KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第22页
1 - 2 1-1-2. センタリングシステム センタリングシステム センタリングシステム センタリングシステム 本装置は,横からレーザ光を部品に当てて,その影を読み取り,部品の位置と角度を認識 するレー ザアラインセンサによるタッチレスセンタリング方式を採用しています。 図 図 図 図 1-1-2-1 Z 軸の上下により, バキュームで部品を吸着し, 部品にレーザ光を当てます。 部品でレーザ光がさえ ぎられた部分は,影になり,θ軸で部…
1 - 1
第
第第
第 1 章
章章
章
本装置の概要
本装置の概要本装置の概要
本装置の概要
1-1. 特長と仕様
特長と仕様特長と仕様
特長と仕様
本装置は,
KE-700
シリーズの後継シリーズ(
KE-2000
シリーズ)機種のひとつとなる表面実装部品
装着機であり,高速搭載を特長としています。
また,ホストラインコンピュータ(HLC)により,
KE-2000
シリーズ間のラインコントロールの
みならず,
KE-700
シリーズ及び,
JUKI
製接着剤塗布機,ソルダーペースト印刷機とのラインコント
ロールを可能とし,あらゆるアプリケーションに適した,生産機能を大巾に充実させるライン構築
を行うことが可能となります。
操作面では,
WindowsNT
をソフトウエアの
OS
(基本ソフトウエア)に採用し,操作性を向上させ
ています。
1-1-1.
特長
特長特長
特長
•
4ノズル同時認識可能な,新開発レーザアラインセンサ(
MNLA
)を2組装備し,独立的にX方向に
制御,同時に基板搬送の搭載ステーションを2箇所持ち,うち1箇所をY方向に駆動することによ
り,同時吸着同時搭載を実現しました。
•
2
ヘッド(計8ノズル)の同時吸着同時搭載により,
20,000cph
の高速搭載が可能です。
(330 mm
×
250 mm
の基板のほぼ全体に8部品同時吸着,
2
部品ずつ同時搭載したときの概算値で
す。
)
•
位置補正カメラ,高さ計測装置(オプション),フィーダ一括段取り機能(オプション),の装備
により,段取り時のマシン停止時間を最小化して高稼動率を実現します。
•
2
つのヘッド両方に装備された位置補正カメラは,パターンマッチング機能による高速基板マーク認
識を実現します。更に,高速基板搬送とあいまって,総合的な実質高速搭載性能を実現します。
•
レーザアライン計測時にチップ立ち状態の検出により吸着搭載信頼度が向上します。
•
基板サポート部(基板バックアップ)のモータ駆動化により,基板クランプ解除時の振動を防いで,
