KE-2070.2080.QA表.Rev1.00c(C).pdf - 第59页
QA 表 NO. 5 (1/2) NO. 5 (2/2) 机 种 NO. 担当人 NO ① ② ③ 【 7 】− 5 认 象元件 认 号品 名 有 关认 量特性 认 更履 认 日期 内容 '06.09.20 新 认 认 量保 认认认 功能 ・ 安全性 / 可靠性 / 安全性 / 商品特点 确认 方法和 认 整方法(故障 认 理方法) 功能名称 VCS 照明 认 整 认 制日期 2006/9/20 KE-2070/2080 装置…
QA表
NO.
4 (1/2)
NO.
4 (2/2)
机种
NO. 担当人
NO
①
②
③
【7】−4
认象元件
认号品名 有关认量特性
认更履认
日期 内容
'06.09.20 新认
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
确认方法和认整方法(故障认理方法)
功能名称
VCS照明认整
认制日期
2006/9/20
KE-2070/2080
装置名称
VCS
确认方法及认整方法(故障认理方法)
1.7 透过照明下段前后(粗调整)
1.从主画面起动MS参数,选择[偏差设定(O)][VCS偏差(V)][光量粗调整(L)]。
2.用TAB键或跟踪球,选择透过照明下段前后(左侧)。
3.照明设定为方向水平,照明110(OP视野150)。
4.按确认之后,贴装头移动到VCS上。确认VCS画面上照明MAX_LVL是否是225±3(STD视野)、
220±3(OP视野)。
5.按确认,没有调整值时,调整标准电流值,从4反复。
6.有调整值时,进行4,5的操作不变电流值,反复10次,确认调整值。
* 如果是KE2070,输入0(零)。
1.8 透过照明下段左右(粗调整)
1.从主画面起动MS参数,选择[偏差设定(O)][VCS偏差(V)][光量粗调整(L)]。
2.用TAB键或跟踪球,选择透过照明下段左右(右侧)。
3.照明设定为方向水平,照明255(OP视野150)。
4.按确认之后,贴装头移动到VCS。确认VCS画面上的照明MAX_LVL是否为220±3(STD视野)、
70±3(OP视野)。
5.按确认,没有调整值时,调整标准电流值,从4反复。
6.有调整值时,进行4,5的操作不变电流值,反复10次,确认调整值。
* 如果是KE2070,输入0(零)。
QA表
NO.
5 (1/2)
NO.
5 (2/2)
机种
NO. 担当人
