N7201A643C.pdf - 第286页
EJM8D C - MB - 10E - 00 NPM - DX 面 补正 XY 2 10 -3 -3 工程师手册 10 - 3 13 13 确认是否已正常结束 14 准备取出面补正治具 卸下交换台车 ( → P.2 - 4) 打开安全盖 伺服开关置于 OFF 15 16 用手推面补正量具,将其送到前 / 后工序的设备或前 / 后工序的传送 带 17 19 20 18 选择 “ 轨道 2 ” ( 请参考步骤 ( P. 1 0 -3- 1…
EJM8DC-MB-10E-00
NPM-DX
10-3-2
8
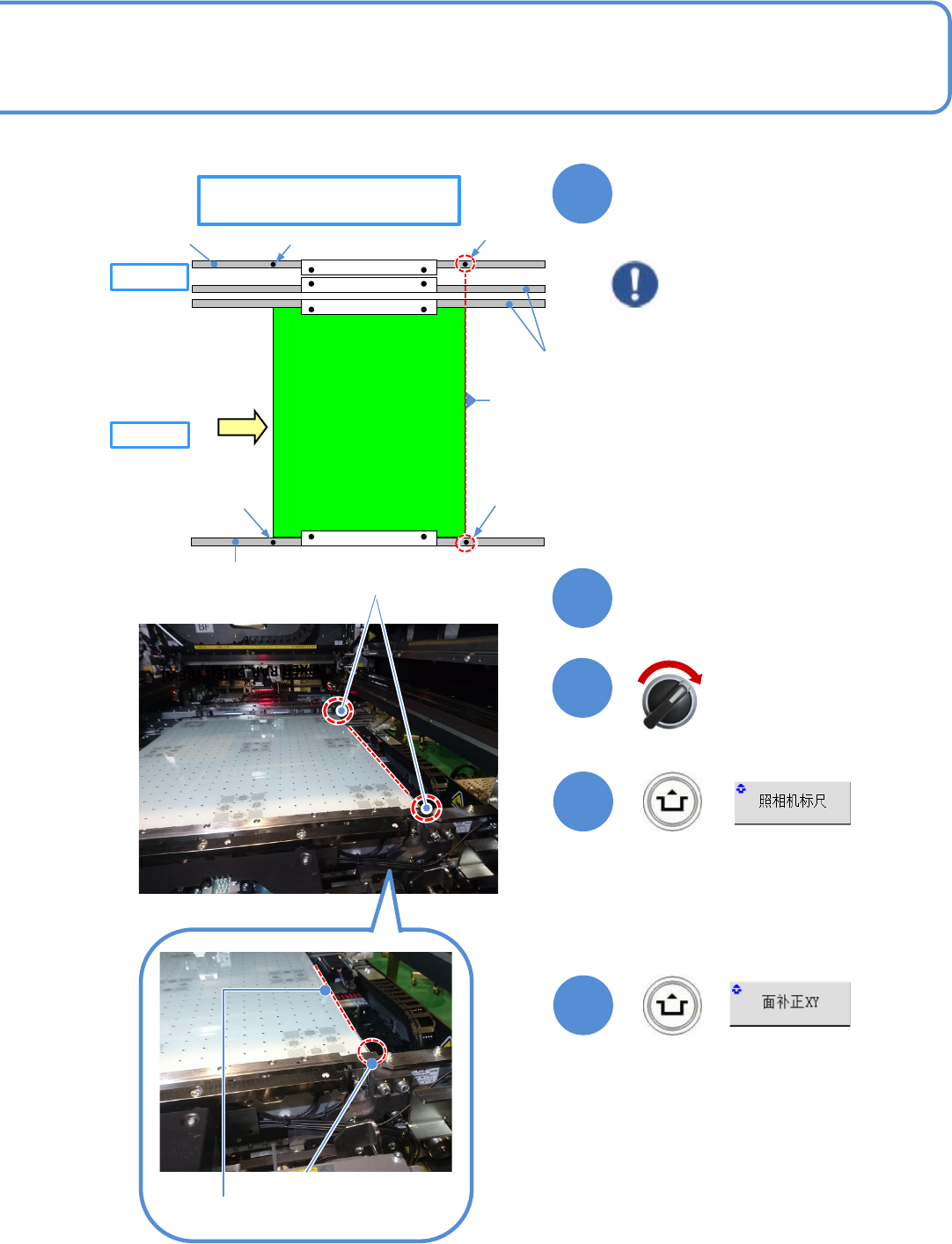
在轨道1上
将面补正治具 [N210147296AB]
按左图的方向设置
轨道1的设置
治具: N210147296AB
基准轨道
基准轨道
面补正治具
基准标记 (a)
面补正治具
边缘
轨道2
轨道1
FIXED RAIL SIDE (TYPE A)
可动轨道
基准标记 (a)
基准标记 (b)
基准标记 (b)
①请将面补正治具上印有『FIXED RAIL
SIDE (TYPE A)』的一端设在可动轨道侧。
