KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第218页
4 – 11 5 4-10. 最適化 最適化 最適化 最適化 (1) 概要 最適化は,プログラム編集 で作成した生産プログラムデータの,フィーダ の装着位置,吸着 搭載順を最適にします。 最適化の出力結果は,下記にあげる様々な要因により影響されます。 表 表 表 表 4-10-1 最適化の要因 最適化の要因 最適化の要因 最適化の要因 要因 詳細要因 マシンセットアップの設定 ステーションの種類 ユニットの使用状況 生産プ…
4 - 114
4-9-2-2.
チェック結果の報
チェック結果の報チェック結果の報
チェック結果の報告
告告
告
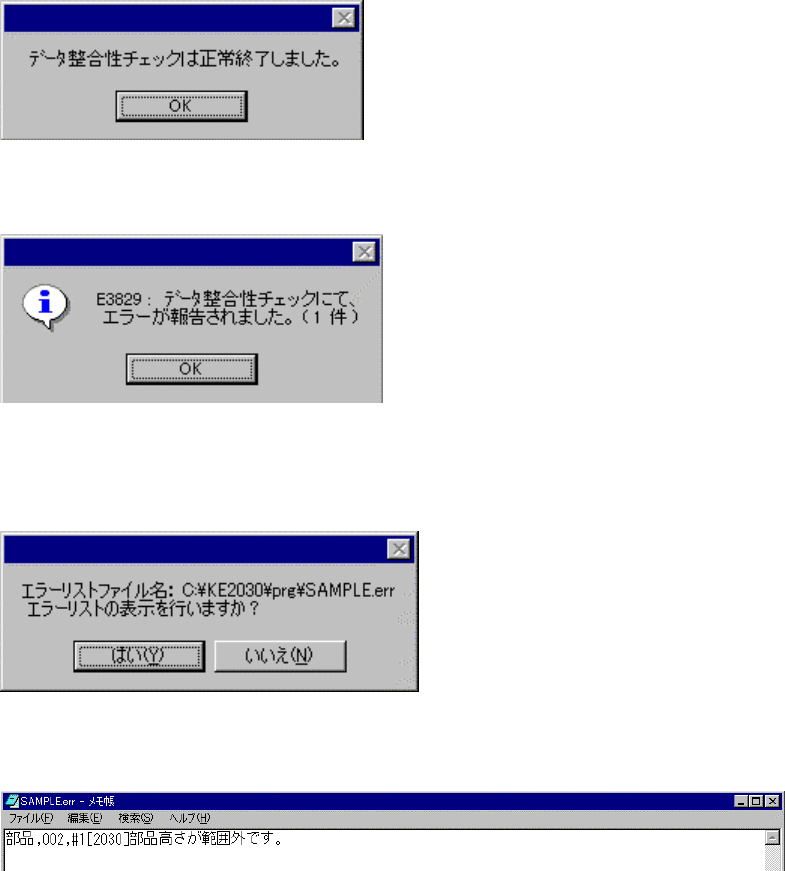
エラーの有無とエラーがある場合にはその件数がメッセージボックスで表示されます。
・正常終了の場合
・正常終了の場合・正常終了の場合
・正常終了の場合
・エラーが検出された場合
・エラーが検出された場合・エラーが検出された場合
・エラーが検出された場合
エラーが検出された場合<OK>ボタンを押すとエラー内容を表示するかどうかの問い合わせがあ
ります。
<OK>を選択するとエラー内容が windows に付属しているメモ帳にて表示されます。
エラーを検出したデータ種別,データ番号,エラー項目の名称,エラー要因の順で表示されます。
4 – 115
4-10.
最適化
最適化最適化
最適化
(1) 概要
最適化は,プログラム編集で作成した生産プログラムデータの,フィーダの装着位置,吸着
搭載順を最適にします。
最適化の出力結果は,下記にあげる様々な要因により影響されます。
表
表表
表 4-10-1 最適化の要因
最適化の要因最適化の要因
最適化の要因
要因
詳細要因
マシンセットアップの設定
ステーションの種類
ユニットの使用状況
生産プログラムデータ
使用するノズル
使用するフィーダ
生産に投入できる部品のリール数
センタリング方式
(2) 最適化パスの種類
最適化は下表に示す実行パス
実行パス実行パス
実行パスより構成されます。
表
表表
表 4-10-2 最適化パスの種類
最適化パスの種類最適化パスの種類
最適化パスの種類
パス
機能要約
フィーダ配置
各ステーションに分割されたプログラムデータに対して最適化
なフィーダの装着位置を出力します。
搭載順並び替え
フィーダ配置の出力に対し,最適な吸着搭載順を出力します。
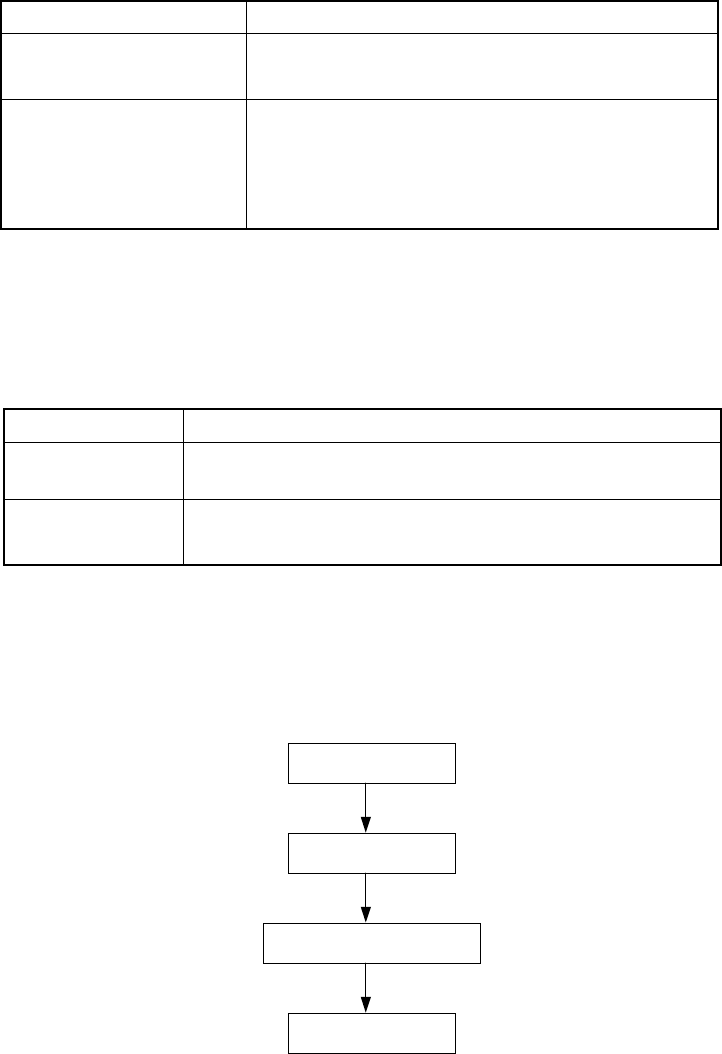
(3) 最適化フローと生産プログラムファイル
最適化フロー
最適化フロー最適化フロー
最適化フロー
最適化実行
フィーダ配置
搭載順並べ替え
最適化終了
図
図図
図 4-10-1
最適化フローと生産生産プログラムファイル
最適化フローと生産生産プログラムファイル最適化フローと生産生産プログラムファイル
最適化フローと生産生産プログラムファイル
4 – 116
(4) レイア優先順位
レイア優先順位は、下記の優先順位になっています。
◇ 搭載レイア > 部品レイア > 部品種・部品高さ(オプション使用時) >
小径ノズル順(オプション使用時)
例).
表
表表
表 4-10-3
レイア優先順位
レイア優先順位レイア優先順位
レイア優先順位
搭載レイア 部品レイア
部品種・部品高さ
(オプション使用時)
小径ノズル順
(オプション使用時)
1 1 1 501
3 4 3 503
4 4 4 502
6 3 1 504
7 7 7 508
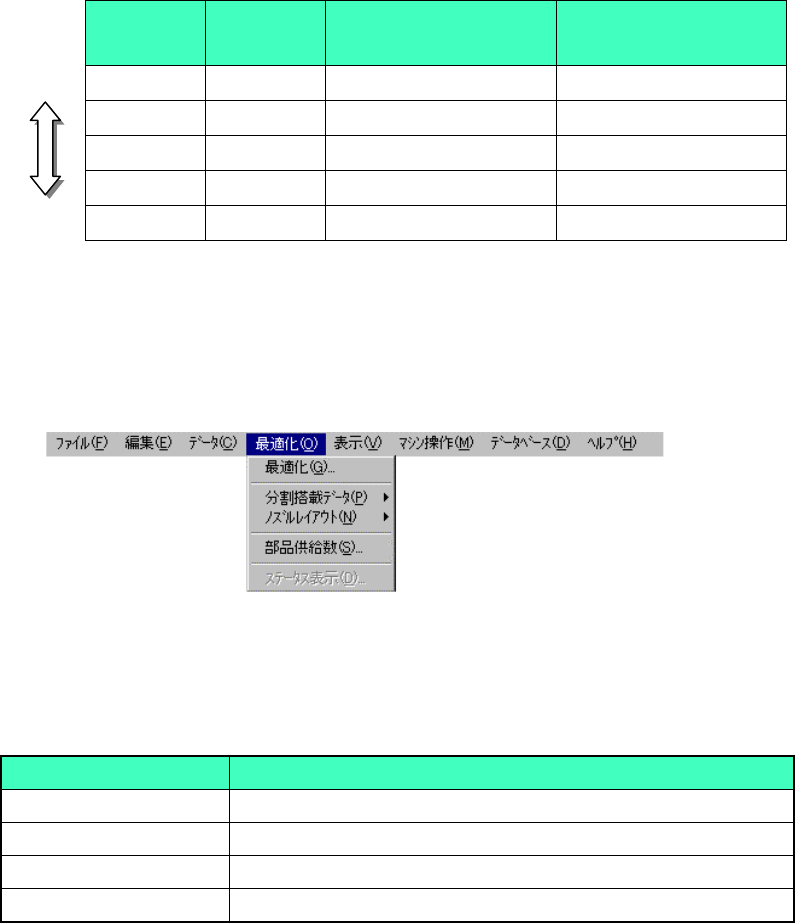
(5) 最適化メニュー構成
最適化メニューは,下記のように構成されています。
図
図図
図 4-10-2
最適化メニュー構成
最適化メニュー構成最適化メニュー構成
最適化メニュー構成
表
表表
表 4-10-4
最適化メニューの内容
最適化メニューの内容最適化メニューの内容
最適化メニューの内容
項目
項目項目
項目 内容
内容内容
内容
最適化(G) 最適化を実行および最適化に関するオプションを指定します。
分割搭載データ (P) 各ステーションに割り振られた搭載データを表示します。
ノズルレイアウト(N) 各ステーションに割り振られたノズルを表示します。
部品供給数 S) 部品毎に供給数(リール数)を設定します。
高い
高い高い
高い
低い
低い低い
低い