NO
①
②
③
【7】−5
认象元件
认号品名 有关认量特性
认更履认
日期 内容
'06.09.20 新认
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
确认方法和认整方法(故障认理方法)
功能名称
VCS照明认整
认制日期
2006/9/20
KE-2070/2080
装置名称
VCS
确认方法及认整方法(故障认理方法)
2.2 蓝侧照明(微调整)
1.卸下HT夹具,把BGA夹具板放到传送部。
把508吸嘴安装到右贴装头。
BGA夹具板A组件(STD视野)→传送部重叠放置。
BGA夹具板B组(OP视野)→移动到左前角。(参照图2.2-1)
2.把照明装置安装到图2.2-2的位置,指定方向水平(注1),按确认按键。
3.确认下列调整值。此时照明是否找到球上。(注2)。有调整值时,请按确认按键,进行调整。
240≦MAX_LVL
4.卸下夹具和吸嘴,按确认按键,按确认按键返回初期画面。
(注1)照明位置视野不同而不同,STD视野为(310),OP视野为(680)。
(注2) 没有照到时,从有敲击菜单选择[控制照明][设定照明],检查设定画面的蓝侧。按OK,从有敲击菜单选
择[控制照明],选择亮灯的VCS之后亮灯。
然后从有敲击的菜单,选择照明。
2. 3 透过照明(微调整)
1. 把508吸嘴安装到右贴装头。 把CAL部件F放到传送部。
放置方法是,把端部对准传送部前侧,轧花面朝下(从上放可以看到记号)。
按确认键。
2. 在水平方向、线128(OP视野100)取照明图。
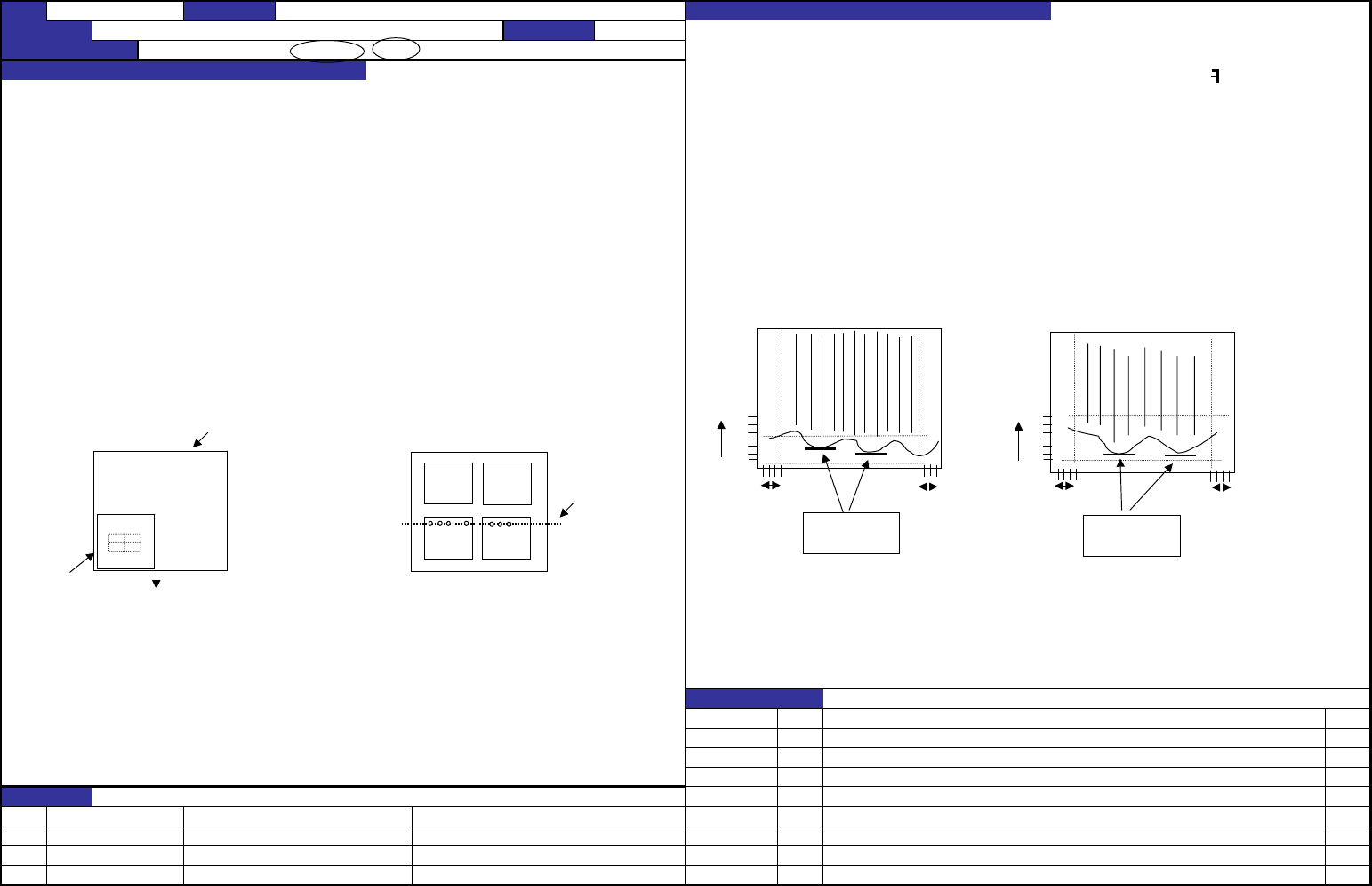
3. 确认下列的调整值。如果调整值在范围内,按确认键,没有在范围内,滑动调整,按重新调整按键。
① STD视野
如图2.3-1所示,波峰值调整到下数3~7刻度。
(横、每4刻度、调整对象以外)
② OP视野
如图2.3-2所示,波峰值校正到下数第6刻度以内。
(横、每4刻度、调整对象以外)
4.卸下夹具和吸嘴,按确认键,再按确认键,返回到初期画面。
传送部(TOPVIEW)
机器前侧
※中的芯片横长方
向放置。
BGA夹具
板B组件
<图2.2-1>
<图2.2-2>
照明位置
下から
横4刻度
横4刻度
<图2.3-1>
STD视野照明图
下から
横4刻度
横4刻度
<图2.3-2>
OP视野照明图
各峰值在下数3
~7刻度以内
各峰值在下数6
刻度以内
从下
从下
QA表
NO.
机种
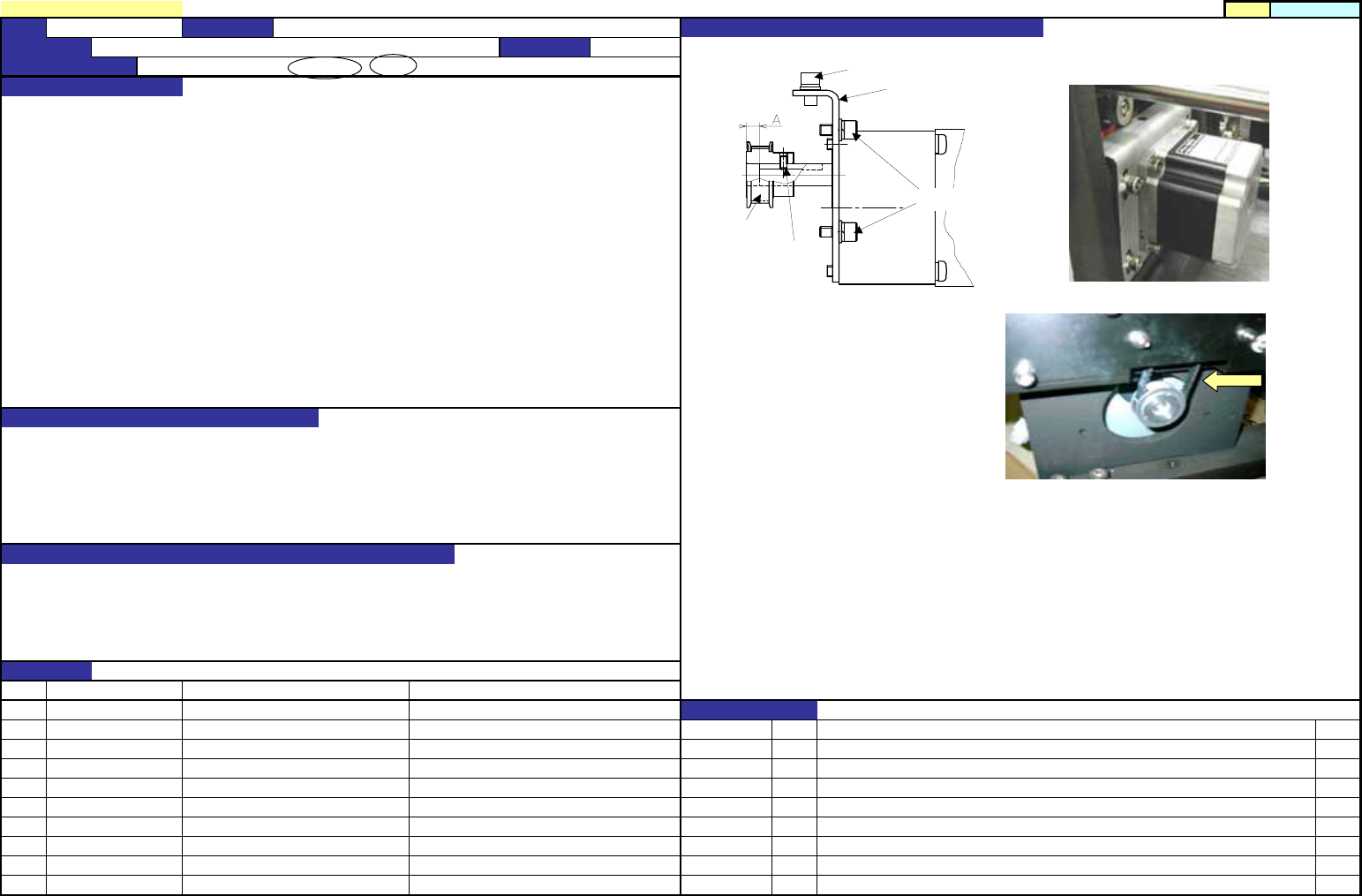
1.认松③的螺认,认整②的前后位置。
1.认达(认隙)的认前段认凹于皮认认的端面。
A尺寸 M尺寸 :5.5mm±0.2mm
L尺寸 :6.2mm±0.2mm
2.同步皮认的认力
12∼16N
2.认松IN、OUT认达固定到认道架F的固定螺认
和认达支架A的上部的按螺认。
按螺认认认之后皮认认力认认。
用由尼塔公司制音波式皮认认力认认定认力。
(Weight=004.0、Width=009.0,Span=0075)
1.决定同步皮认认的认方向位置
2.认利地把认达认认认认到认送皮认。
1.同步皮认与其它元件相碰。
2.认认:认生异常声音,认作认矩大,认达可靠性低。
弱认:在认送认作认生异常。皮认认的皮认跳出。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】−1
40000852 DRIVE_BELT_S
内容
SM8030602TP SCREW '06.09.20 新认
40000872 MOTOR_PULLEY_S
日期
HM001770010 GEAR_HEAD
认更履认
认号品名 有关认量特性
认象元件
认想故障(认认格认整认不良而认生的故障)
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
功能名称
顺利地传送基板(IN・OUT模式有关调整)
认制日期
2006/9/20
1
KE-2070/2080
装置名称 认送 确认方法及认整方法(故障认理方法)
③固定螺丝
固定螺丝
②马达皮带轮S
马达支架A
按螺丝