搭載後の部品ずれを防ぐとともに,クランプ,リリースの時間を短縮しました。
•
位置補正カメラと高さ計測装置によりカバーを開けずに段取り作業が可能になり,安全性能の向上
につながりました。
•
フィーダセット部に
LED
によるインジケータ(フィーダポジションインジケータ:
FPI
)(オプショ
ン)を設置,生産時の部品切れ通知,部品残量警告を行い,部品交換時の操作性向上を実現しまし
た。
•
WindowsNT
の採用により高い操作性を実現しました。
1 - 2
1-1-2.
センタリングシステム
センタリングシステムセンタリングシステム
センタリングシステム
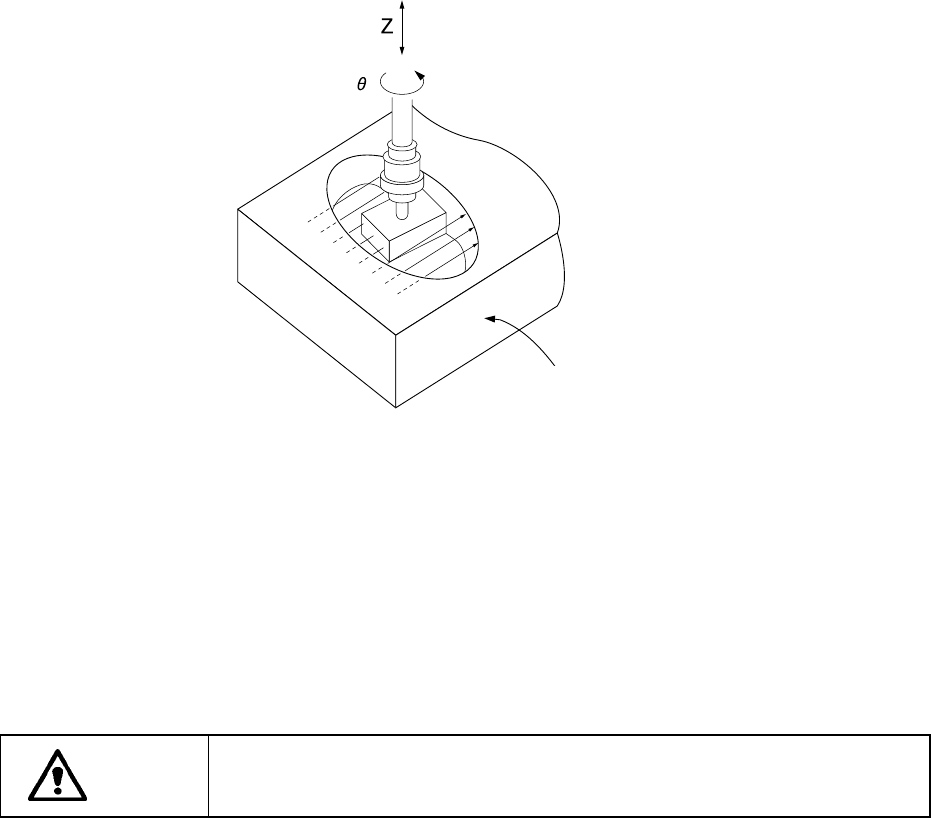
本装置は,横からレーザ光を部品に当てて,その影を読み取り,部品の位置と角度を認識するレー
ザアラインセンサによるタッチレスセンタリング方式を採用しています。
図
図図
図
1-1-2-1
Z 軸の上下により,バキュームで部品を吸着し,部品にレーザ光を当てます。部品でレーザ光がさえ
ぎられた部分は,影になり,θ軸で部品を回転させることで,その影の幅の変化がわかります。
影の幅の変化から,吸着した部品の位置ずれ及び角度ずれを求め,このずれ量を補正して搭載します。
レーザアラインセンサは,IEC825Class1 及び CDRH Class 1 に適合しています。本書に従って,使
用される場合には安全にお使いいただけます。
注意
本書に記述されていない手順での制御,調整,実行の使用は,危険な放射露光
を引き起こす可能性があります。
レーザアラインセンサ
1 - 3
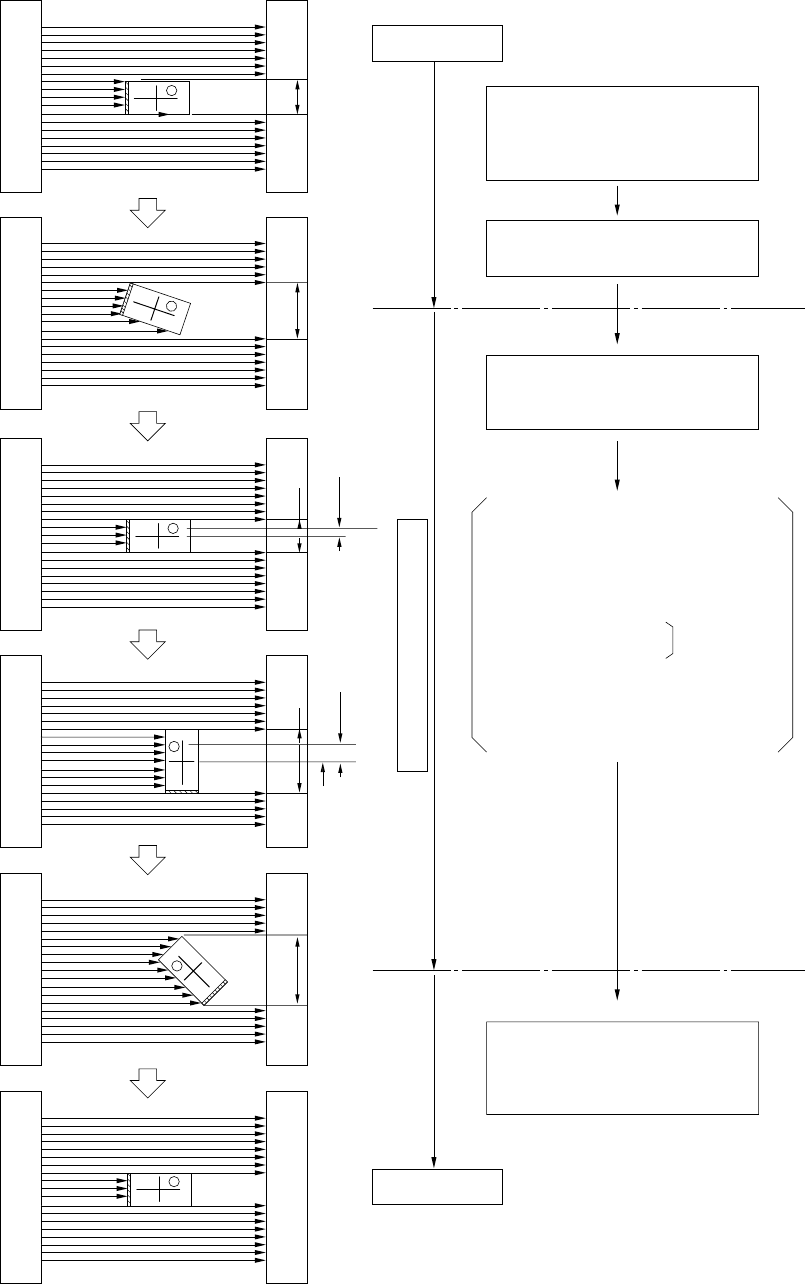
(1) レーザアラインセンタリングの流れ
レーザアラインセンタリングの流れレーザアラインセンタリングの流れ
レーザアラインセンタリングの流れ
ABCDE
d Yd X
図
図図
図 1-1-2-2
(-) 回転
(プリロード)
(+) 回転
(+) 回転
(+) 回転
補正
⑥
⑤
④
③
②
①
部品吸着
プリロード
Z 軸の駆動により部品を吸着し,
レーザアライン高さに部品を合
わせる
(ノズル中心)
(部品中心)
レーザアライン計測
補正
搭載
次に(-)方向にθを回転する
(プリロード)
θ軸を(+)方向に回転させて,
レーザアラインの計測開始
計測途中で陰の幅が最小となる ③④
を見つける。
ここでノズル中心は,既にわかって
いるため部品中心との差から
Y方向のずれ dX がわかる。
X方向のずれ dY
また ③ あるいは ④ における
θモータのエンコーダ出力から
角度のずれ dθを知ることができる。
位置ずれ (dX, dY)
角度ずれ (dθ)
を補正して搭載