②设置时要使面补正治具的端面边缘对准基
准轨道上的基准标记(a)。
(左→右流动、右→左流动都同样。)
③使基准轨紧贴到治具上。
需要由作业者2名在A基台和B基台
的两侧作业。
9
关闭安全盖
伺服开关置于ON
10
+
12
(面补正开始)
+
11
对照相机标尺实施。
●「照相机标尺」只要对其中一个轨道实施
即可。
(根据该说明,只要对轨道1实施,
轨道2不实施。)
基准标记 (a)
基准标记 (a)
面补正治具边缘
EJM8DC-MB-10E-00
NPM-DX
面补正XY 2
10-3-3
工程师手册
10-3
13
13
确认是否已正常结束
14
准备取出面补正治具
卸下交换台车 (→P.2-4)
打开安全盖
伺服开关置于OFF
15
16
用手推面补正量具,将其送到前/
后工序的设备或前/后工序的传送
带
17
19
20
18
选择“轨道2”
(请参考步骤 (P.10-3-1)
2
●对轨道2重复步骤 ~ 。
3
6
重复步骤 ~ 。
*关于照相机标尺的设定,
因为轨道2不需要设定,所以,
步骤 不需要实施。
17
9
11
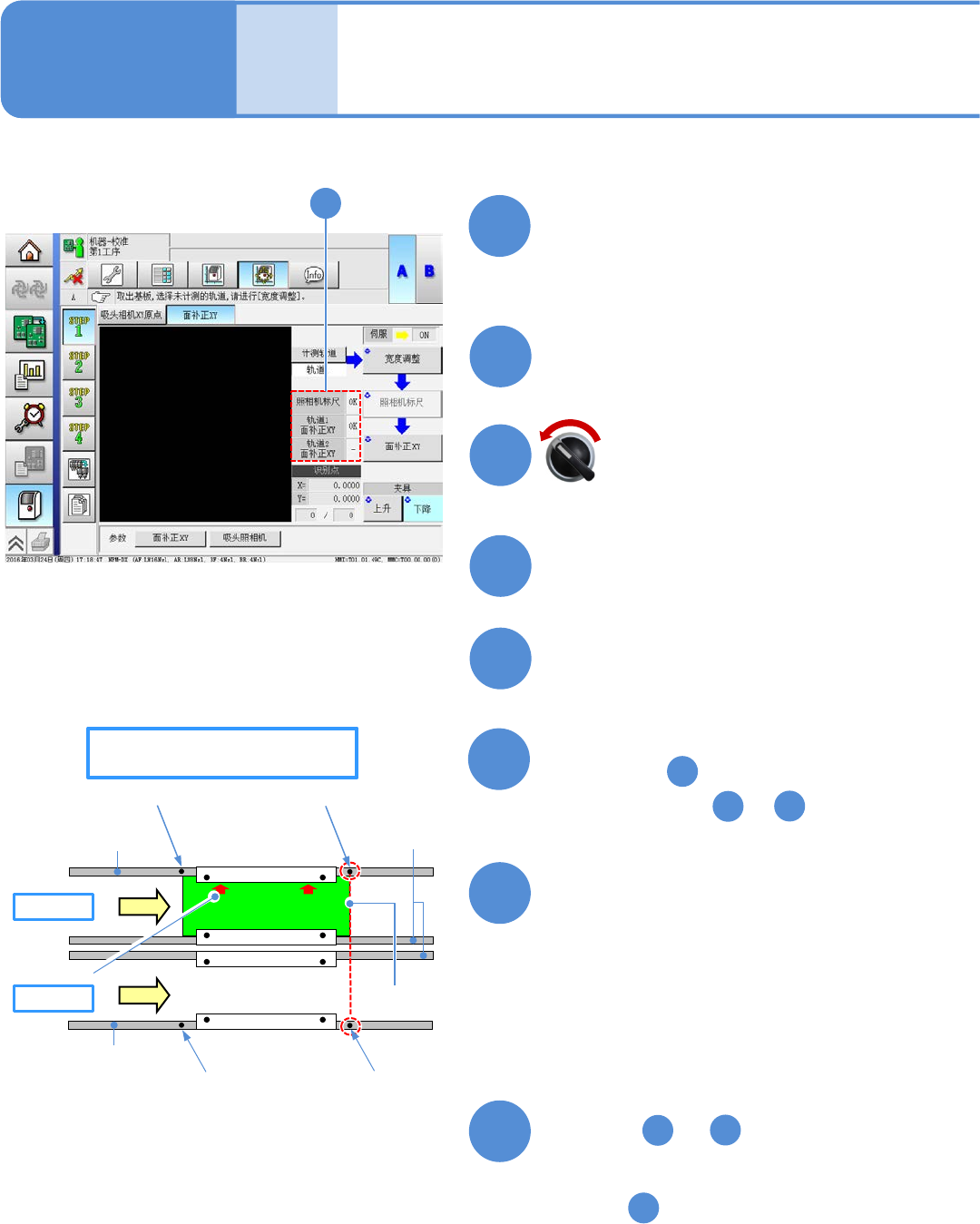
