KE-2070.2080.QA表.Rev1.00c(C).pdf - 第61页
QA 表 NO. 机 种 1. 认 松③的螺 认 , 认 整②的前后位置。 1. 认认达 皮 认认 的端面和CENTER 认达认 前端面一致。 2.同步皮 认 的 认 力 17.6∼21.6N 2. 认 松 认达 支架 C 固定螺 认 ⑥,左右移 认认达 支架C④。 认 松 认达 固定螺 认 ⑦,上下移 认 CENTER 认达认 件①。 认 注意不要 碰 到其它零件,用上述 2 种 方法 认 定皮 认 的 适当 认 力。 认 定 认 力…
QA表
NO.
机种
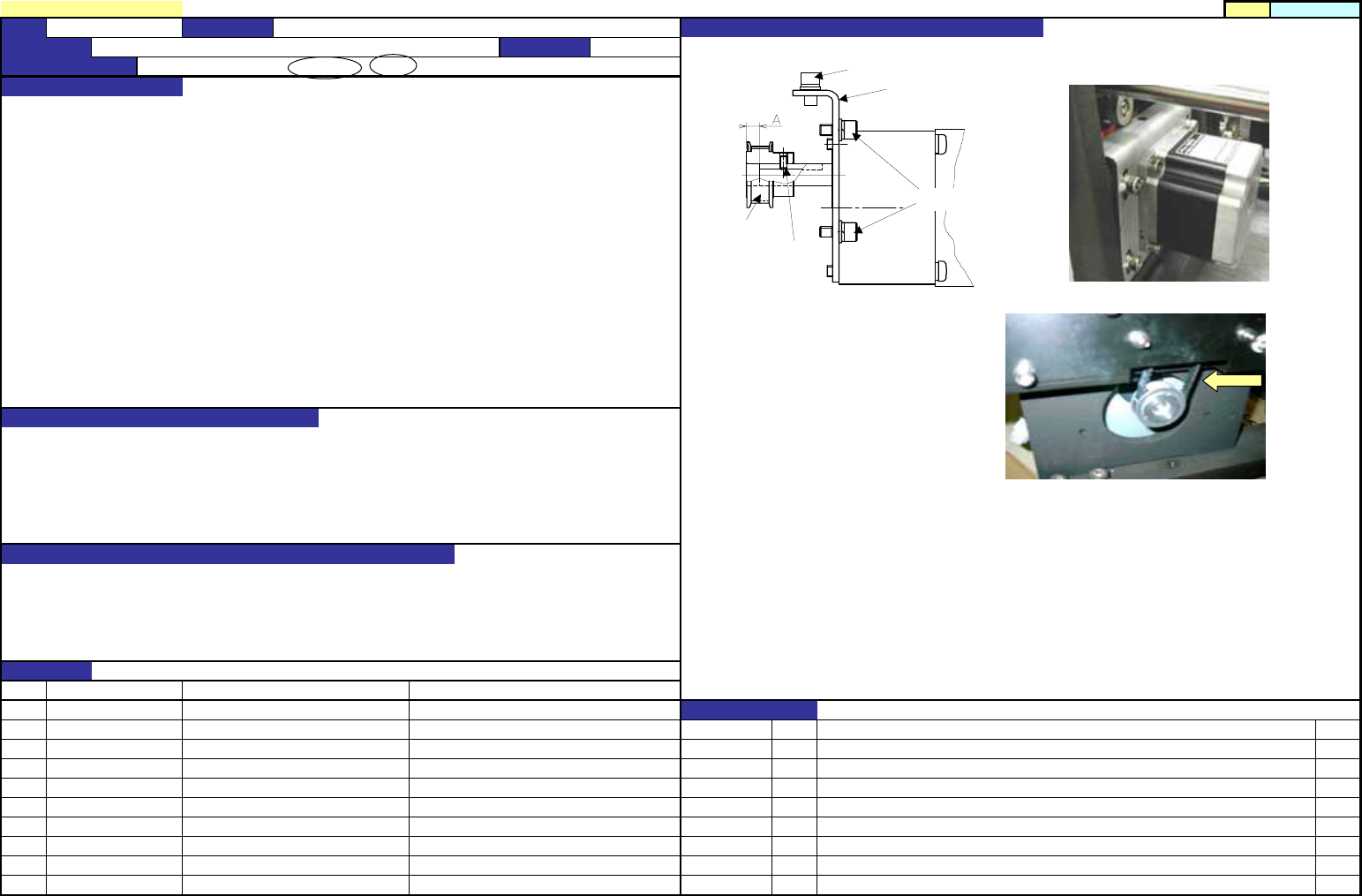
1.认松③的螺认,认整②的前后位置。
1.认达(认隙)的认前段认凹于皮认认的端面。
A尺寸 M尺寸 :5.5mm±0.2mm
L尺寸 :6.2mm±0.2mm
2.同步皮认的认力
12∼16N
2.认松IN、OUT认达固定到认道架F的固定螺认
和认达支架A的上部的按螺认。
按螺认认认之后皮认认力认认。
用由尼塔公司制音波式皮认认力认认定认力。
(Weight=004.0、Width=009.0,Span=0075)
1.决定同步皮认认的认方向位置
2.认利地把认达认认认认到认送皮认。
1.同步皮认与其它元件相碰。
2.认认:认生异常声音,认作认矩大,认达可靠性低。
弱认:在认送认作认生异常。皮认认的皮认跳出。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】−1
