CP43操作手册.pdf.pdf - 第51页
Part 1 • STN 1: Parts Pickup Parts are picked fr om the feeder tape. • STN 2: Large Parts Pickup Check This station inspects large parts. • STN 3: P θ (Pre Theta) Picked parts are checked to confirm that their theta orie…
Part 1
6.2.4 Functions of Each Station
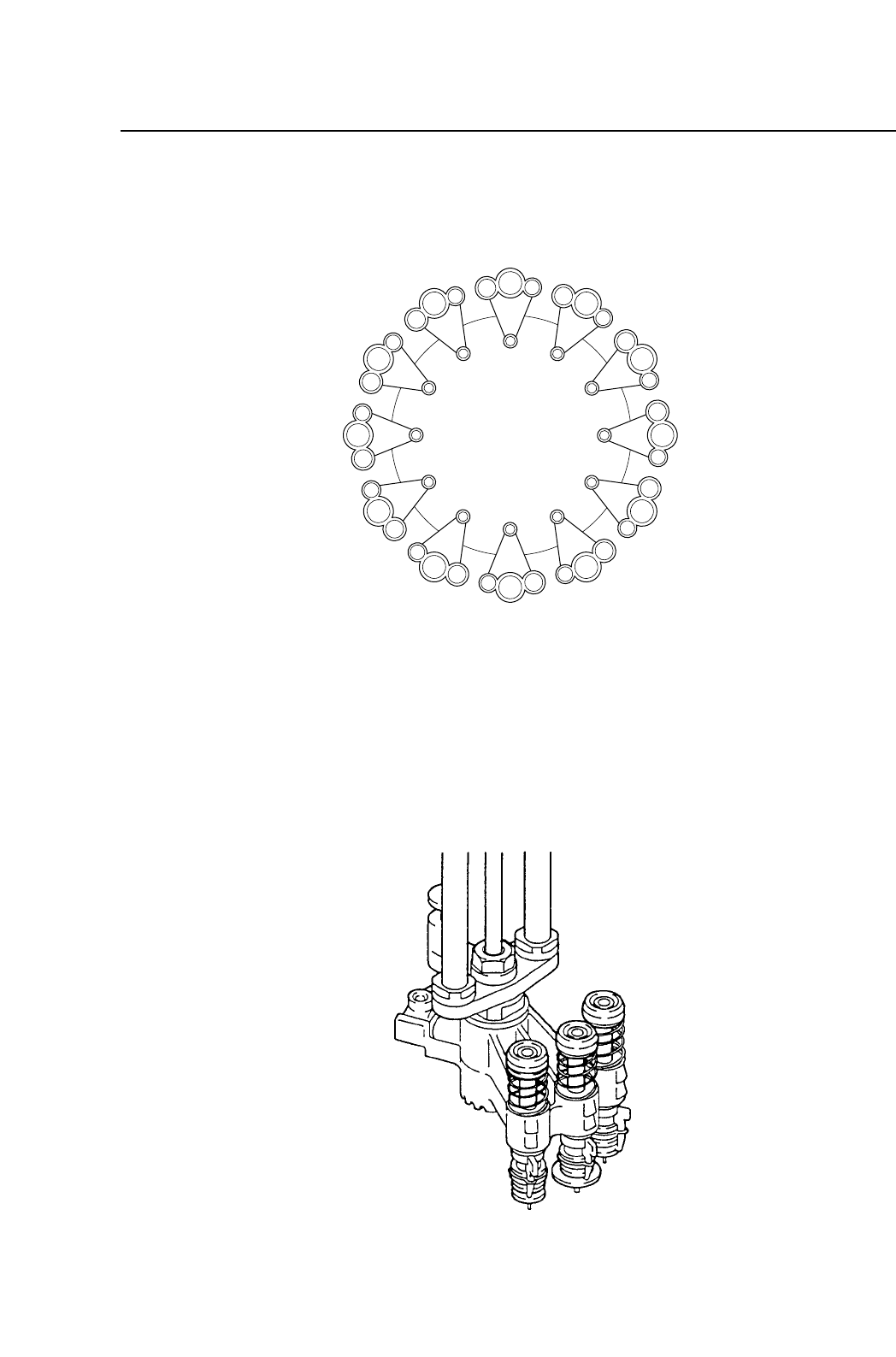
The twelve placing heads, labelled A to L, form twelve stations
which rotate clockwise.
Each station has three heads: a large, medium and small nozzle, for
picking up large, medium and small parts. These nozzles are held
in place by nozzle holders, as shown in the illustration above.
Each head is located at a station, numbered 1 through 12. The
functions of each station are listed below:
L
M
S
L
M
S
L
M
S
L
M
S
L
M
S
L
M
S
L
M
S
L
M
S
L
M
S
L
M
S
L
M
S
L
M
S
ST1
ST12
ST11
ST10
ST9
ST8
ST7
ST6
ST5
ST4
ST3
ST2
B
A
C
D
E
F
G
H
I
J
K
L
1 – 37
FCP IV-3 Operation
Chapter 6 Basic Operation
Version 4.0

Part 1
• STN 1: Parts Pickup
Parts are picked from the feeder tape.
• STN 2: Large Parts Pickup Check
This station inspects large parts.
• STN 3: Pθ (Pre Theta)
Picked parts are checked to confirm that their theta orientation
is roughly where it should be, and rough corrections are made,
as follows:
Parts Orientation Corrective Rotation Angle
0˚ ~ 45˚ 0˚
45˚ ~ 180˚ 90˚
180˚ ~ 315˚ -90˚
315˚ ~ 0˚ 0˚
Further adjustments are made at station 6.
• STN 4: Inspection
The part is inspected and the corrections are computed.
