IS620P系列伺服用户手册.pdf - 第109页
6 IS620P 系列伺服用户手册简易版 第 6 章 故障及处理措施 - 109 - 启动过程 故障现象 原因 确认方法 输入位置 指令 伺服电机不 旋转 输入位置指令计数器 (H0B-13) 为 0 ◆ 高 / 低速脉冲口接线错误 H05-00=0 脉冲指令来源时,查看高 / 低速脉冲口 接线是否正确,请参考第 3 章“配线”,同时查 看 H05-01 设置是否匹配。 ◆ 未输入位置指令 1 、是否使用 DI 功能 13(FunIN.…
6
第
6
章 故障及处理措施
IS620P
系列伺服用户手册简易版
- 108 -
第 6 章 故障处理
6.1 启动时的故障和警告处理
6.1.1 位置控制模式
1) 故障检查
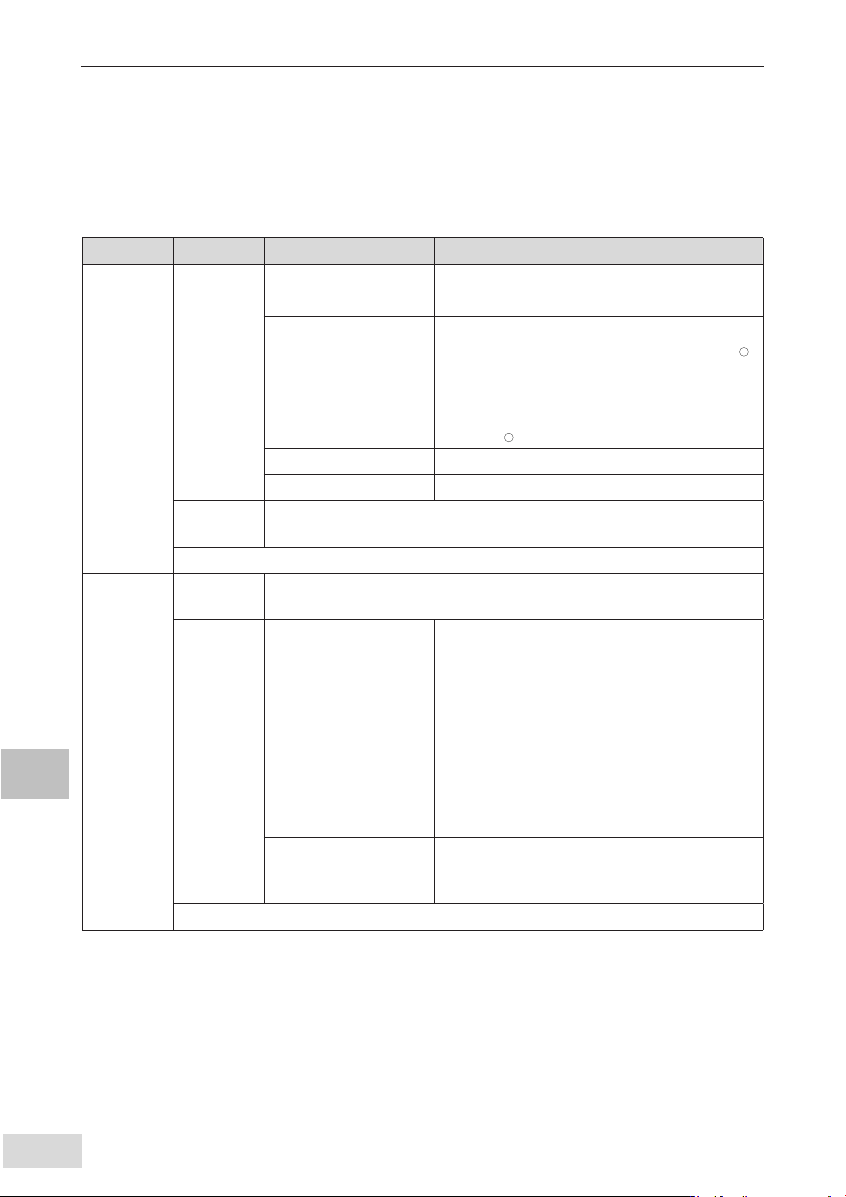
启动过程 故障现象 原因 确认方法
接通控制电源
(L1C L2C)
主电源
(L1 L2)
(R S T)
数码管不亮或
不显示“rdy”
1. 控制电源电压故障
◆ 拔下CN1、CN2、CN3、CN4 后,故障依然存在。
◆ 测量 (L1C、L2C) 之间的交流电压 。
2. 主电源电压故障
◆ 单相 220V 电源机型测量 (L1、L2) 之间的交
流电压。主电源直流母线电压幅值 (P ⊕、
-
间电压 ) 低于 200V 数码管显示“nrd”。
◆ 三相 220V/380V 电源机型测量 (R、S、T)
之间的交流电压。主电源直流母线电压幅值
(P ⊕、
-
间电压 ) 低于 460V 数码管显示“nrd”。
3. 烧录程序端子被短接 ◆ 检查烧录程序的端子,确认是否被短接。
4. 伺服驱动器故障 ◆ -
面板显示
“Er.xxx”
参考 6.2 章节,查找原因,排除故障。
■ 排除上述故障后,面板应显示“rdy”。
伺服使能信号
置为有效
(S-ON 为
ON)
面板显示
“Er.xxx”
参考 6.2 章节,查找原因,排除故障。
伺服电机的
轴处于自由
运行状态
1. 伺服使能信号无效