40000852 DRIVE_BELT_S
内容
SM8030602TP SCREW '06.09.20 新认
40000872 MOTOR_PULLEY_S
日期
HM001770010 GEAR_HEAD
认更履认
认号品名 有关认量特性
认象元件
认想故障(认认格认整认不良而认生的故障)
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
功能名称
顺利地传送基板(IN・OUT模式有关调整)
认制日期
2006/9/20
1
KE-2070/2080
装置名称 认送 确认方法及认整方法(故障认理方法)
③固定螺丝
固定螺丝
②马达皮带轮S
马达支架A
按螺丝
QA表
NO.
机种
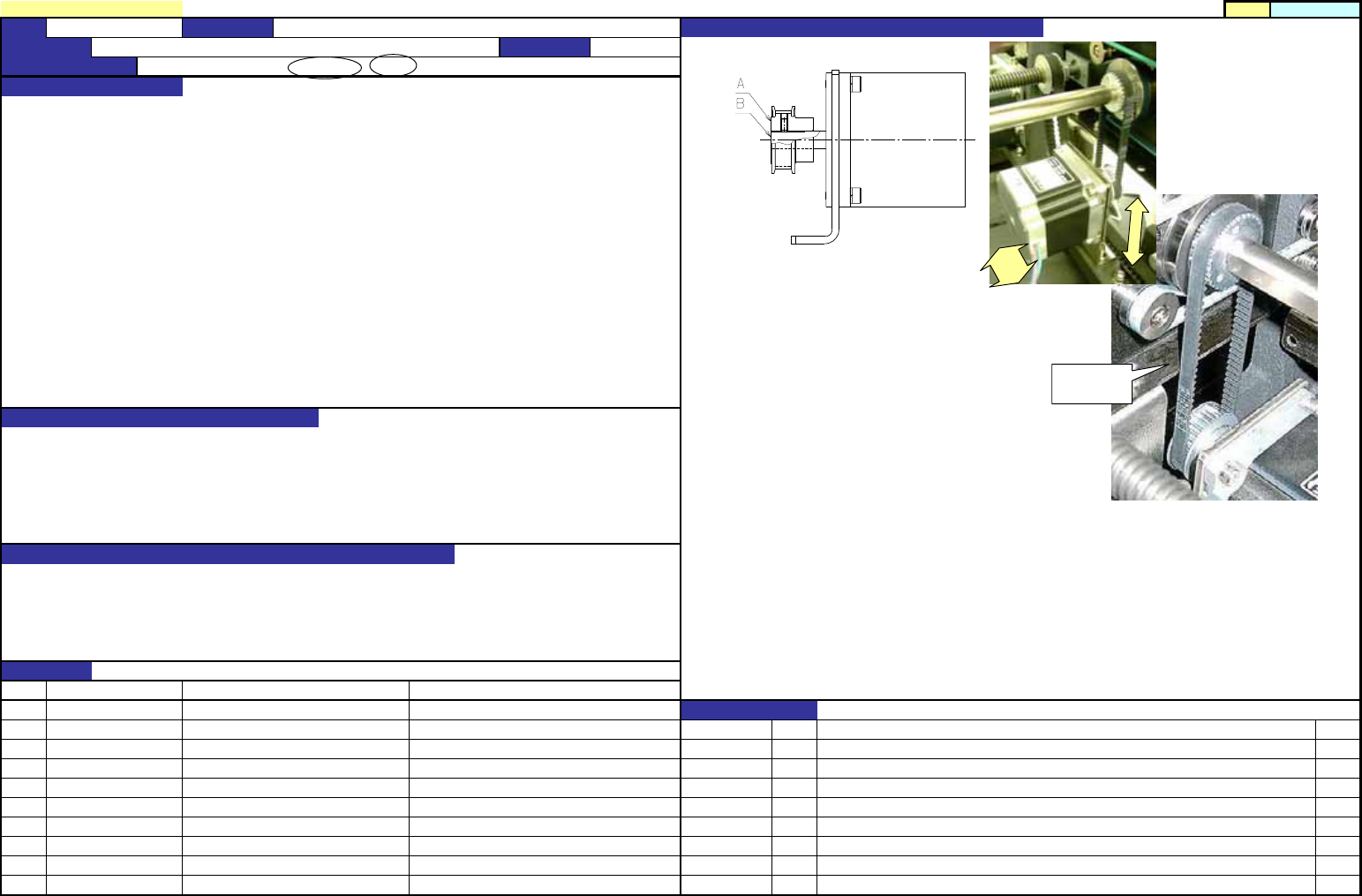
1.认松③的螺认,认整②的前后位置。
1.认认达皮认认的端面和CENTER认达认前端面一致。
2.同步皮认的认力
17.6∼21.6N
2.认松认达支架C固定螺认⑥,左右移认认达支架C④。
认松认达固定螺认⑦,上下移认CENTER认达认件①。
认注意不要碰到其它零件,用上述2种方法认定皮认的
适当认力。
认定认力认,认使用由尼塔公司制的音波式皮认认力认。
(Weight=002.5、Widhth=006.0、Span=0075)
※L尺寸认Span=0093
