00193933-03.pdf - 第121页
Driftsvejledning SIPLACE HF -serie 3 Tekniske data Softwareversion SR.50x. xx Udgave 01/2006 DK 3.7 Collect&Place-hoved 121 S tjer nen rotere r med sine 12 segmen ter omkri ng stjerne- aksen . Se gmenterne bærer pino…

3 Tekniske data Driftsvejledning SIPLACE HF-serie
3.7 Collect&Place-hoved Softwareversion SR.50x.xx Udgave 01/2006 DK
120
positionsnøjagtigt fra på printpladen ved hjælp af blæseluft. I modsætning til klassiske Chipshoo-
tere roterer de tolv pipetter i SIPLACE Collect&Place-hovederne rundt omkring en vandret akse.
Det er ikke kun pladsbesparende: på grund af den lille diameter opstår der væsentlig mindre cen-
trifugalkræfter i sammenligning med klassiske Chipshootere. Således reduceres faren for at kom-
ponenter glider under transporten til et minimum. 3
Desuden er der en yderligere fordel: takttiden for Collect&Place-hovedet er ens for alle kompo-
nenter. Det betyder, at bestykningskapaciteten er uafhængig af komponentstørrelsen. 3
Kontrol- og Selflearning-funktioner 3
Forskellige kontrol- og Selflearning-funktioner øger Collect&Place-hovedets pålidelighed. 3
– Vakuumkontrol på pipetterne viser f.eks., om komponenten er blevet hentet eller afleveret
korrekt.
– Via en markering på transportøren beregnes den nøjagtige henteposition for komponenterne
på transportøren.
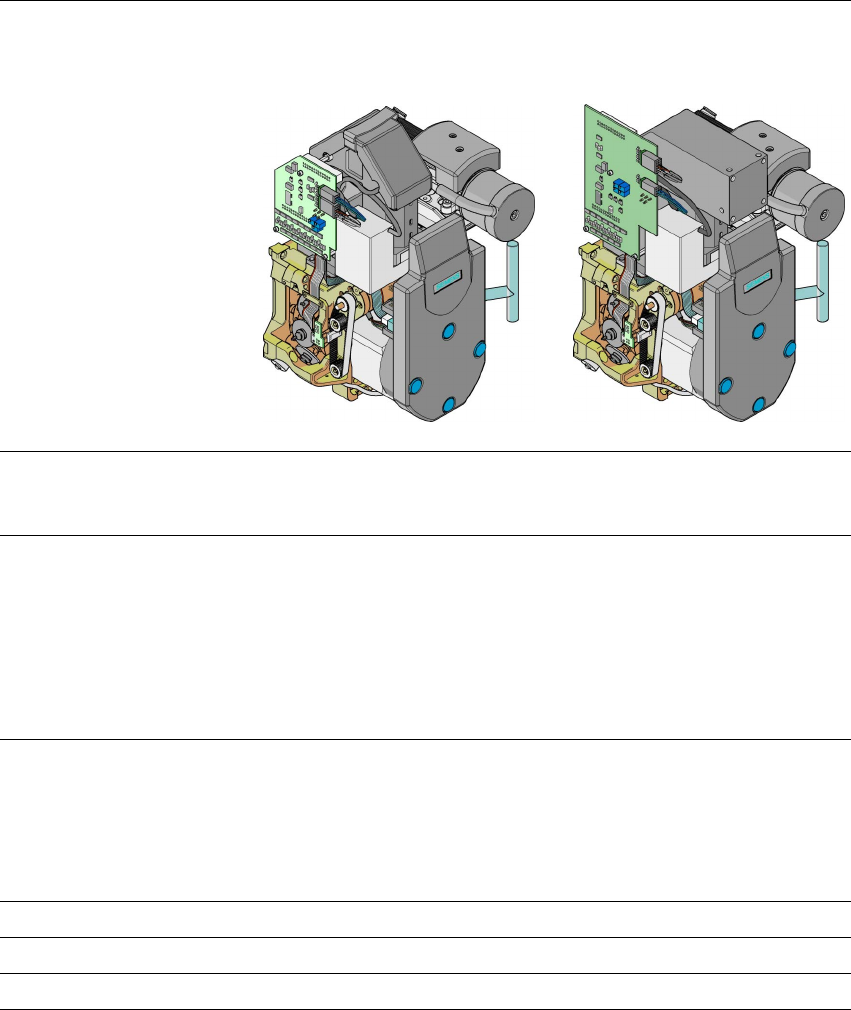
– Et komponent-kamera på bestykningshovedet bestemmer den nøjagtige position for hver
komponent på pipetten. Afvigelser fra hentepositionen korrigeres allerede før bestykningen.
Under den videre komponenthentning tages der hensyn til gennemsnittet af afvigelser ved de
sidste 10 bestykninger. Således forbedres nøjagtigheden for hentning yderligere.
– Desuden kontrolleres også husformen. Afviger de beregnede geometriske data fra de pro-
grammerede data, bestykkes komponenten ikke.
– Vertikalaksen (Z-akse) til hentning og bestykning af komponenterne arbejder i sensor-stop-
funktionen. Derved udlignes højdedifferencer under hentning og printpladeujævnheder under
bestykning. Gennemsnittet af afvigelserne under de sidste 10 bestykninger tages der højde
for, når den videre løfte- og bestykningshastighed skal tilpasses. Den programmerede påsæt-
ningskraft forbliver i mellemtiden altid konstant.
– Til forbedring af bestykningssikkerheden kan en komponentsensor installeres på C&P-hove-
det. Komponentsensoren kontrollerer ikke kun, at der er en komponent i pipetten, men også
komponenternes kantforhold. På denne måde finder systemet frem til, om pipetten har hentet
komponenten på tværs eller på højkant.
– Ved hjælp af det optionale DCA-visionssystem kan det 12-segment-Collect&Place-hoved op-
tisk centrere og bestykke komponenter med følgende størrelser: 0,6 x 0,3 mm² til 13 x 13
mm². Under bestykningen af High-Speed Flip-Chips og Bare-Die - komponenter optimerer
DCA-visionsmodulet hastigheden og nøjagtigheden. Værdierne findes i tabellen på side 122
.
3.7.2.2 Funktionsbeskrivelse
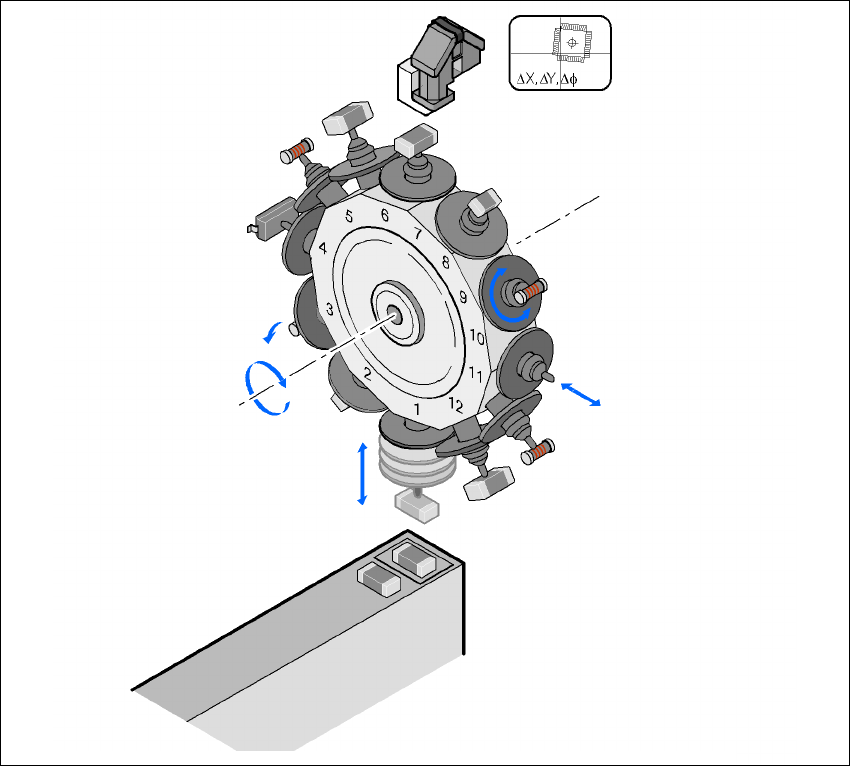
12-segment-Collect&Place-hovedet er forsynet med tre akser, nemlig DR- eller stjerneaksen, Z-
aksen og DP-aksen. 3
Driftsvejledning SIPLACE HF-serie 3 Tekniske data
Softwareversion SR.50x.xx Udgave 01/2006 DK 3.7 Collect&Place-hoved
121
Stjernen roterer med sine 12 segmenter omkring stjerne-aksen. Segmenterne bærer pinolrø-
rene. På hvert pinolrør sidder der en pipette. Dermed suges komponenterne fast, hvorefter de
transporteres fra hente-/bestykningspositionen (1), til udsmidningspositionen (3), til den optiske
centreringsposition (7) eller til drejepositionen (9). 3
Z-aksen udfører en vertikal bevægelse. Hvert pinolrør, der befinder sig i den nederste stjernepo-
sition (1), løftes eller sænkes af denne akse. Dermed hentes komponenterne af transportørerne
