NPM通用型转印装置.pdf - 第67页
NPM X / NPM 通用型转印装置 4.2 自动供给参数的设定 MFTU-EJM9BC- MB-04N-17 Page 4-17 4.2.3 转印可能次数的算出 转印可能次数 S 按以下公式求取。 S = 1 / k ・ {(L / M) / H} ····· ( 式 2) H: 生产系数 2 吸嘴头 H = 2 3 吸嘴头、 3 吸嘴头 V2 H = 3 4 吸嘴头 H = 4 8 吸嘴头、 轻量 8 吸嘴贴装头 包装外形尺寸 超…
NPM X / NPM
通用型转印装置
4.2
自动供给参数的设定
Page 4-16 MFTU-EJM9BC-MB-04N-17
4.2.2
每
1
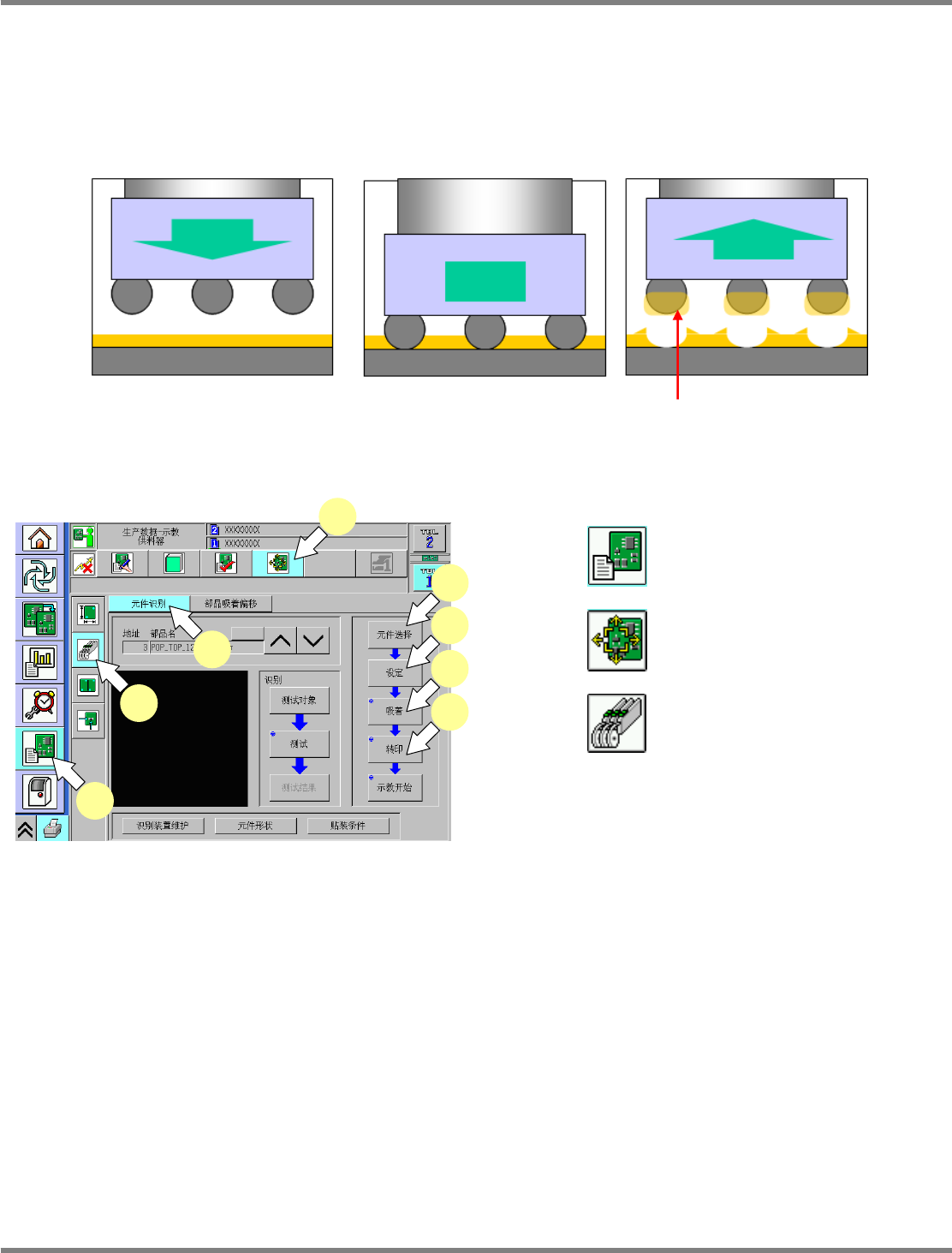
个包装的转印消费量的计测
请测定转印前与转印后的包装的重量,来求取。
但是,可以想象到由于转印材料的成分、温度变化以及焊锡点的表面状态的不同,转印消费量会有偏差,
所以请作为求取自动供给时的大概目标来使用。
请事前计测要转印的元件的重量。
请在实测转印消费量之前,实施
‘4.1
转印材料的初始供给方法与成膜确认
’
。
1
按下
。
2
按下
。
3
按下
。
4
按下
[
元件识别
]
。
5
按下
[
元件选择
]
,选择要进行转印的元
件。
6
按下
[
设定
]
,决定吸着条件。
7
按下
[
吸着
]
,进行吸着。
8
按下
[
转印
]
,进行转印。
将元件从吸着吸嘴上取下,然后测定转印以后
的元件质量。
根据转印前与后的包装的重量差来求得转印消
费量。
转印消费量
下降
停止
上升
P4-13-01C
2
4
3
1
5
6
7
8
NPM X / NPM
通用型转印装置
4.2
自动供给参数的设定
MFTU-EJM9BC-MB-04N-17 Page 4-17
4.2.3
转印可能次数的算出
转印可能次数
S
按以下公式求取。
S = 1 / k
・
{(L / M) / H} ····· (
式
2)
H:
生产系数
2
吸嘴头
H = 2
3
吸嘴头、
3
吸嘴头
V2
H = 3
4
吸嘴头
H = 4
8