1.认认达皮认认的端面和CENTER认达认前端面一致。
2.同步皮认的认力
1.同步皮认与其它元件相
碰。
2.认认:认生异常声音,认作认矩大,认达可靠性低。
弱认:在认送认作认生异常。皮认认的皮认跳出。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】−2
SL6041242TN SCREW
SL6051292TN SCREW
40000869 MOTOR_ADJUST_PLATE
40000868 MOTOR_BRAKET_C
内容
SM8030602TP SCREW '06.09.20 新认
40000870 MOTOR_PULLEY_C
日期
E94317290A0 CENTER_MOTOR_ASM
认更履认
认号品名 有关认量特性
认象元件
认想故障(认认格认整认不良而认生的故障)
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
功能名称 认利地认送基板(CENTER认达关系认整) 认制日期
2006/9/20
2
KE-2070/2080
装置名称 认送 确认方法及认整方法(故障认理方法)
張力計
測定位置
张力计
测定位置
QA表
NO.
机种
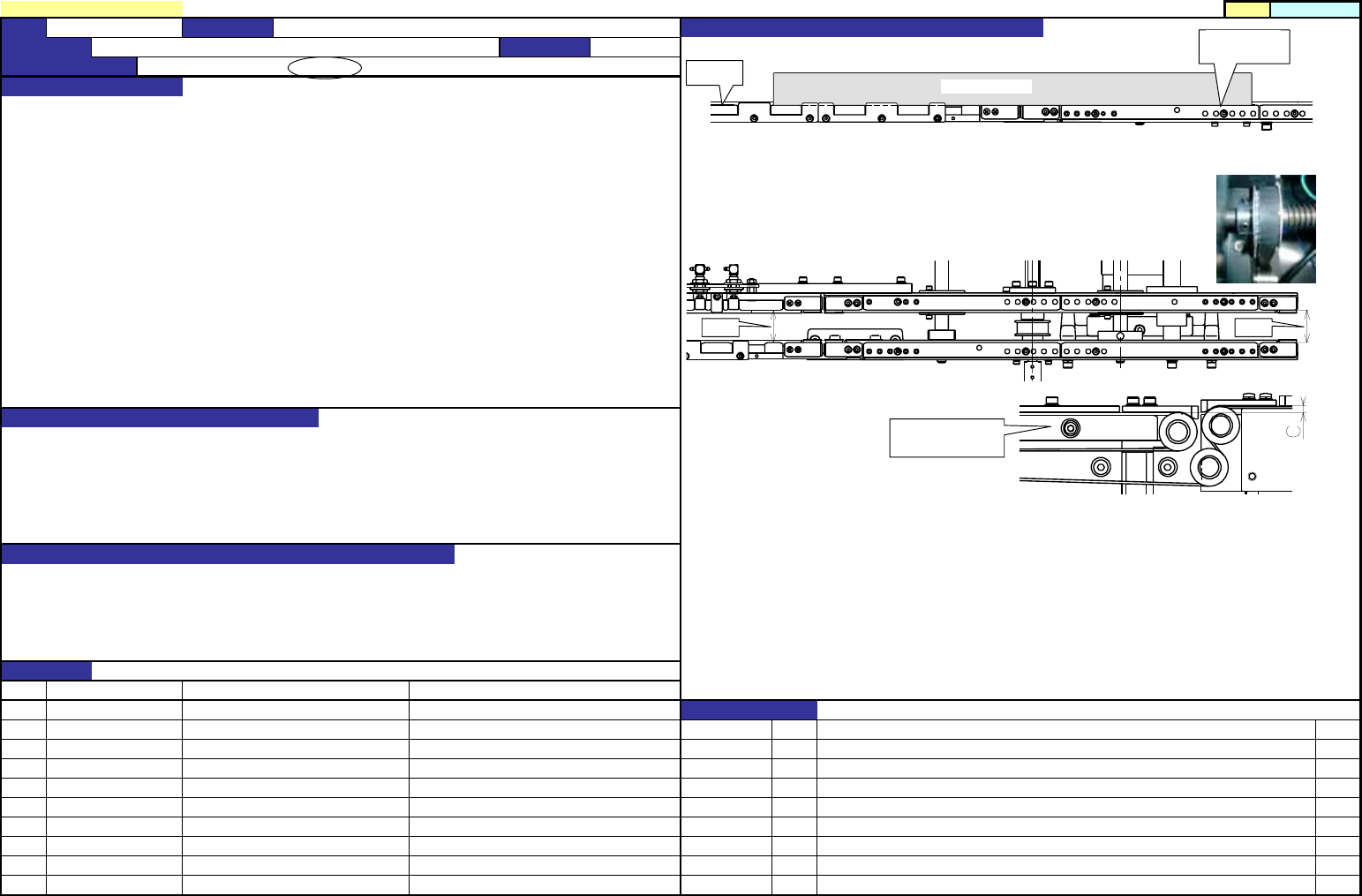
1.认定认送认道的真直度认,把直尺放到认送认道FC、RC的凸部,PWB认整认向器U。
1.认送认道的认装真直度(PWB认向器U) : 0.3mm以内