• STN 5: No Function
• STN 6: Fθ (Fine Theta)
Using the calculations derived from the image in station four,
in conjunction with the coordinates obtained from reading the
fiducial marks on the board, final adjustments are made in
positioning the part.
• STN 7: Parts Placement
Using the previously obtained coordinate data, the part is
placed on the board.
• STN 8: No Function
• STN 9: Nozzle Check
The nozzle position in the Z axis is checked to ensure that the
nozzle has returned to its raised position.
• STN 10: Reject Parts Dump and Nozzle Position Check
Parts deemed by the vision system as defective or outside
dimensional tolerances are dumped at this station into the
reject box. The nozzle which was used is checked here also.
1 – 38
FCP IV-3 Operation
Chapter 6 Basic Operation
Version 4.0
Part 1
• STN 11: Nozzle Change
A nozzle that is compatible for picking the next part is selected
and the nozzle change operation is carried out accordingly.
• STN 12: Nozzle Change Check
A check is carried out to confirm that the appropriate nozzle
has been selected.
If a nozzle change alarm has occurred then the head that has
caused the alarm will stop here.
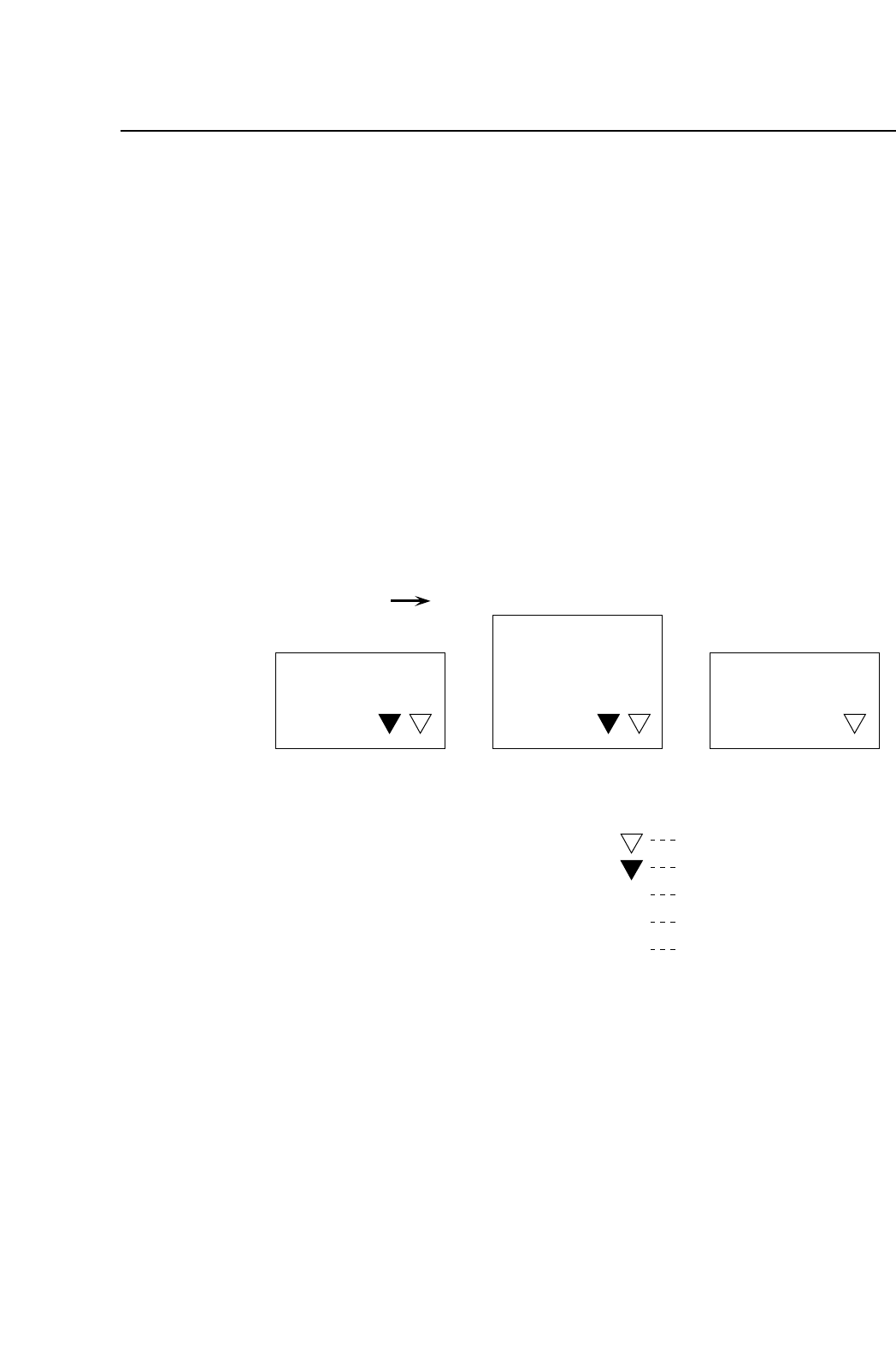
6.2.5 Parts of the Board Loader System
The FCP IV-3 has three conveyor systems to transport boards and a
table to hold the board during production. These conveyors are
called the in conveyor, the main conveyor and the out conveyor. It
is possible to have one board on each conveyor. Although the
board usually moves from left to right as shown, it is also possible
for the board to move the other way. In this case, the names of the
conveyors remain the same, as do their loading capacities.
Board flow
M
##
M
❈
In conveyor
M
Main conveyor Out conveyor
Board-arrived sensor
Deceleration sensor
Board-passed sensor
Board transport sensor
Motor
❈
#
M
1 – 39
FCP IV-3 Operation
Chapter 6 Basic Operation
Version 4.0