00193933-03.pdf - 第184页
4 Opstilling og ibrugt agning Driftsvejledning SIPLA CE HF-serie 4.4 Opstilling af automaten Softwareversion SR.50x.xx Udgave 01/2006 D K 184 Æ Løsne forsigtigt de to unbraco skruer M 24x90 (pos . 4 i Fig. 4. 4 - 6 ) med…
Driftsvejledning SIPLACE HF-serie 4 Opstilling og ibrugtagning
Softwareversion SR.50x.xx Udgave 01/2006 DK 4.4 Opstilling af automaten
183
Æ Skru gevindet på den midterste maskinfod ind i boringen på undersiden af afstandsstykket.
Æ Positionér de to afstandsstykker på følgende måde:
– Åbningen på afstandsstykket på pneumatikmodulsiden peger i printpladetransportretning
(se punkt 4 i Fig. 4.4 - 3
på side 180).
– Åbningen af afstandsstykket på strømforsyningssiden peger i modsat retning af print-
plade-transportretningen (se punkt 3 i Fig. 4.4 - 3
på side 180).
Æ Fastgør de to afstandsstykker med fire unbracoskruer hver M12x80 (se punkt 4 i Fig. 4.4 - 5).
Brug skruetrækkerindsatsen med nøglemålet 10 mm.
4.4.4.2 Forindstilling af højden på de yderste maskinfødder
4
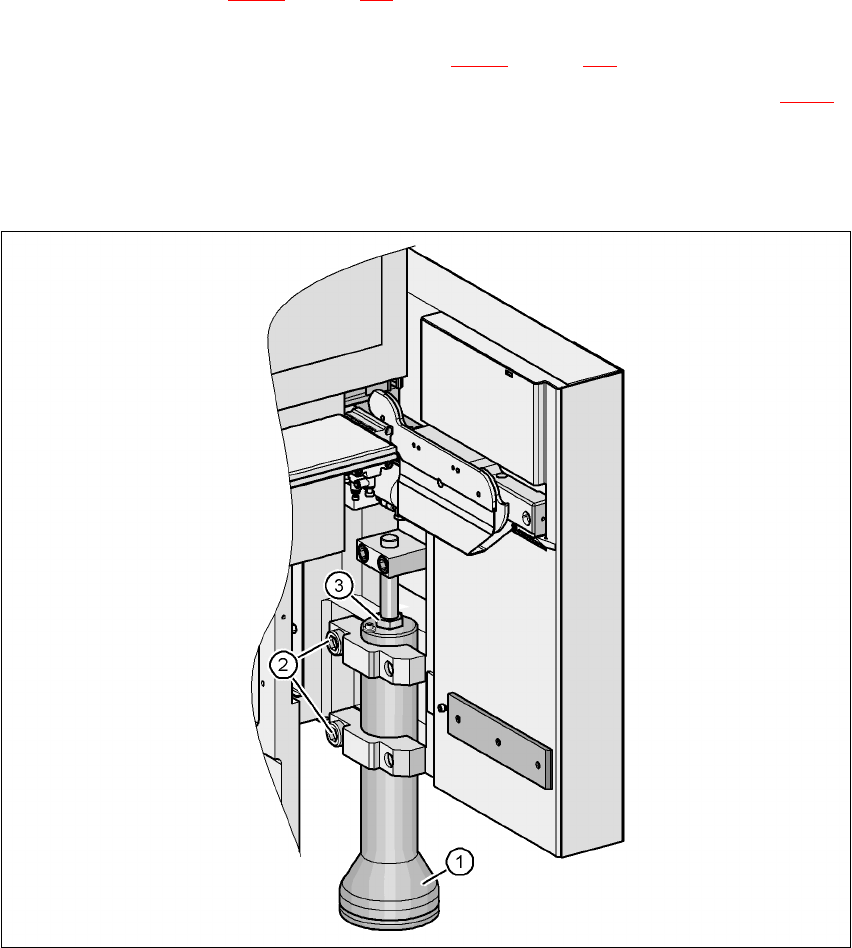
Fig. 4.4 - 6 Forindstilling af højden på maskinfødderne
(1) Maskinfod - 2 udførelser
(2) Unbracoskrue, M24x90
(3) Indstillingsskrue M24x2x120
4 Opstilling og ibrugtagning Driftsvejledning SIPLACE HF-serie
4.4 Opstilling af automaten Softwareversion SR.50x.xx Udgave 01/2006 DK
184
Æ Løsne forsigtigt de to unbracoskruer M24x90 (pos. 4 i Fig. 4.4 - 6) med skruetrækkerindsat-
sen (nøglemål 19 mm) og lad maskinfoden (pos. 5 i Fig. 4.4 - 6
) glide langsomt nedad.
