KE2030取扱説明書Ver.2.01,和文Rev.09.pdf - 第327页
6 - 5 (3) バックアップピンのレイアウト バックアップピンのレイアウト バックアップピンのレイアウト バックアップピンのレイアウト 1) 生産基板に合 わせてバックアップ テーブル⑮ 28 上にバックアップ ピン⑰を配置して下 さい。 (標準で 8 本添付 M ) 12 本( L ) 16 本( E ) 2) 基板裏面に部品がある場合は,これを避けて下さい。 QFP 等の搭載の精度 が求められる部品の下には ,バックアップピ…
6 - 4
6-1-3-2.
基本的な調整
基本的な調整基本的な調整
基本的な調整
(1)
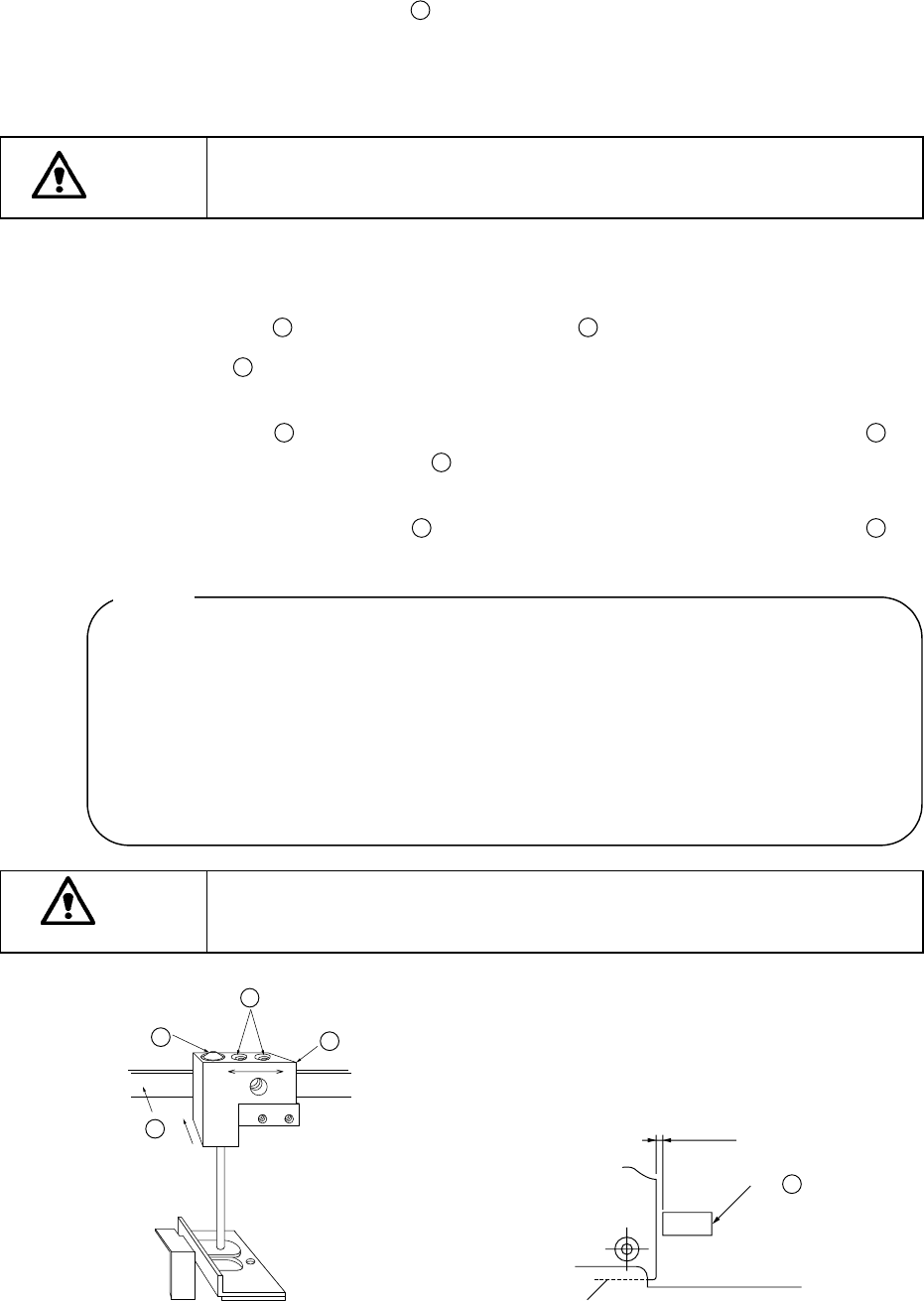
搬送レール幅の調整
搬送レール幅の調整搬送レール幅の調整
搬送レール幅の調整(図
6-1-3-1
)
1)
ハンドルシャフトにハンドノブ
35
を取付け,生産基板幅+
1 mm
にセットします。
2)
基板を搬送レールの全域にわたって動かし,スムーズに動くことを確認して下さい。
3)
調整が終了したらハンドノブは,取外し,本体側面にある台に置いて下さい。
危険
不意の起動による事故を防ぐため,電源を切ってから行って下さい。
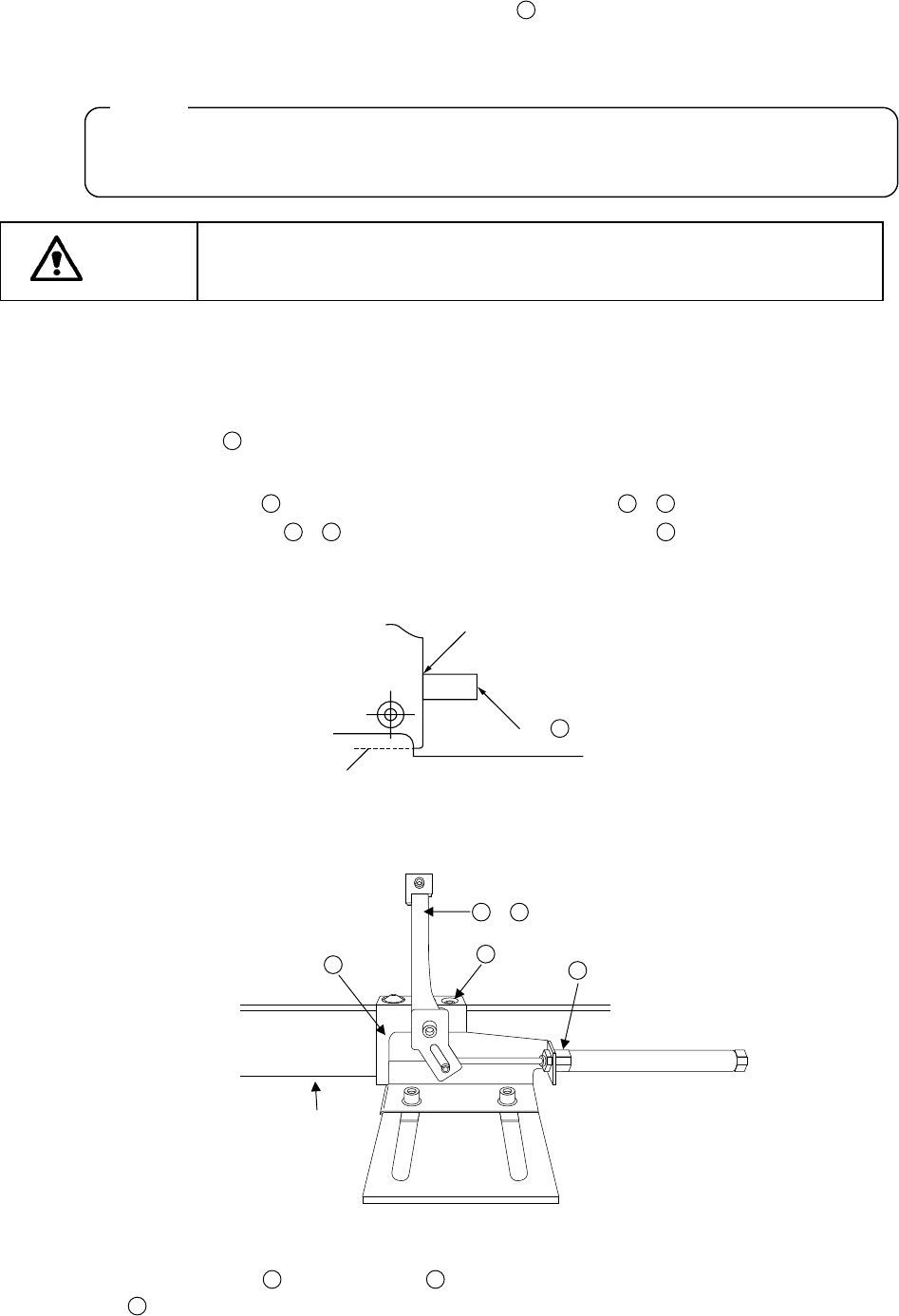
(2)
センタリングピンの
センタリングピンのセンタリングピンの
センタリングピンの調整
調整調整
調整(外形基準の場合,この項は不要です。)(図
6-1-3-2
,図
6-1-3-3
)
1)
本体の電源をオフし,エアバルブもオフにします。
2)
ガイドブロック
