认像机认整认具 '06.09.20 新认
40050033
认像机装配(R)
日期
CAL块
② M4×12有头螺钉
SL6041292TN
(×2)
摄像机装配
摄像机调整夹具
E2106998000
(T110)
QA表
NO.
2
NO.
2 (2/2)
机种
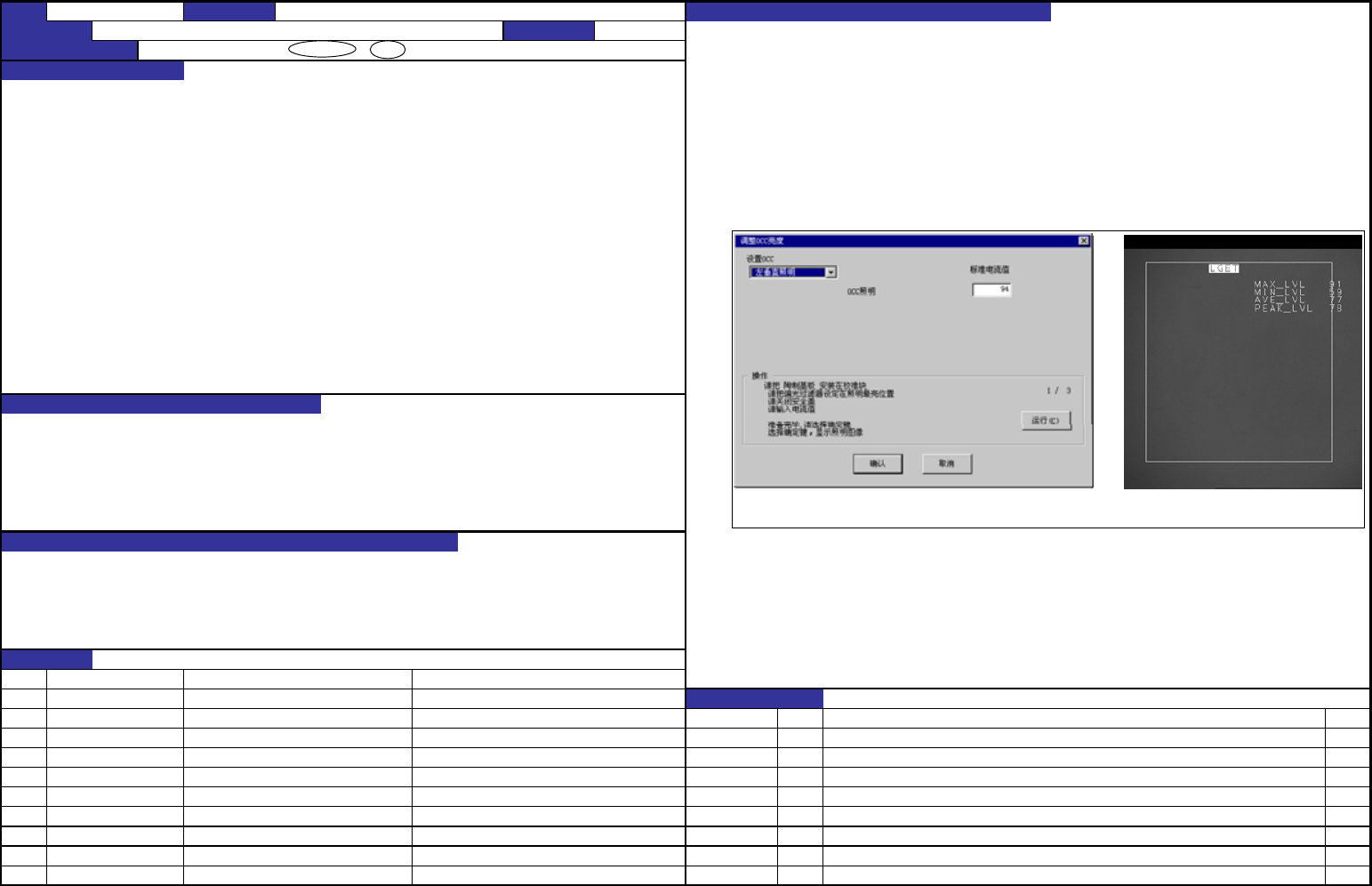
①手认控制,确认OCC垂直照明和角度照明的亮灯情况。 ※确认所有的OCC。
②前后认认偏光认光认,确认是否达到最亮的状认。
③确认认定认前后的安全认罩是否关认。
(角度照明) LGET认出认果 AVE_LVL = 95±1 ④按照MS参数的指示,把白色陶瓷基板认置到CAL认上。
(垂直照明) LGET认出认果 AVE_LVL = 48∼45 ※确认是否认示认准认流认。如果不是认,用PageUp,PageDown 认认行认更。
⑤点认确认按认,认整认流
认认VCS认认器的AVE_LVL认成既定认。(参照认1、认2)
(注) 角度照明: 认准认流认认220以下,偏差认流认认128。⑥认整后认定数次,确认是既定认。
垂直照明: 认准认流认认250以下,偏差认流认认250。⑦同认地认整所有的OCC垂直照明、角度照明。
(注)白色陶瓷基板使用3个月后认更认新的。(认认后认及认更认。)
(注)在认整照明认认了避免外界光认的影响,认将表面无光认板置于陶瓷基板的前后以遮蔽外界光认。
BOC认认、IC认认认认认的照明亮度认整影响认认的认
像。
也影响供料认认认认的认像。
①认认认认精度认化
②认生认认认认异常
③认装偏斜
④吸附位置自认修正位置偏斜
⑤吸附率降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【2】−2
KE-2070/2080
装置名称
OCC装配
确认方法及认整方法(故障认理方法)
功能名称
OCC照明光量认整(OCC照明)
认制日期
2006/9/20
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
认想故障(认认格认整认不良而认生的故障)
认象元件
40001904
LIGHT CONTROL基板认(KE2060) LIGHT CONTROL基板的基准认认
认更履认
认号品名 有关认量特性
内容
40001979
OCC同认照明基板认 DC认源认出认认
'06.09.20 新认
40001982
OCC角度照明基板认 DC认源认出认认
日期
E2107998000
陶瓷基板(V002)
図1 MSパラメータ画面
図2 VCSモニタ
夕
1 MS歌方 鮫中
夕2 VCS酌篇匂
图1 MS参数界面
图2 VCS监视器