NPM通用型转印装置.pdf - 第53页
NPM X / NPM 通用型转印装置 4.1 转印材料的初始供给方法与成膜确认 MFTU-EJM9BC- MB-04N-17 Page 4-3 4.1 转印材料的初始供给方法与成膜确认 4.1.1 转印材料的初始供给方法 1 在注射器上粘贴刻度贴纸。 刻度贴纸的 1 刻度应相当于初期供给量。 与武藏高科技公司制 PSY-30E 同等规格 ( 注射器内径 : 23 mm) 时 将初期投入量设为 5.5 cm 3 时, 1 刻…
NPM X / NPM
通用型转印装置
4.1
转印材料的初始供给方法与成膜确认
Page 4-2 MFTU-EJM9BC-MB-04N-17
关于生产中的转印材料供给方法
推荐在生产中进行转印材料的自动供给。自动供给适合于将转印材料的使用量设为最小限度的供给方法。
实施自动供给时,需要在交換台车上安装气体供给装置。
生产准备的流程
4.1
转印材料的初始供给方法与成膜确认
4.1.1
转印材料的初始供给方法
4.1.2
成膜的确认
[
补充
]
关于初始供给量
4.2
自动供给参数的设定
4.2.1
转印材料的吐出量的计测
4.2.2
每
1
个包装的转印消费量的计测
4.2.3
转印可能次数的算出
4.2.4
材料供给气压的调整
安装转印材料
(请参照
‘2.3
转印材料的安装
’
)
生产
NPM X / NPM
通用型转印装置
4.1
转印材料的初始供给方法与成膜确认
MFTU-EJM9BC-MB-04N-17 Page 4-3
4.1
转印材料的初始供给方法与成膜确认
4.1.1
转印材料的初始供给方法
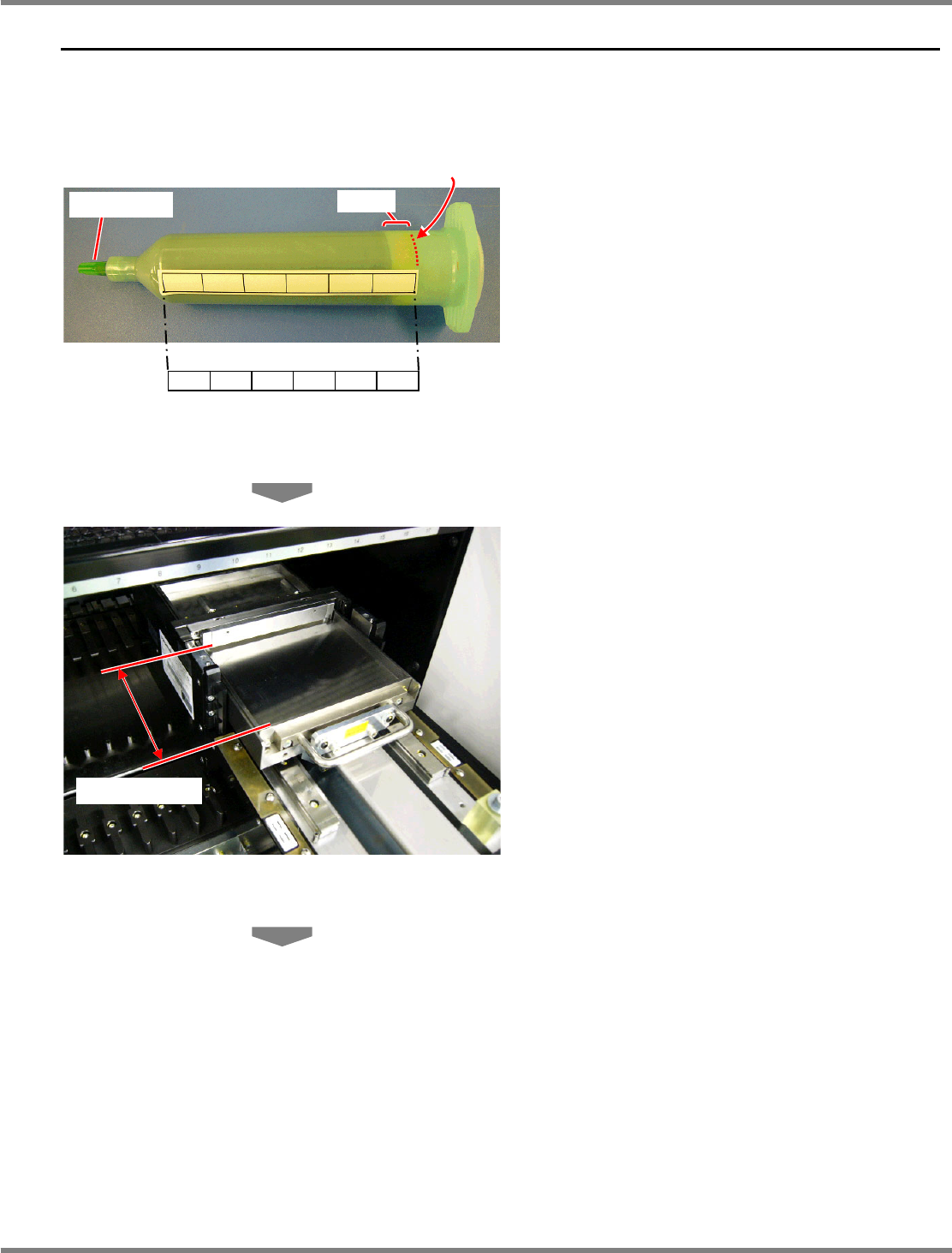
1
在注射器上粘贴刻度贴纸。
刻度贴纸的
1
刻度应相当于初期供给量。
与武藏高科技公司制
PSY-30E
同等规格
(
注射器内径
:
23 mm)
时
将初期投入量设为
5.5 cm
3
时,
1
刻度的长度为
: 13 mm
使注射器前端朝左侧,将注射器放置水平状态。
请将贴纸右边线对齐到注射器内的柱塞外形
线,然后粘贴。
关于初期供给量的计算,请参阅后述的
“
关于
初始供给量
”
。
2
将转印台移动,以使刮板的位置在离转
印台内壁约有
100 mm
之处。
此时请勿抬上或拿住转印台的把手。
有可能造成刮板前端损伤。
有可能造成调节量设定值变动。
从前侧往内侧推时,请用双手拿住转印台前侧
的角,在水平状态下往里推。
从内侧往前侧推时,请用双手拿住转印台内侧
的角,在水平状态下往外推。
3
拆下注射器前端的盖。
MFTU-NPM-PIC105
柱塞的外形线
刻度标签
注射器
注射器的前端
柱塞
MFTU-NPM-PIC106
约
100 mm

NPM X / NPM
通用型转印装置
4.1
转印材料的初始供给方法与成膜确认
Page 4-4 MFTU-EJM9BC-MB-04N-17
4
将注射器的前端贴在刮板的下方后向
转印台供给转印材料。
拆下注射器尾部的盖后,用结实的棒状物将柱
塞往下压。
在离刮板双边缘约
10 mm
的范围内使注射器左
右反复移动几次。
转印材料的高度必须均匀。
若有凸起部分,溢出传感器可能会感应出来。
5
注射器的柱塞下降 1 个刻度后,要停止
供给转印材料。
下降
1
个刻度表示已供给初期供给量
5.5 cm
3
。
(
注射器上粘贴的刻度贴纸的
1
刻度表示
5.5
cm
3
。
)
MFTU-152P
MFTU-NPM-PIC107
MFTU-NPM-PIC108
约
10 mm
约
10 mm