36
を固定している
M4
六角ボルト
37
を添付品ボールレンチで緩めます。
3)
ストッパ⑪
24
を手で動かし,基板の中央付近,切欠けは避けて,生産基板をストッパに
突き当てます。
4)
ガイドブロック
36
をX方向にスライドさせ,基板の基準穴とセンタリングピン⑭
27
を
合わせます。この時,ストッパ⑪
24
と基板の間に
0.5mm
のクリアランスを設けて下さ
い。クリアランスが小さすぎると基板がスムーズにセットされない場合があります。
5)
ガイドブロックをガイドレール
38
に矢印の方向に押しつけながら,
M4
六角ボルト
37
を
締め,ガイドブロックを固定して下さい。
①
上記
(2)
の
1)
から
5)
までの調整を電源オン,エアバルブオンの状態でマニュアル
制御の搬送系の個別制御と自動制御を使用しての調整も可能です。
②
センタリングピンを移動した時は,必ずマシンセットアップの基準ピンの位置を
再入力して下さい。入力されないとデータの基準の位置がズレてしまいます。
③
同一仕様の基板の場合,調整の必要はありません。
④
上記
(2)
の
1)
から
5)
までの調整は,電源を入れ,マニュアル制御の搬送系の個別
制御,または自動制御を用いても行えます。(第9章マニュアル制御参照)
危険
不意の起動による事故を防ぐため,電源を切ってから行って下さい。
0.5mm
図
図図
図
6-1-3-2
図
図図
図
6-1-3-3
⑭
27
37
38
36
⑪
24
押付方向
基板
注意:
注意:注意:
注意:
6 - 5
(3) バックアップピンのレイアウト
バックアップピンのレイアウトバックアップピンのレイアウト