吸嘴头、
轻量
8
吸嘴贴装头
包装外形尺寸
超过
12
角时
: H = 4
12
角以下时
: H = 8
轻量
16
吸嘴贴装头、
轻量
16
吸嘴贴装头
V2
H = 16
k:
转印材料利用率系数
这里作为
0.7
。
因为
1
趟中不会进行头的全吸嘴数量的包装的转印,所以要乘上系数。
L:
吐出量
[
g
]
按照
‘4.2.1
转印材料的吐出量的计测
’
来求得。
M:
每
1
个包装的转印消费量
[
g
]
按照
‘4.2.2
每
1
个包装的转印消费量的计测
’
来求得
对
(式
2
)
的小数点以后进行舍去的原因,是为了多投入供给量,防止材料用完。
小数点以后舍去
小数点以后舍去
小数点以后舍去
NPM X / NPM
通用型转印装置
4.2
自动供给参数的设定
Page 4-18 MFTU-EJM9BC-MB-04N-17
(例题)
请算出以下条件时的转印可能次数。
转印材料的吐出量
: L=1.63 ×10
-
2
[
g
]
(自动供给条件
压力
: P = 0.25 [MPa]
供给时间
: T = 1 [s]
)
(参照
‘4.2.1
注射器的拆卸
’
项实测后求取。)
每
1
个包装的转印消费量
: M = 1.49 × 10
-3
[
g
]
(参照
‘4.2.2
刮刀装置、刮板以及转印台的清扫和检查
’
项实测后求取。)
生产系数
(
1
趟中转印
H
个)
: H = 4
转印可能次数
S
的算出
S = 1 / k
・
{(L / M) / M} ·······
(式
2
)
k:
转印材料利用率系数
0.7
L / M = 1.63
10
-2
/ (1.49
10
-3
)
= 10.9
将小数点以后舍去后
/ M = 10
(个)
(L / M) / H = 10 / 4
= 2.5
将小数点以后舍去后
(L / M) / H = 2
(次)
因此、
S = 1 / k·{(L / M) / H}
= 1 / 0.7
2
= 2.8
(次)
将小
点以后舍去后、
S = 2
(次)
因此、自动供给参数为
压力
: 0.25 [MPa]
、
自动供给时间
: 1 [s]
转印可能次数
: 2
(次)