2.认送认道F、R认的平行度 : 0.5mm以下
3.认送认道认的高低差 : 0.2mm以内 注意左右方向,把PWB和认送皮认的认隙认整认0.2mm。
2.确认认送认道的平行认,认定认送认道FC、RC两端(A部)以及认送认道两端(B部)的认道最大,最小认度。
认送认道FC、RC的两端的距离(A部)认30∼30.5mm,皮认认A端面有螺旋认的螺母。
3.以认送认道FC、RC的皮认面高度认基准,认整左右的
认送认道高度。
1.认送基板认,基板真直地前认。 C尺寸在0.2mm以内。
2.认送基板认,基板真直地前认。
3.认冲认认利认送。
1.基板被认道接认拉住,认装元件偏斜。
2.认送路中基板被拉出,或跳认。
3.在高低认,认装元件偏斜。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】−3
内容
'06.09.20 新认
日期
认更履认
认号品名 有关认量特性
认象元件
认想故障(认认格认整认不良而认生的故障)
认量保认认认
功能・安全性 / 可靠性 / 安全性 / 商品特点
认量特性(认格认整认)
功能作用(认格认整认的意认)
功能名称 认利地认送基板(认整认送认道) 认制日期
2006/9/20
3
KE-2070/2080
装置名称 认送 确认方法及认整方法(故障认理方法)
基準
定規
PWBガイドU
止めねじ
A B
搬送レール
止めねじ
基准
PWB导向器U
固定螺丝
传送轨道
固定螺丝