バックアップピンのレイアウト
1) 生産基板に合わせてバックアップテーブル⑮
28
上にバックアップピン⑰を配置して下
さい。(標準で 8 本添付 M) 12 本(L) 16 本(E)
2) 基板裏面に部品がある場合は,これを避けて下さい。
QFP 等の搭載の精度が求められる部品の下には,バックアップピンを配置されると精度
の向上が計れます。
危険
不意の起動による事故を防ぐため,電源を切ってから行って下さい。
(4) 外形基準の調整
外形基準の調整外形基準の調整
外形基準の調整(ピン基準の場合,この項は不要です)(図 6-1-3-4,図 6-1-3-5,図 6-1-3-6)
1) 本体の電源をオフし,エアバルブもオフにします。
2) ストッパ⑪
24
を手で動かし,基板の中央付近,切欠けを避けて,生産基板をストッパに
突き当てます。
3) ガイドブロック
36
をX方向にスライドさせ,プッシャ A
44
,
45
を手で動かし,基板の
端面とプッシャ A
44
,
45
を合わせます。この時,ストッパ⑪
24
と基板を密着させて下
さい。
図
図図
図 6-1-3-4
図
図図
図 6-1-3-5
4) ガイドブロック
36
をサポートバー
38
に矢印の方向に押しつけながら,M4 六角ボルト
37
を締め,ガイドブロックを固定して下さい。
基板
密着
注意:
注意:注意:
注意:
⑪
24
44
,
45
37
38
36
押す方向
6 - 6
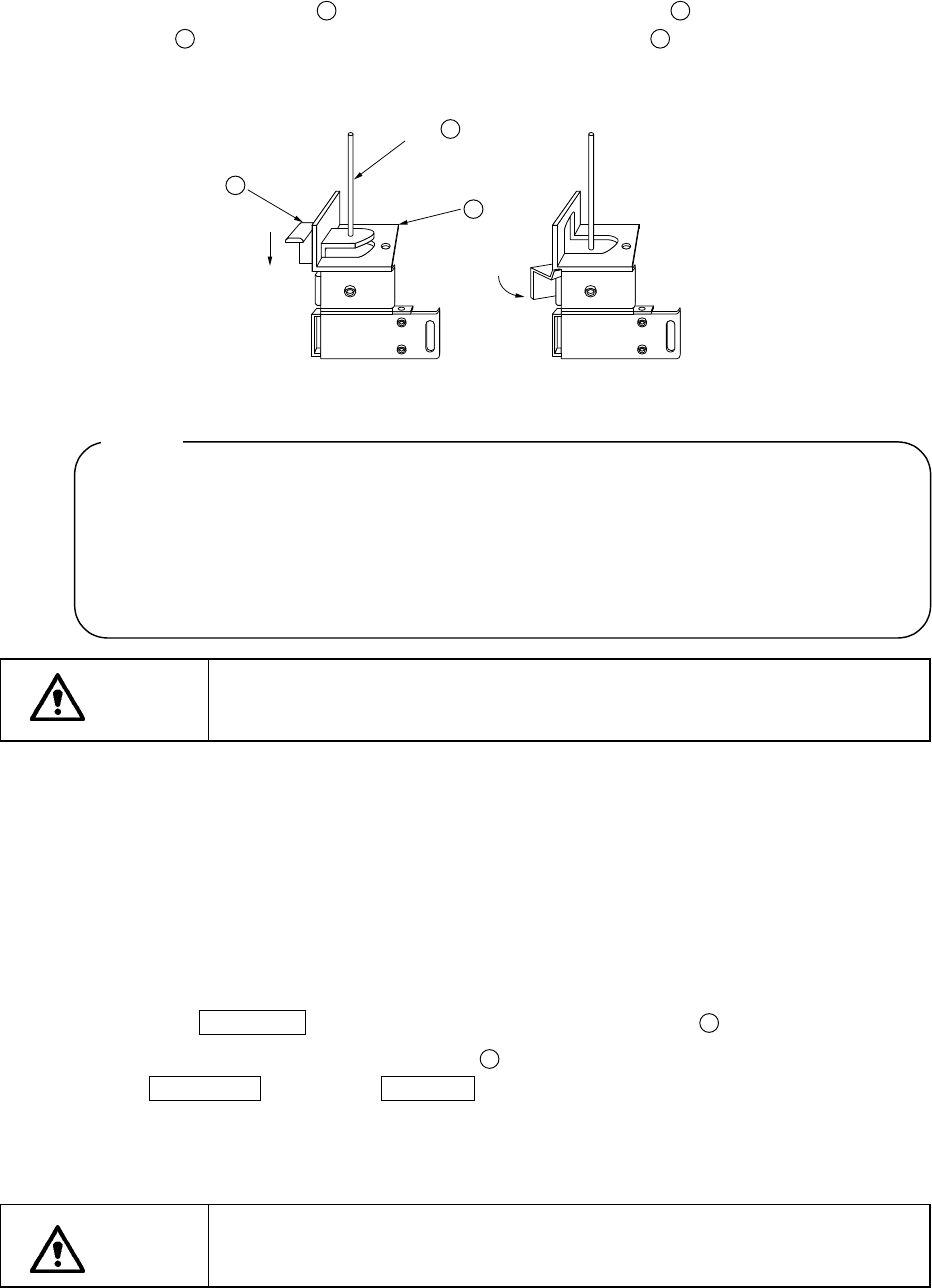
5) センタリングピン⑭
27
は使用しないので,ストッパレバー
B
を押し下げ,ダンパプレ
ート
C
