IS620P系列伺服用户手册.pdf - 第135页
6 IS620P 系列伺服用户手册简易版 第 6 章 故障及处理措施 - 135 - 36 ) Er .835 :高精度 AD 采样故障 产生机理: ● 高精度 AD 电路被干扰。 原因 确认方法 处理措施 1. 高精度 AI 通道 接线存在干扰 ◆ 参照正确配线图检查 AI 通道接线 采用双绞屏蔽线重新接线,缩短线路 长度。 37 ) Er .A33 :编码器数据异常 产生机理: ● 编码器内部参数异常。 原因 确认方法 处理措施 1…
6
第
6
章 故障及处理措施
IS620P
系列伺服用户手册简易版
- 134 -
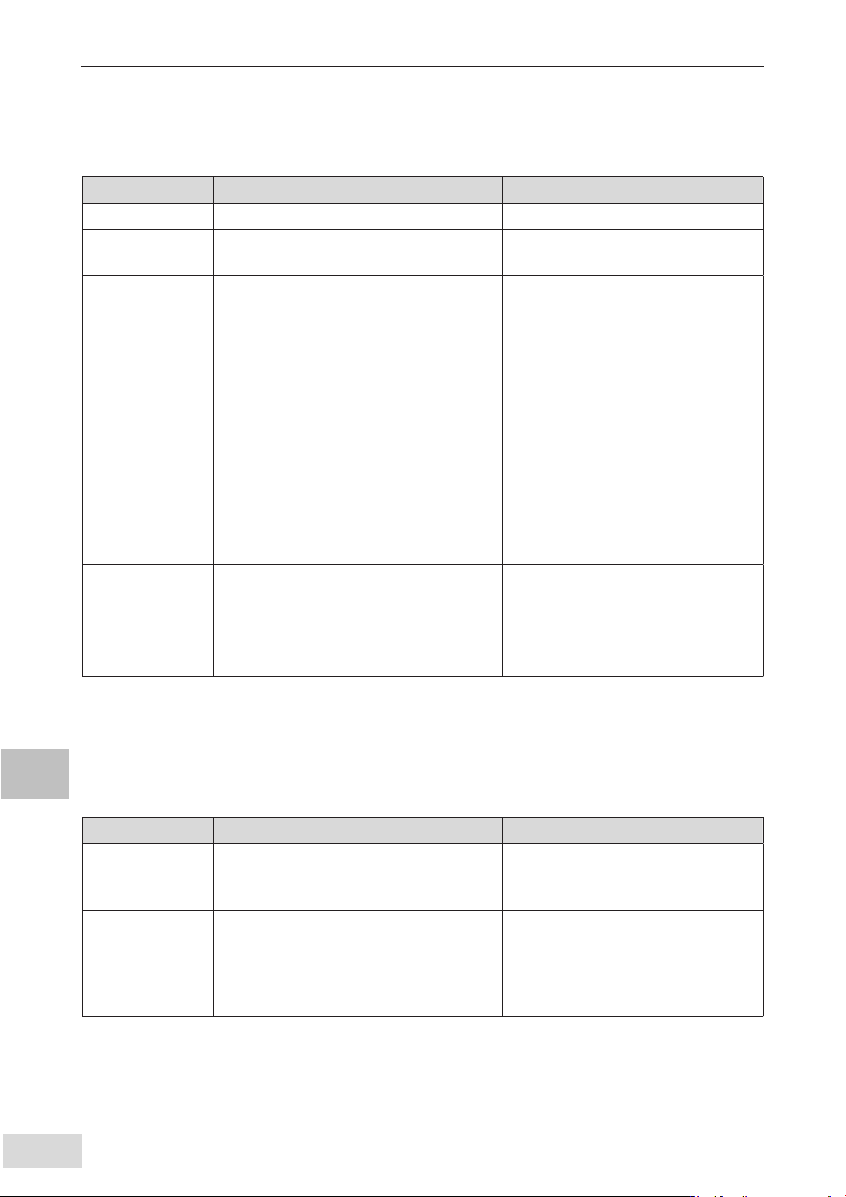
34) Er.740:编码器干扰
产生机理:
● 编码器 Z 信号被干扰,导致 Z 信号对应的电角度变化过大。
原因 确认方法 处理措施
1. 编码器接线错误 ◆ 检查编码器接线。 按照正确的配线图重新接线
2. 编码器线缆松动
◆ 检查现场振动是否过大,导致编码器线
缆松动,甚至振坏编码器。
重新接线,并确保编码器接线端子紧
固连接。
3. 编码器 Z 信号受
干扰
◆ 检查现场布线情况:
周围是否有大型设备产生干扰,或机柜中
是否存在多种电源变频设备等多种干扰源。
◆ 让伺服处于“Rdy”状态,手动逆时针
旋转电机轴,监控 H0B-10( 电气角度 )
是否平滑增大或减小,且一圈对应 5 个
0-360°。
( 指 Z 系列电机,若为 X 系列电机则为 4
个 0-360° )。
若转动过程中 H0B-10 有异常突变,则编
码器本身问题较大。
若转动过程中不报警,但伺服运行过程中
报警,则干扰的可能性大。
线缆优先使用我司标配线缆;
如果非标配线,则要检查线缆是否符
合规格要求,是否使用双绞屏蔽线等。
走线上尽量强弱电分开,电机线缆和
编码器线缆切勿捆扎,电机和驱动器
的地接触良好。
检查编码器两端插头接触是否良好,
是否有针头缩进去等情况。
4. 编码器故障
◆ 更换可正常使用的编码器线缆,若更换
后不再发生故障,则说明原编码器线缆
损坏。
◆ 将电机处于同一位置,多次上电并查看
H0B-10,电角度偏差应该在 ±30°内。
更换可正常使用的编码器线缆。
如果不是,则编码器本身问题较大,
需更换伺服电机。
35) Er.834:AD 采样过压故障
产生机理:
● AI 采样的值大于 11.5V。
原因 确认方法 处理措施
1.AI 通道输入电压
过高
◆ 测量 AI 通道输入电压,查看实际采样
得到的电压 (H0B-21 或 H0B-22) 是否
大于 11.5V
边调整输入电压边查看采样得到的电
压,直至采样电压不超过 11.5V。
2.AI 通道接线错误
或存在干扰
◆ 参照正确配线图检查 AI 通道接线
采用双绞屏蔽线重新接线,缩短线路
长度。
增大 AI 通道滤波时间常数:
AI1 滤波时间常数:H03-51
AI2 滤波时间常数:H03-56
6
IS620P
系列伺服用户手册简易版 第
6
章 故障及处理措施
- 135 -
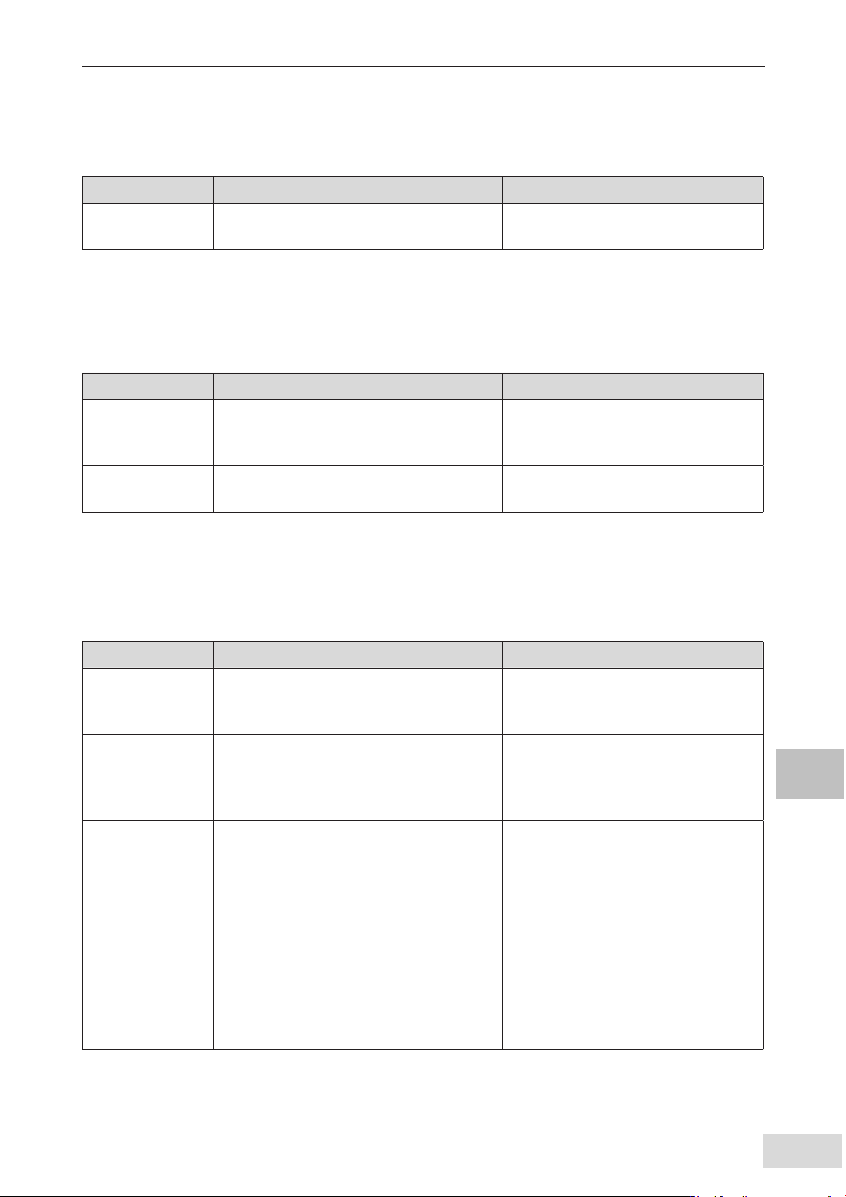
36) Er.835:高精度 AD 采样故障
产生机理:
● 高精度 AD 电路被干扰。
原因 确认方法 处理措施
1. 高精度 AI 通道
接线存在干扰
◆ 参照正确配线图检查 AI 通道接线
采用双绞屏蔽线重新接线,缩短线路
长度。
37) Er.A33:编码器数据异常
产生机理:
● 编码器内部参数异常。
原因 确认方法 处理措施
1. 总线式增量编码
器线缆断线、或松
动
◆ 检查接线。
确认编码器线缆是否有误连接,或断线、
接触不良等情况,如果电机线缆和编码
器线缆捆扎在一起,则请分开布线。
2. 总线式增量编码
器参数读写异常
◆ 多次接通电源后,仍报故障时,编码器
发生故障。
更换伺服电机。
38) Er.B00:位置偏差过大
产生机理:
● 位置控制模式下,位置偏差大于 H0A-10 设定值。
原因 确认方法 处理措施
1. 驱动器 U V W
输出缺相或相序
接错
◆ 无负载情况下进行电机试运行,并检查
接线。
按照正确配线重新接线,或更换线缆。
2. 驱动器 U V W
输出断线或编码器
断线
■ 检查接线。
重新接线,伺服电机动力线缆与驱动
器动力线缆 UVW 必须一一对应。必
要时应更换全新线缆,并确保其可靠
连接。
3. 因机械因素导致
电机堵转
◆ 由汇川驱动调试平台或面板显示,确认
运行指令和电机转速 (H0B-00):
位置模式下运行指令:H0B-13
( 输入位置指令计数器 )
速度模式下运行指令:H0B-01
( 速度指令 )
转矩模式下运行指令:H0B-02
( 内部转矩指令 )
确认对应模式下,是否运行指令不为 0,
而电机转速为 0。
排查机械因素。
6
第
6
章 故障及处理措施
IS620P
系列伺服用户手册简易版
- 136 -
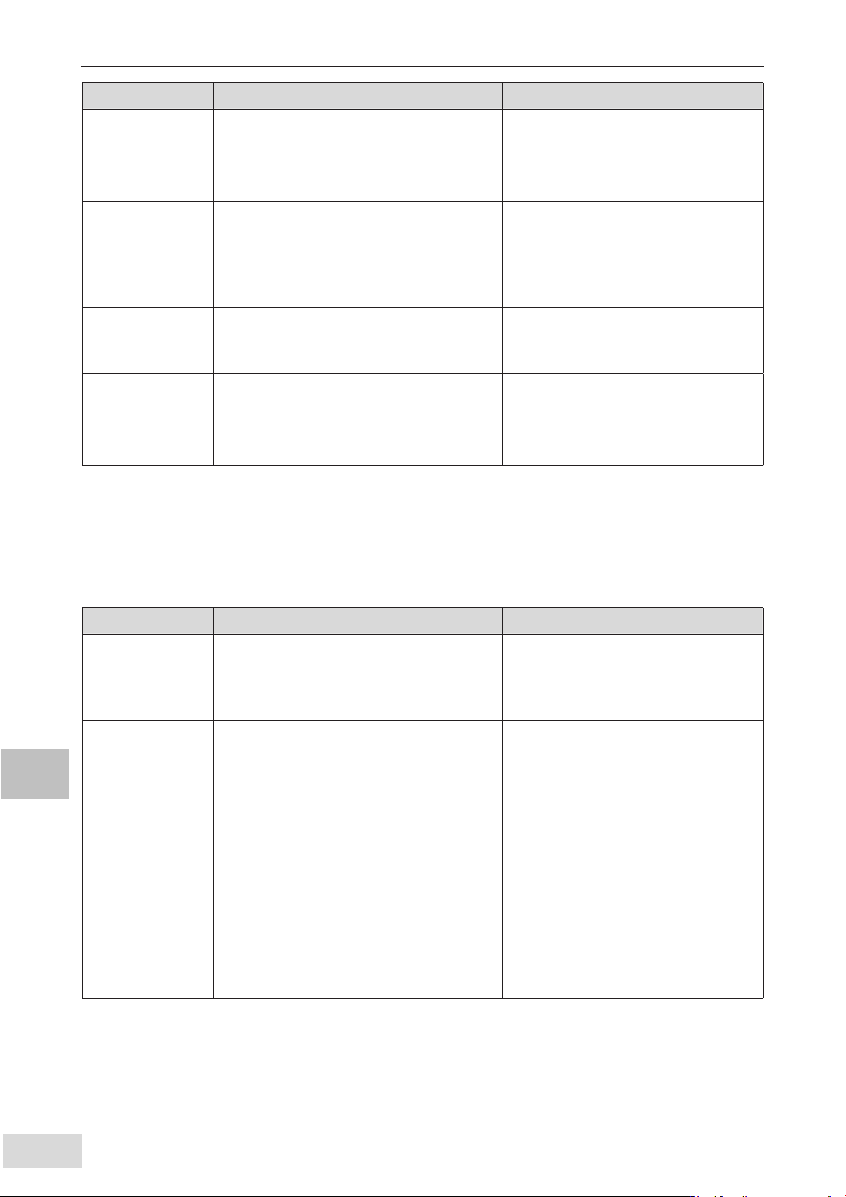
原因 确认方法 处理措施
4. 伺服驱动器增益
较低
◆ 检查伺服驱动器位置环增益和速度环增
益:
第一增益:H08-00~H08-02
第二增益:H08-03~H08-05
进行手动增益调整或者自动增益调整。
5. 输入脉冲频率
较高
◆ 位置指令来源为脉冲指令时,是否输入
脉冲频率过高。
◆ 加减速时间为 0 或过小
降低位置指令频率或减小电子齿轮比。
使用上位机输出位置脉冲时,可在上位
机中设置一定的加速度时间;
若上位机不可设置加减速时间,可增大
位置指令平滑参数 H05-04、H05-06。
6. 相对于运行条
件,故障值 (H0A-
10) 过小
◆ 确认位置偏差故障值 (H0A-10) 是否设
置过小。
增大 H0A-10 设定值。
7. 伺服驱动器 /
电机故障
◆ 通过汇川驱动调试平台的示波器功能监
控运行波形:
位置指令、位置反馈、速度指令、转矩指
令
若位置指令不为零而位置反馈始终为
零,请更换伺服驱动器 / 电机。
39) Er.B01:脉冲输入异常
产生机理:
● 输入脉冲频率大于最大位置脉冲频率 (H0A-09)。
原因 确认方法 处理措施
1. 输入脉冲频率大
于设定的最大位置
脉冲频率 (H0A-09)
◆ 检查 H0A-09( 最大位置脉冲频率 ) 是否
小于机械正常运行时,需要的最大输入
脉冲频率。
根据机械正常运行时需要的最大位置
脉冲频率,重新设置 H0A-09。
若上位机输出脉冲频率大于 4MHz,
必须减小上位机输出脉冲频率。
2. 输入脉冲干扰
◆ 首先,通过汇川驱动调试平台软件的示
波器功能,查看位置指令是否存在突然
增大的现象,或查看伺服驱动器输入位
置指令计数器 (H0B-13) 是否大于上位
机输出脉冲个数。
◆ 然后,检查线路接地情况。
首先,脉冲输入线缆必须采用双绞屏蔽
线,并与驱动器动力线分开布线。
其次,使用低速脉冲输入端口 (H05-
01=0),选用差分输入时,上位机的“地”
必须和驱动器的“GND”可靠连接;
选用集电极开路输入时,上位机的“地”
必须和驱动器的“COM”可靠连接;
使用高速脉冲输入端口 (H05-01=1),
仅能使用差分输入,且上位机的“地”
必须和驱动器的“GND”可靠连接。
最后,根据所选硬件输入端子,增大脉
冲输入端子的管脚滤波时间 H0A-24 或
H0A-30。