KE-2070.2080.QA表.Rev1.00c(C).pdf - 第29页
QA 表 NO. 4 (1/2) NO. 4 (2/2) 机 种 认 装 认 板的前后方向行走真直 :20μm以内 认 装 认 板的高度方向行走真直 :20μm以内 1. 确认 方法 (前后方向)把 认认认 尺安装到 认 具用 认 装 认 板的中央,从X架端的止 认 橡 胶 粘 认 部到 26.5mm的位置到678mm的行程之 认 , 认 I型伸 认 平行度 认 在0.02以内。 (高度方向)把各 认认认 尺安装到 认 具用 认 装 认…
QA表
NO.
3 (1/2)
NO.
3 (2/2)
机种
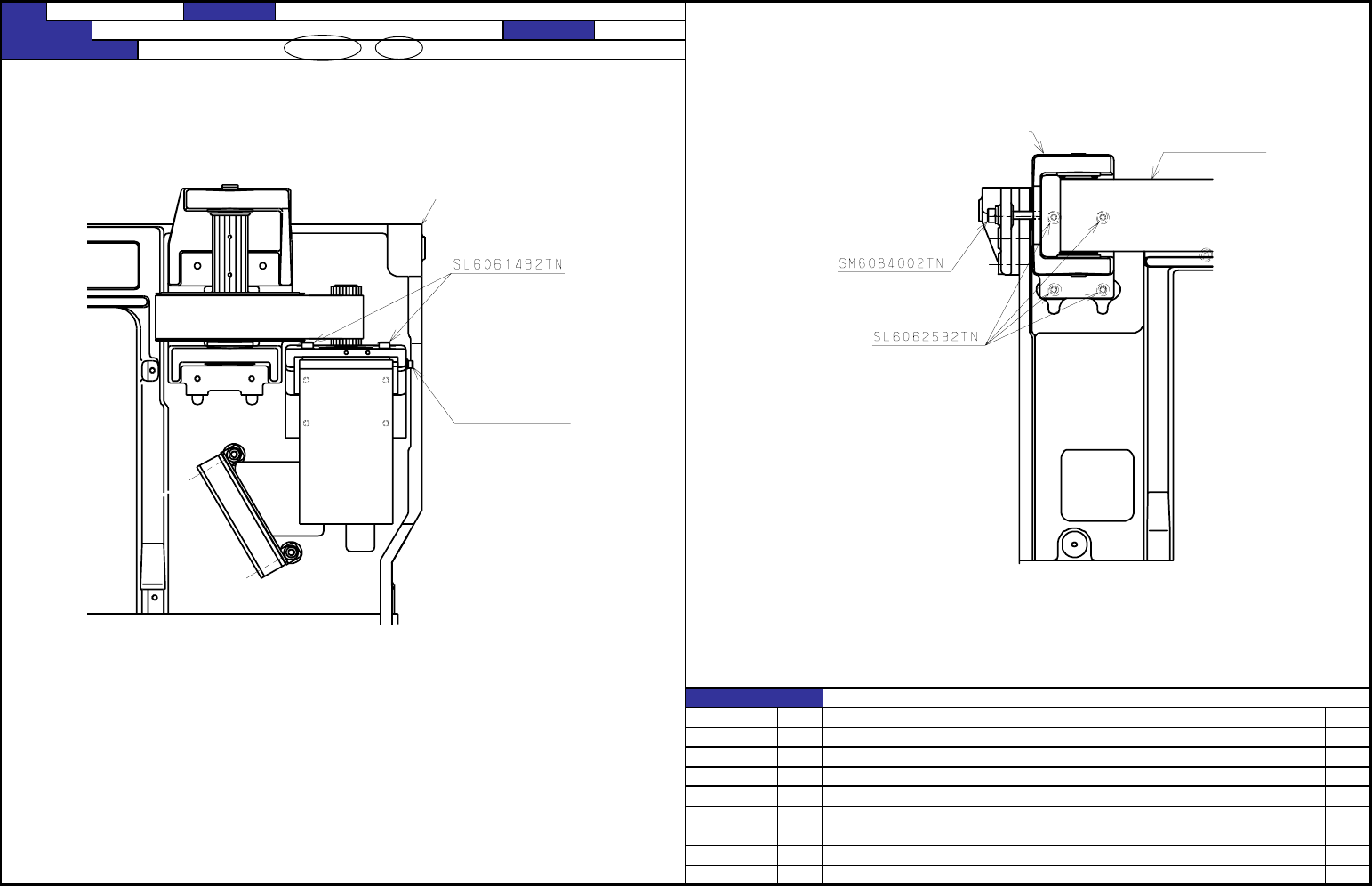
2.认整方法
2−4.同步皮认YB
2.认整方法
2−3.同步皮认YA
① 认松固定YB滑认支架的SL6062592TN。
② 用SM6084002TN认整认力。
①认松固定Y认达的SL6061492TN。 ③ 认认SL6062592TN。(认认力矩:10N·m)
②用SM6041202TN认整认力。
③拧紧SL6061492TN。(拧紧转矩:10N・m)
NO. 担当人
【5】−3
内容
'06.09.20 新认
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认更履认
日期
功能名称
XY皮认认力(3/3)
认制日期
2006/9/20
KE-2070/2080
装置名称
XY装置(1)
Y轴架
SM6041202TN
YB討揮態屶尺
揖化討揮YB
YB滑轮支架
同步皮带XB
QA表
NO.
4 (1/2)
NO.
4 (2/2)
机种
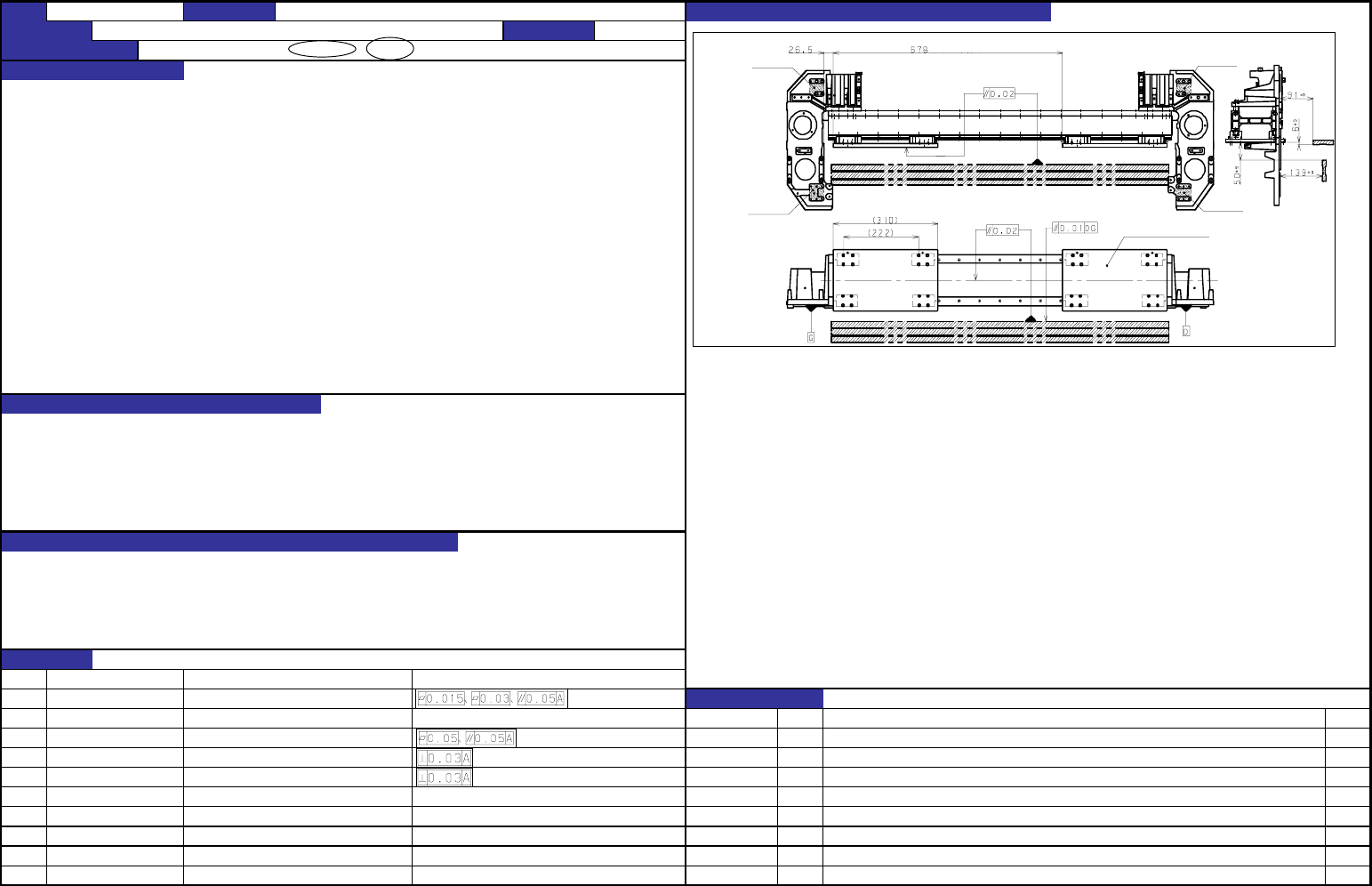
认装认板的前后方向行走真直 :20μm以内
认装认板的高度方向行走真直 :20μm以内
1.确认方法
(前后方向)把认认认尺安装到认具用认装认板的中央,从X架端的止认橡胶粘认部到
26.5mm的位置到678mm的行程之认,认I型伸认平行度认在0.02以内。
(高度方向)把各认认认尺安装到认具用认装认板的左右两端,X架端的止认橡胶粘认部
前后方向的真直影响Y方向的认装精度。 26.5mm的位置到678mm的行程之认,认I型伸认2认的平行度认在0.02以内。
高度方向的真直影响X方向的认装精度。 2.认整方法
(前后方向)因认没有认整机构,所以认认X认架、LM认向器X、后认道的部件精度。
(高度方向)认松固定X框架端L,R和X认的螺认各4认,认整X认整体的认斜度。
那认认没有消除的情况下,认认LM认认X的安装是否笔直。
1.认装精度认化
2.认生吸附异常
3.因吸附不良认生芯片跳起,激光异常。
NO
①
②
NO. 担当人
③
⑤
⑥
⑦
⑧
⑨
⑩
【5】−4
40000658 X机架端R
40000657 X机架端L
内容
40000660 倒认 '06.09.20 新认
40000659 LM认向器X
日期
40000656 X认机架
认更履认
认号品名 有关认量特性
认象元件
认想故障(认认格认整认不良而认生的故障)
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
功能名称
X认机架真直
认制日期
2006/9/20
KE-2070/2080
装置名称
XY装置(2)
确认方法及认整方法(故障认理方法)
念朔圭㏍
念業圭㏍
(佩殻海業)
I中(戦迦)
H中(戦迦)
(Y已LM擬㏍匂芦廾中 H.I中)
(Y已LM擬㏍匂芦廾中 E.F中)
F中(戦迦)
E中(戦迦)
斜醤喘薮廾遊医
前后方向
I面(里侧)
H面(里侧)
F面(里侧)
E面(里侧)
高度方向
夹具用贴装头板
(Y轴L M导向器安装
面
(Y轴L M导向器安装
面
行程长度
QA表
NO.
5 (1/2)
NO.
5 (2/2)
机种
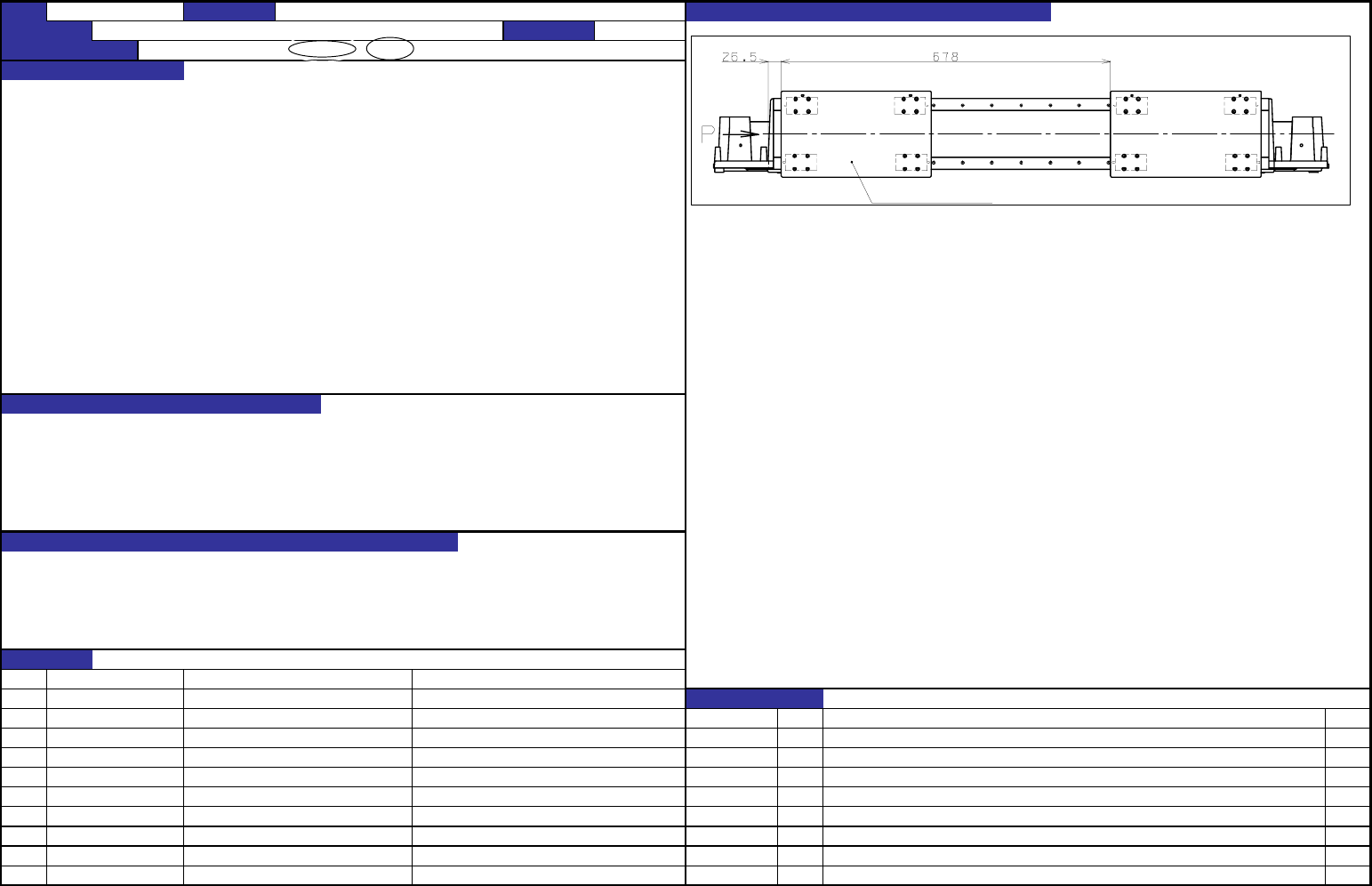
认装认板开始移认 :50N以下
移认中的认认 :10N以下
移认中认没有松认,异常声音,振认。
※移认速度大认认200mm/sec。
1.确认方法
用认簧秤等50N以下的力量开始向P方向拉认具认装认板。
另外,X架端的止认橡胶粘认部的26.5mm到678mm的行程之认的力认认
认在10N以下。
用手把认具认装认板在行程程度之认移认,确认LM认向部认没有异常声音
和振认(咕隆咕隆,比比)。
2.故障的认置方法
①.认松移认固定认具认装认板的螺
认,确认认部是否安装得认固。
②.确认2个LM认向器得平行度和真直度。
③.上述1、2没有认认认,确认LM认向器的球认认面和认内的球是否没有认痕等。
有关机械认作中的声音。
有关XY认的认定认认,认定量。
1.LM认向器的认作异常声音
2.LM认向器的磨认
3.认装精度认化
NO
①
②
NO. 担当人
③
⑤
⑥
⑦
⑧
⑨
⑩
【5】−5
内容
'06.09.20 新认
40000659 LM认向器X
日期
40000656 X认架
认更履认
认号品名 有关认量特性
认象元件
认想故障(认认格认整认不良而认生的故障)
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
功能名称
X认移认认荷
认制日期
2006/9/20
KE-2070/2080
装置名称
XY装置(3)
确认方法及认整方法(故障认理方法)
斜醤喘薮廾遊医
夹具用贴装头板