に引掛けるように回転させ,センタリングピン⑭
27
が下がった状態にロックし
ます。
図
図図
図 6-1-3-6
① 上記の(4) 外形基準の調整の 1)より 5)までの調整を電源オン,エアバルブオンの状態で
マニュアル制御の搬送系の個別制御と自動制御を使用しての調整も可能です。
② ストッパを移動した場合は,必ずマシンセットアップの外形基準の位置を再入力して下
さい。入力しないと基準位置がズレます。
③ 同一仕様の基板の場合,調整の必要はありません。
危険
不意の起動による事故を防ぐため,電源を切ってから行って下さい。
(5) センタリングピンの位置入力
センタリングピンの位置入力センタリングピンの位置入力
センタリングピンの位置入力(外形基準の場合,この項は不要です)(図 6-1-3-6)
1) 本体の電源をオンし,エアバルブもオンします。
イニシャライズ(原点出し)を行って下さい。
2) [マシンセットアップのメカセットアップ]をポップアップで起動し,BU プレート⑫を上
昇させます。
3) 次に[設定グループの基準ピン]での位置を選択します。
4) HOD の CAMERA キーを押すと,OCC がセンタリングピン⑭
27
上に移動します。
5 CRT を見ながら,センタリングピン⑭
27
の中心をティーチングして下さい。
( WINDOW キーまたは 2POINT キーを使用します。)
6) 続いて従動ピンについてもティーチングを行って下さい。
(マシンセットアップ 7-2-2-3 参照)
危険
人身事故への損害を防ぐため,HOD 操作中は装置内部に手を入れたり,顔や頭
を近づけないで下さい。
B
⑭
27
C
注意:
注意:注意:
注意: