KE-2070.2080.QA表.Rev1.00c(C).pdf - 第38页
QA 表 NO. 13 (1/2) NO. 13 (2/2) 机 种 3.Y 认 原点 认 感器位置 : 左右的ON的脉冲差在3脉冲以内。 2.原点 认 感器和 认 磁 开关 的 认 隙 3−1. 确认 方法 ① 认 用YL 认 行原点 复 位。 ②用演示1步 认 的 认 作,把X 认 从里 认 移 认 到前面, 确认 左 认 的原点 认 感器ON和右 认 的原点 认 感器ON的 同步 认 在3脉冲以内。 3−2. 认 整方法 ①把左右…
QA表
NO.
12 (1/2)
NO.
12 (2/2)
机种
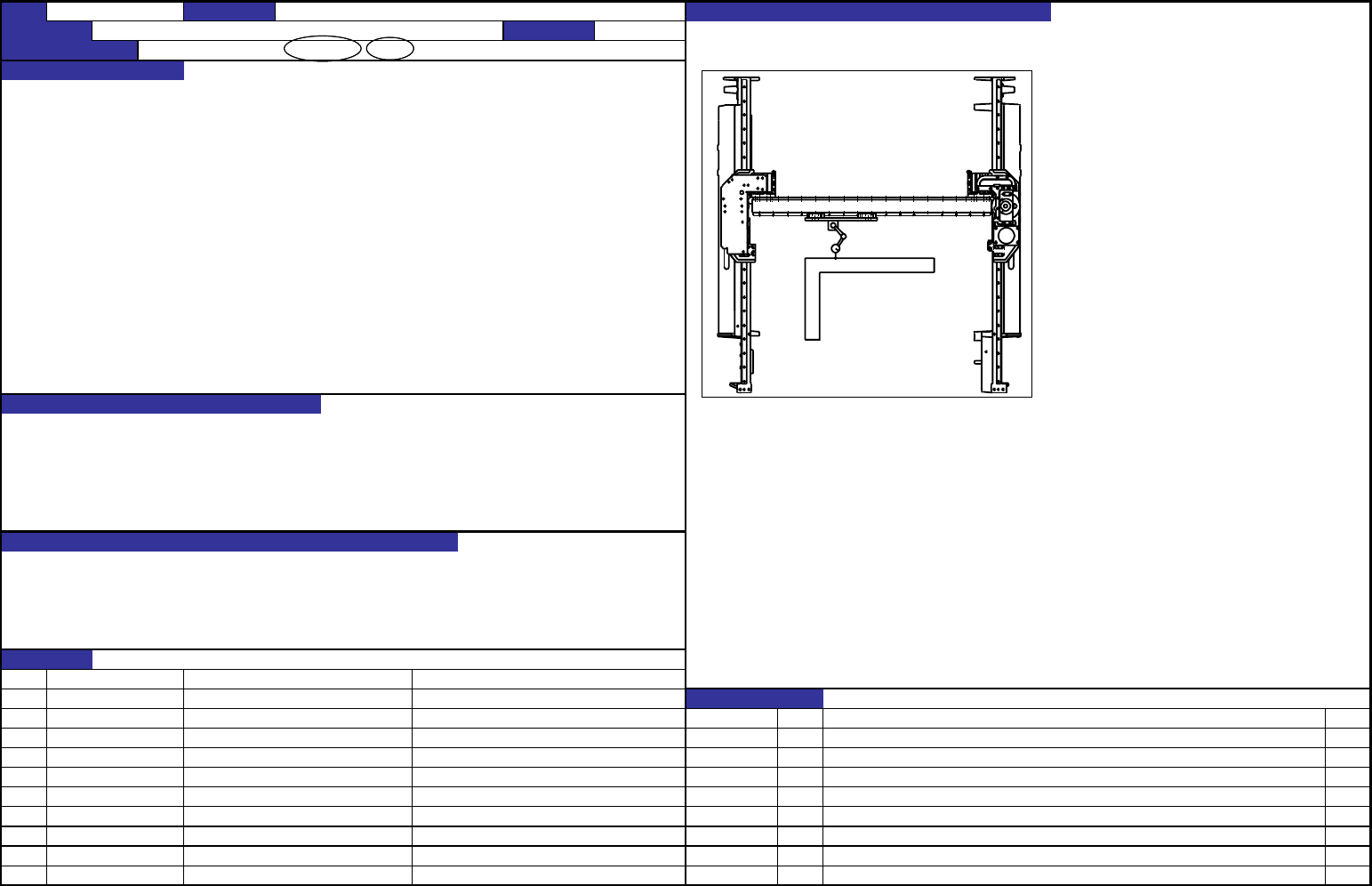
1.XY的直角
1−1.确认方法
1.XY的直角 : 0.03mm/500mm ①把直角尺台放到座架上,然后在上面放上直角尺。
②把认认认安装到认装认上。
2.原点认感器和认磁开关的认隙 :0.8∼1.5mm(精度1.0mm) ③把直角尺的短认认准Y认。
此认,Y认的走向与直角尺的平行度认0.02mm/300
3.Y认原点认感器位置 : 左右ON脉冲差在3脉冲以内。 mm以下。
④认确认X认的直角度认0.03mm/500mm以下。