Æ Isæt den passende maskinfod til den ønskede PCB-transporthøjde.
De yderste maskinfødder findes i to udførelser: 4
– yderste maskinfod til PCB-transporthøjden 830 mm, længde 369 mm,
artikel-nr. 03041008-01 (pos. 1 i Fig. 4.4 - 3
, side 180)
– yderste maskinfod til PCB-transporthøjderne 900, 930 og 950 mm, længde 439 mm,
artikel-nr. 03000890-02 (pos.2 i Fig. 4.4 - 3
, side 180)
Æ Gennemfør forindstillingen for hver yderste maskinfod.
Afstanden mellem maskinfod-underside og unterkant på maskinramme bør have følgende
værdier:
Æ Justér indstillingsskruen M24x2x120 (pos. 3 i Fig. 4.4 - 6) med gaffelnøglen SW 36 på en så-
dan måde, at afstandsværdierne fra ovenstående tabel nås for den pågældende transport-
højde.
Æ Sænk nu automaten forsigtigt ned med gaffeltrucken, til maskinfødderne berører gulvet lige
meget. En ekstra person bør i hvert fald kontrollere, at automaten bevæges stabilt under ned-
sænkningen. I givet fald skal klemningen til de yderste maskinfødder løsnes en smule.
Æ Fortsæt med at sænke automaten forsigtigt, til de yderste maskinfødder berører indstillings-
skruerne M24x2x120 (pos. 3 i Fig. 4.4 - 6
) til højdejustering.
Æ Sørg for, at de midterste maskinfødder (se punkt 2 i Fig. 4.4 - 3, side 180) endnu ikke berører
gulvet. Hvis det er nødvendigt, skrues de midterste maskinfødder en smule ind i automaten
eller ind i afstandsstykket.
HENVISNING 4
Beskrivelsen af den endelige justering af automaten findes i afsnit 4.4.15, side 219.
PCB-transporthøjde
Afstand mellem maskinfod-underside
og underkant på maskinramme
830 mm 120 mm
900 mm 190 mm
930 mm 220 mm
950 mm 240 mm

Driftsvejledning SIPLACE HF-serie 4 Opstilling og ibrugtagning
Softwareversion SR.50x.xx Udgave 01/2006 DK 4.4 Opstilling af automaten
185
4.4.5 Montering af monteringssæt på maskinens ramme
4.4.5.1 Montering af monteringssæt på PCB-outputsiden
Når automaten leveres, er monteringssættet på PCB-outputsiden og PCB-udgangstransporten
demonteret. Monteringssættet monteres på PCB-outputsiden på følgende måde:
– Montering af udgangstransport
se afsnit 4.4.6, side 186
– Montering af monteringssæt på PCB-outputsiden se afsnit 4.4.7, side 187
– Installation af akseenhed på HF og HF/3 se afsnit 4.4.8, side 194
– Montering af hovedfejlvisning se afsnit 4.4.13, side 214
– Integration af automaten i linien se afsnit 4.4.14, side 216
– Endelig justering af automaten se afsnit 4.4.15, side 219
4.4.5.2 Montering af monteringssæt på PCB-inputsiden
Var monteringssættet også demonteret på PCB-inputsiden af transportmæssige grunde, skal De,
før De integrerer automaten i linien, (se afsnit 4.4.14
på side 216) udføre følgende arbejdsskridt:
– Montering af indgangstransport
se afsnit 4.4.9, side 199
– Montering af monteringssæt på PCB-inputsiden se afsnit 4.4.10, side 201
– Installation af computerenhed på HF og HF/3 se afsnit 4.4.11, side 207
– Installation af akseenhed på HF og HF/3 se afsnit 4.4.8, side 194
– Montering af hovedfejlvisning se afsnit 4.4.13, side 214
– Integration af automaten i linien se afsnit 4.4.14, side 216
– Endelig justering af automaten se afsnit 4.4.15, side 219