在轨道2上
将面补正治具 [N210141055AA]
按左图的方向设置
①设置时要使面补正治具的端面边缘对准
基准轨道上的基准标记(a)。
(左→右流动、右→左流动都同样。)
②将面补正治具的基准标记(b)设置在基准
轨道侧。
③使基准轨紧贴到治具上。
基准轨道
基准轨道
面补正治具
基准标记 (a)
面补正治具边缘
基准标记 (b)
轨道2
轨道1
轨道2的设置
治具: N210141055AA
可动轨道
基准标记 (a)
基准标记 (b)
基准标记 (b)
EJM8DC-MB-10E-00
NPM-DX
10-3-4
21
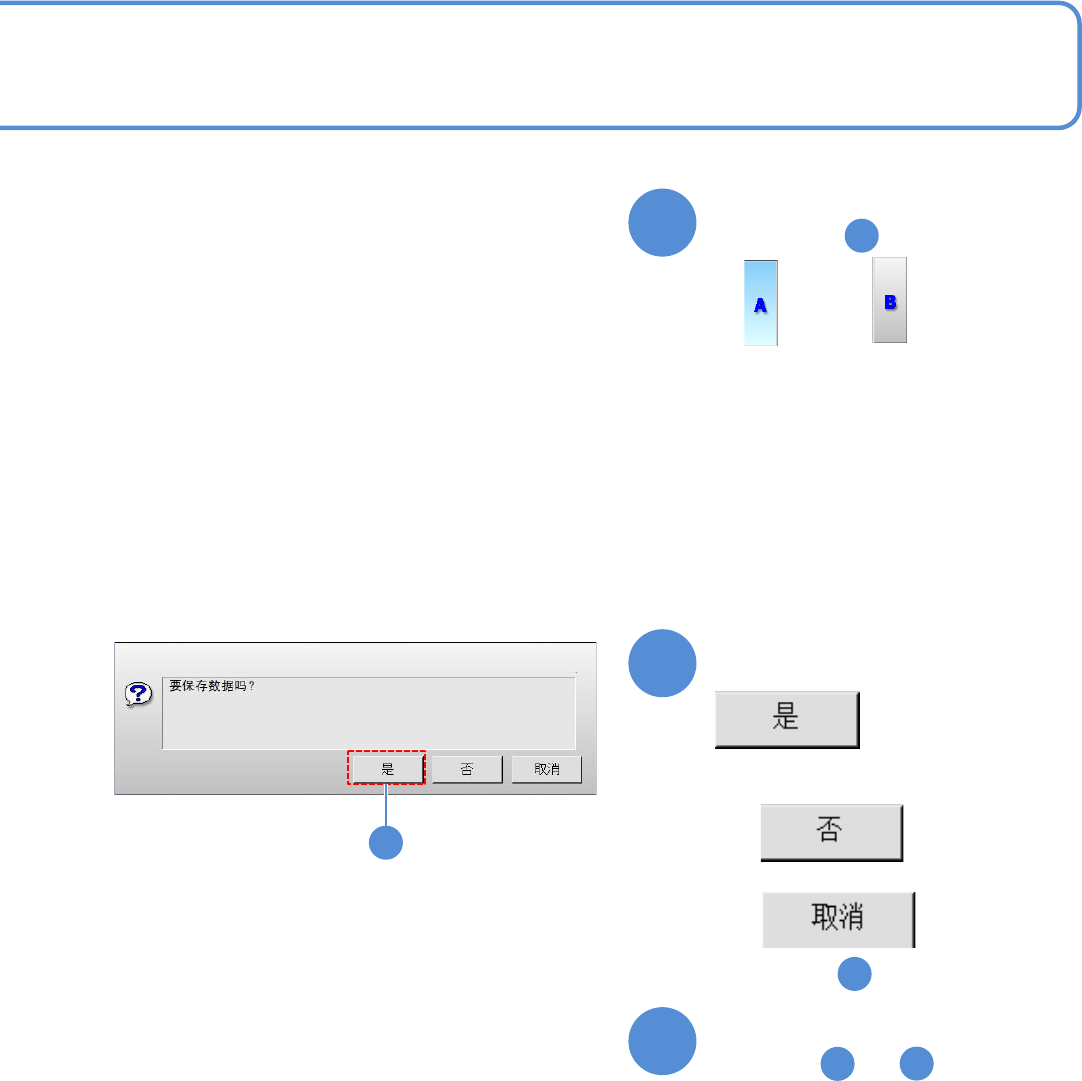
请选择未实施的基台。
(请参考步骤 (P.10-3-1))
确认提示
22
22
●不保存数据时
●取消时
(仍然是 的画面)
13
或
23
对每个基台
重复步骤 ~ 。
2
22
1
●「照相机标尺」是仅在任一个轨道
对A、B两个基台实施。
(共计实施2次。)
(根据该说明,只要对轨道1实施,
轨道2不实施。)
●「面补正」要在两个轨道对
A基台和B基台的两者实施。
(共计实施4次。)