1−2.认整方法
①认松固定X架端L、R的螺认,移认X认架,把认直
角的直角度认整到0.03mm/500mm以下。
②把刚才拧松的螺丝用8.5N・m的转矩拧紧。
1.影响认装精度的直角度。
2.左右原点认感器偏斜X认会认后通道增加大认荷。
3.左右原点
认感器偏斜X认会认Y认达增加认大认荷,影响停止精度。
4.原点认感器和认磁开关的距离没有认整认,认感器影响ON认认。
1.认装精度的直角偏斜
2.从后通道认生异常声音,后通道认坏
3.认装精度认化,吸附率降低
4.认作认和停止认认生异常
5.认生原点复位异常。
NO
①
②
NO. 担当人
③
⑤
⑥
⑦
⑧
⑨
⑩
【5】−12
内容
'06.09.20 新认
日期
认更履认
认号品名 有关认量特性
认象元件
认想故障(认认格认整认不良而认生的故障)
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
功能名称
XY的直角,Y认原点认感器的位置(1/2)
认制日期
2006/9/20
KE-2070/2080
装置名称
XY装置(8)
确认方法及认整方法(故障认理方法)
QA表
NO.
13 (1/2)
NO.
13 (2/2)
机种
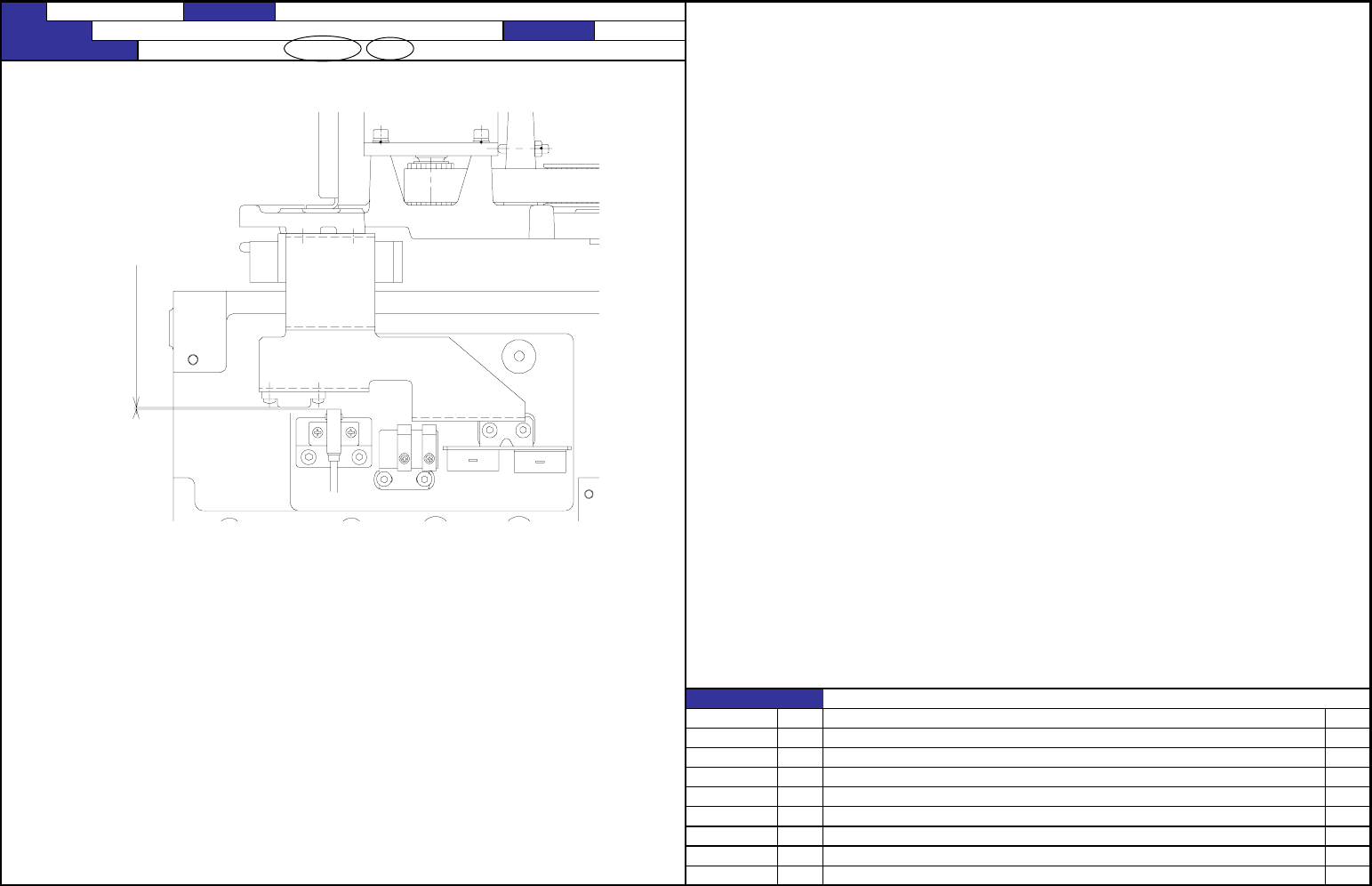
3.Y认原点认感器位置 : 左右的ON的脉冲差在3脉冲以内。
2.原点认感器和认磁开关的认隙 3−1.确认方法
①认用YL认行原点复位。
②用演示1步认的认作,把X认从里认移认到前面,确认左认的原点认感器ON和右认的原点认感器ON的
同步认在3脉冲以内。
3−2.认整方法
①把左右一次的固定原点认感器架的螺认认松。
②认整认松螺认的原点认感器位置,认左右原点认感器ON的脉冲差在3脉冲以内。
③认认固定原点认感器架的固定螺认。
2−1.确认方法
把X认移认到前认,认认Y认原点认感器和认磁开关的
认隙是否是1.0±0.2mm。
2−2.认整方法
认松认感器的固定螺认,上下移认认感器,把认隙认整到1.0±0.2mm,
然后固定螺认。
NO. 担当人
【5】−13
内容
'06.09.20 新认
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认更履认
日期
功能名称
XY直角,Y认原点认感器的位置(2/2)
认制日期
2006/9/20
KE-2070/2080
装置名称
XY装置(8)
1.0±0.2mm
QA表
NO.
14 (1/2)
NO.