◆ 将面板切换到伺服状态显示,查看面板是否显
示为“rdy”,而不是“run”。
◆ 查看 H03 组和 H17 组,是否设置伺服使能信
号 (DI 功能 1:S-ON)。若已设置,则查看对
应端子逻辑是否有效;若未设置,则进行设置,
并使端子逻辑有效。可参考第 7 章“H03 组:
端子输入参数”设置方法。
◆ 若 H03 组已设置伺服使能信号,且对应端子
逻辑有效,但面板依然显示“rdy”,则检查
该 DI 端子接线是否正确,可参考第 3 章节。
2. 控制模式选择错误
◆ 查看 H02-00 是否为 1,若误设为 2( 转矩模式 ),
由于默认转矩指令为零,电机轴也处于自由运
行状态。
■ 排除上述故障后,面板应显示“run”。
6
IS620P
系列伺服用户手册简易版 第
6
章 故障及处理措施
- 109 -
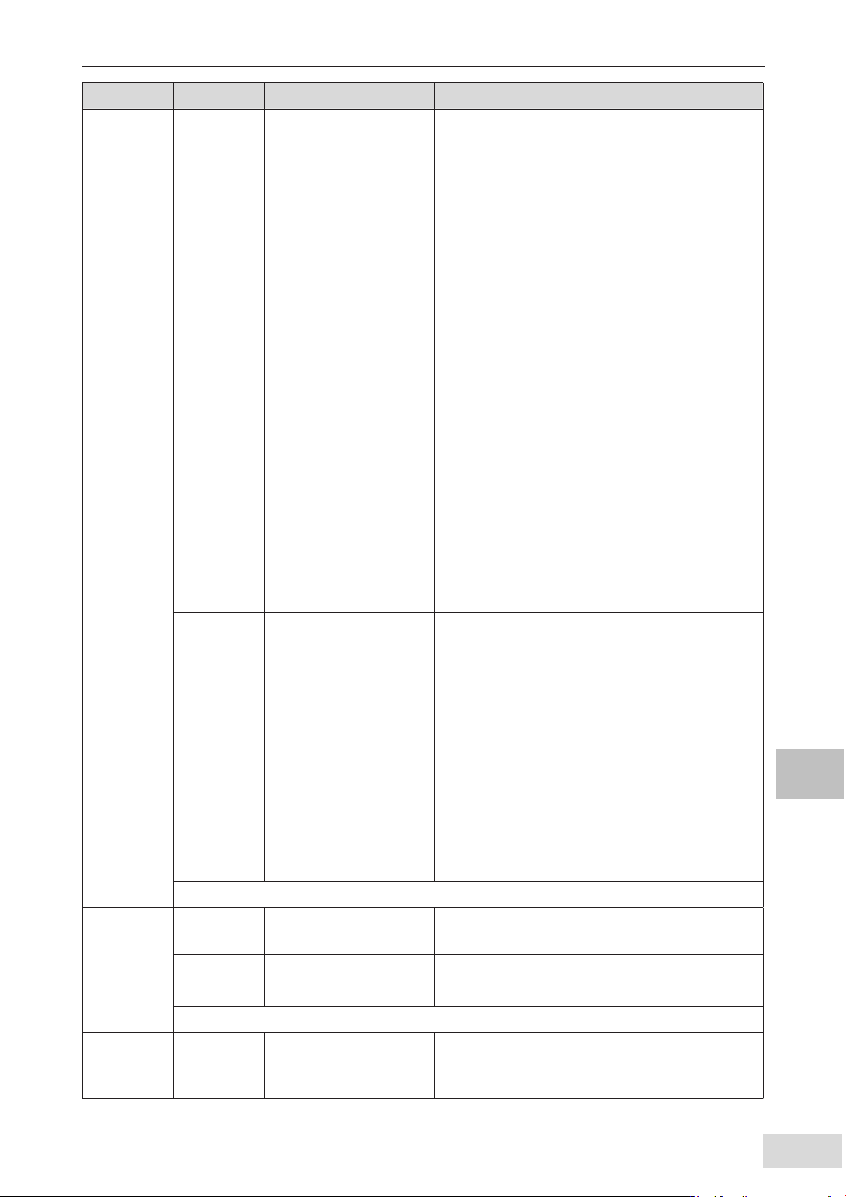
启动过程 故障现象 原因 确认方法
输入位置
指令
伺服电机不
旋转
输入位置指令计数器
(H0B-13) 为 0
◆ 高 / 低速脉冲口接线错误
H05-00=0 脉冲指令来源时,查看高 / 低速脉冲口
接线是否正确,请参考第 3 章“配线”,同时查
看 H05-01 设置是否匹配。
◆ 未输入位置指令
1、是否使用 DI 功能 13(FunIN.13:Inhibit,
位置指令禁止 ) 或 DI 功能 37(FunIN.37:
PulseInhibit,脉冲指令禁止 )
2、H05-00=0 脉冲指令来源时,上位机或其他脉
冲输出装置未输出脉冲,可用示波器查看高 / 低
速脉冲口是否有脉冲输入,请参考第 4 章“配线”;
3、H05-00=1 步进量指令来源时,查看 H05-05
是否为 0,若不为 0,查看是否已设置 DI 功能
20(FunIN.20:PosStep,步进量指令使能 ) 及对
应端子逻辑是否有效;
4、 H05-00=2 多段位置指令来源时,查看 H11
组参数是否设置正确,若正确,查看是否已设置
DI 功能 28(FunIN.28:PosInSen,内部多段位置
使能 ) 及对应端子逻辑是否有效;
5、若使用过中断定长功能,查看 H05-29 是否
为 1,( 中断定长运行完成后,是否可以直接响应
其他位置指令 ),若为 1,确认是否使用 DI 功能
29(FunIN.29:XintFree,中断定长状态解除 ) 解
除锁定状态。
伺服电机反转
输入位置指令计数器
(H0B-13) 为负数
◆ H05-00=0 脉冲指令来源时,查看 H05-15( 脉
冲指令形态 ) 参数设置与实际输入脉冲是否对
应,若不一致,则 H05-15 设置错误或者端子
接线错误;
◆ H05-00=1 步进量指令来源时,查看 H05-05
数值的正负;
◆ H05-00=2 多段位置指令来源时,查看 H11 组
每段移动位移的正负;
◆ 查看是否已设置 DI 功能 27(FunIN.27:
PosDirSel,位置指令方向设置 ) 及对应端子
逻辑是否有效;
◆ 查看 H02-02 参数是否设置错误。
■ 排除上述故障后,伺服电机能旋转。
低速旋转
不平稳
低速旋转时
速度不稳定
增益设置不合理 ◆ 进行自动增益调整。
电机轴左右
振动
负载转动惯量比
(H08-15) 太大
◆ 若可安全运行,则重新进行惯量辨识;
◆ 进行自动增益调整。
■ 排除上述故障后,伺服电机能正常旋转。
正常运行 定位不准
产生不符合要求的位置
偏差
◆ 确定输入位置指令计数器 (H0B-13)、反馈脉
冲计数器 (H0B-17) 及机械停止位置,确认步
骤如下。
6
第
6
章 故障及处理措施
IS620P
系列伺服用户手册简易版
- 110 -
2) 定位不准时的故障原因检查步骤
电子
齿轮比
伺服
电机
编码器
机械
伺服
控制
反馈脉冲累加值
Pf:H0B-17
(3)
输入位置指令计数器
Pin:H0B-13
(2)
A
B
C
伺服使能信号
S-ON
输出位置指令计数
Pout
(1)
位置指令输出装置
伺服控制器
机械停止位置 PL
(4)
正/反向超程开关
P-OT/ N-OT