og sættes fra på printpladen. Z-aksen er en såkaldt „intelligent akse“. Den "husker" hentehøjden
for enhvert transportørspor og bestykningshøjden for enhver komponent. På den måde kan be-
stykningsprocessen accelereres. Den programmerede påsætningskraft forbliver konstant. 3
3
Fig. 3.7 - 5 Funktionsbeskrivelse
3
DP-aksen drejer den optisk centrerede komponent i den ønskede bestykningsposition. Bevægel-
sesforløbene for rotations- og også translationsakserne styres af reguleringskredse. Sensorer for
position og hastighed overfører de faktiske værdier for aksebevægelse til akseaktiveringen. Ved
at sammenligne de indstillede og de faktiske værdier finder systemet frem til kraft- og hastigheds-
Komponent-kamera
DP-akse
Komponent drejes
i bestykningsposition
Pinolrør tages ud
eller sættes i
Z-akse
Komponent hentes
eller bestykkes
Stjerne-akse
Stjernerotation
Komponent smides ud
3 Tekniske data Driftsvejledning SIPLACE HF-serie
3.7 Collect&Place-hoved Softwareversion SR.50x.xx Udgave 01/2006 DK
122
parametrene for servoforstærkerne og således til den aksebevægelse, der skal udføres. Vakuum-
værdierne på pipetten kontrolleres elektronisk hele tiden under hele hente- og
bestykningsprocessen for at holde bestykningsfejlraten så lav som mulig. 3
3.7.2.3 Tekniske data
3
3
*) Vær opmærksom på, at det bestykbare komponent-spektrum også påvirkes af pad-geometrierne, de kundespeci-
fikke standarder og komponent-emballagetolerancerne.
12-segment-Collect&Place-hoved
med standard-komponent-kamera
(24x24)
12-segment-Collect&Place-
hoved med DCA-kamera
Komponent-spektrum *) 0201 til PLCC44, BGA, µBGA,
Flip-Chip, TSOP, QFP, SO til
SO32, DRAM
0201 til Flip-Chip, Bare Die
Komponent-specifikation
Max. højde
Min. benafstand
Min. ball-afstand
Min. ball-diameter
Min. mål
Max. mål
Max. vægt
6 mm
0,5 mm
0,35 mm
0,2 mm
0,6 x 0,3 mm²
18,7 x 18,7 mm²
2 g
6 mm
0,4 mm
0,2 mm
0,11 mm
0,6 x 0,3 mm²
13 x 13 mm²
2 g
Programmeret krafttrin
1
2
3
4
5
Programmeret påsætningskraft [N]
2,4 ± 0,5
2,4 ± 0,5
3 + 1
4 + 1
5 + 1
Pipettetyper 9xx 9xx
X-/Y-nøjagtighed ± 45 µm/3 σ, ± 60 µm/4 σ ± 41 µm/3 σ, ± 55 µm/4 σ
Vinkelnøjagtighed ± 0,5°/3 σ, ± 0,7°/4 σ ± 0,5°/3 σ, ± 0,7°/4 σ