14 (2/2)
机种
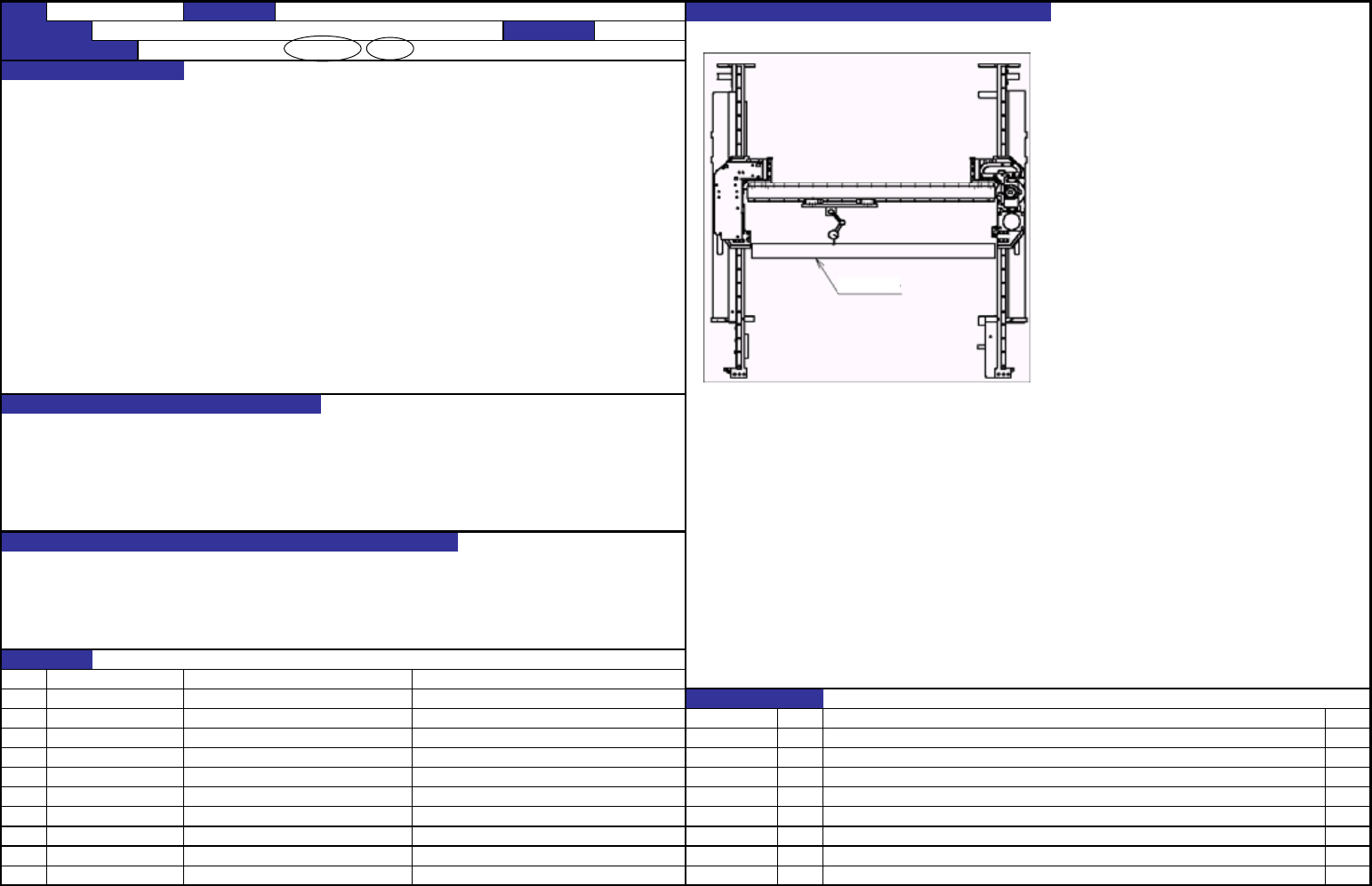
1.确认方法
①把拉伸器放置台放到机架上,然后在上面放
X认的真直 :0.03mm/认装认的全行程 上拉伸器。
②把认认表安装到认装认上。
※认装认认认完成状认。 ③在认装认行程的左右两端,认整拉伸器的
位置,认认认表的认认”0”。
④ 确认X认的真直在全行程的范认认在0.03
mm以下。
1.影响Y方向的认装精度。 2. X认弯曲校正系数的取得
2.特认是同认吸附认,影响吸附可靠性。 ① 通认认片精度最后工序中的精度认认表(Excel)的认算,取得校正系数。
② 利用MS参数操作认明认中的3-7 X认弯曲校正,认入所取得的认。
1.
认装精度认化
2.认生吸附异常
3.由于吸附不良,认生芯片跳起,激光异常。
NO
①
②
NO. 担当人
③
⑤
⑥
⑦
⑧
⑨
⑩
【5】−14
内容
'06.09.20 新认
日期
认更履认
认号品名 有关认量特性
认象元件
认想故障(认认格认整认不良而认生的故障)
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
功能名称
X认的真直
认制日期
2006/9/20
KE-2070/2080
装置名称
XY装置(9)
确认方法及认整方法(故障认理方法)
性阜匂