位置偏差清除信号
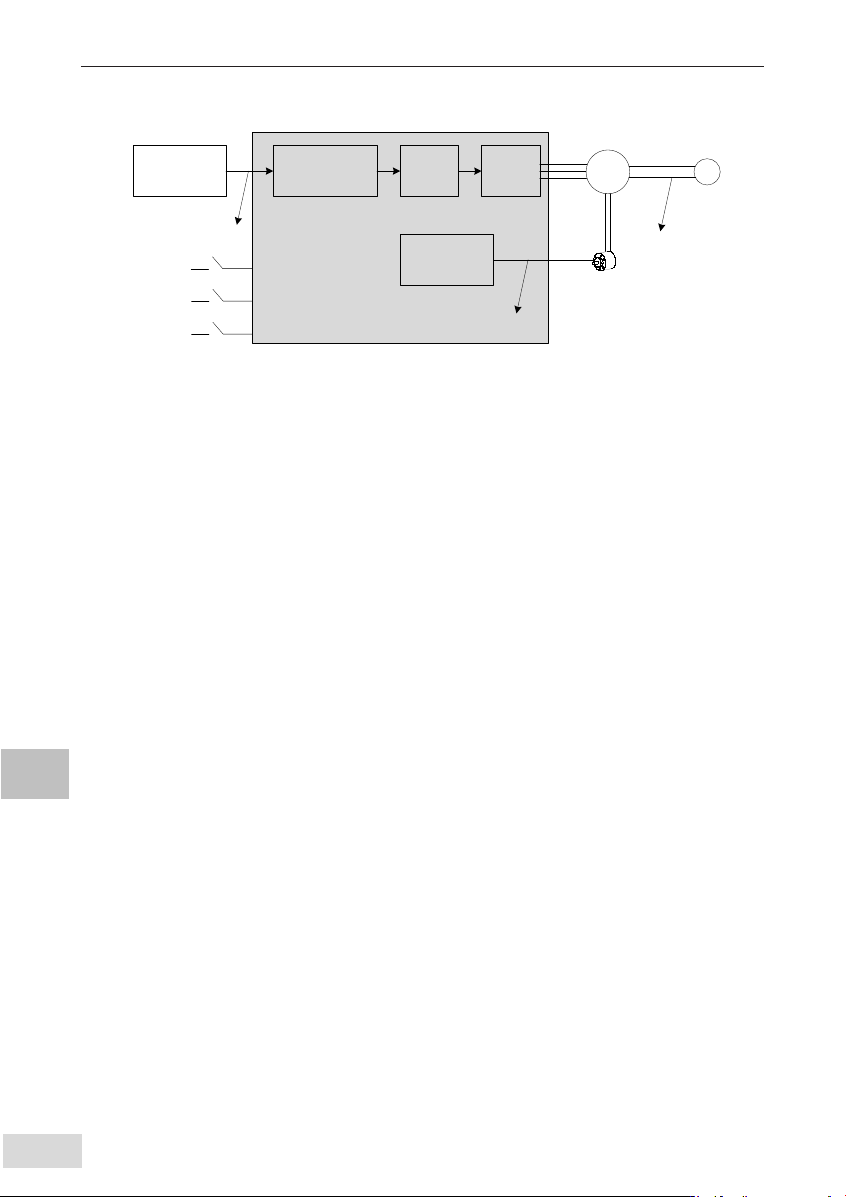
图 6-1 定位控制原理框图
发生定位不准时,检查上图中的 4 个信号:
(1) 位置指令输出装置 ( 上位机或者驱动器内部参数 ) 中的输出位置指令计数值 Pout
(2) 伺服控制器接收到的输入位置指令计数器 Pin,对应于参数 H0B-13
(3) 伺服电机自带编码器的反馈脉冲累加值 Pf,对应于参数 H0B-17
(4) 机械停止的位置 PL
导致定位不准的原因有 3 个,对应图中的 A、B、C,其中:
A 表示:① 位置指令输出装置 ( 专指上位机 ) 和伺服驱动器的接线中,由于噪声的影响而引
起输入位置指令计数错误;② 电机运行过程中,输入位置指令被中断。原因:伺服使能信号
被置为无效 (S-ON 为 OFF),正向 / 反向超程开关信号 (P-OT 或 N-OT) 有效,位置偏差清除
信号 (ClrPosErr) 有效;
B 表示:编码器反馈位置信号错误(信号受干扰)。
C 表示:机械与伺服电机之间发生了机械位置滑动。
在不发生位置偏差的理想状态下,以下关系成立:
● Pout=Pin,输出位置指令计数值 = 输入位置指令计数器
● Pin×电子齿轮比 = Pf,输入位置指令计数器 ×电子齿轮比 = 反馈脉冲累加值
● Pf ×△ L = PL,反馈脉冲累加值 ×1 个位置指令对应负载位移 = 机械停止的位置
发生定位不准的状态下,检查方法:
a) Pout Pin
故障原因:A
排除方法与步骤:
① 检查脉冲输入端子 ( 低速或高速脉冲输入端子,请参考第 3 章“配线”) 是否采用双绞屏
蔽线;
② 如果选用的是低速脉冲输入端子中的集电极开路输入方式,应改成差分输入方式;
③ 脉冲输入端子的接线务必与主电路 (L1C、L2C、R、S、T、U、V、W) 分开走线;
④ 选用的是低速脉冲输入端子,增大低速脉冲输入管脚滤波时间常数 (H0A-24);反之,选
用的是高速脉冲输入端子,增大高速脉冲输入管脚滤波时间常数 (H0A-30);