CP43操作手册.pdf.pdf - 第75页
Chapter 1 Automatic Operation Part 2 1.1.7 Nozzle Check Function This function checks the production pr ogram to confirm that the appropriate nozzle is installed in each holder . This is done by performing a check on the…
Chapter 1 Automatic OperationPart 2
If a nozzle of the same diameter as Nozzle_size_CP4 does not exist
in Machine_data, an error will occur when the program is
transmitted.
In this case the error 1101108? will be generated, where ? is the
device number divided by 13 and truncated.
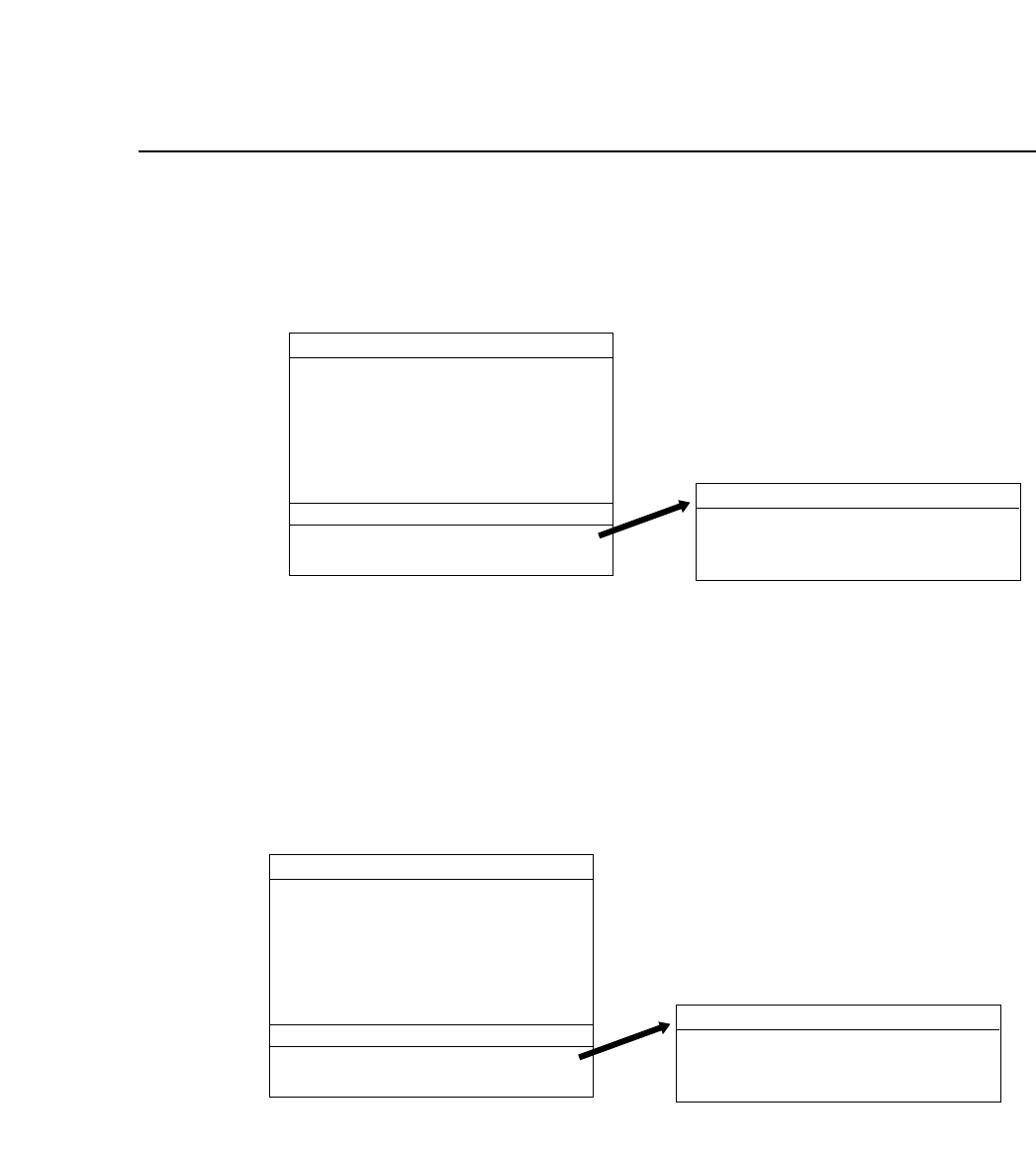
As with automatic selection, if there is no value larger than the
smallest permissible reflective disk value input in Proper data,
vision processing cannot be carried out properly and an error will
result.
If all the values in the program's Machine_data are smaller than the
smallest permissible reflective disk value input in Proper data, the
machine will judge this nozzle to be unusable and the error code
1101D04 will occur while the program is being transmitted.
Program
Machine_data
38. S_nozzle_size : 1.0
39. M_nozzle_size : 1.3
40. L_nozzle_size : 2.5
42. S_back_light_size:12
43. M_back_light_size:12
44. S_back_light_size:25
Device_data
D1 RECT3216120
D2 RECT2125C
Part data
D1 RECT3216120
16. Back_light_min :30
17. Nozzle_size_max : 1.3
19. Nozzle_size_CP4 : 1.0
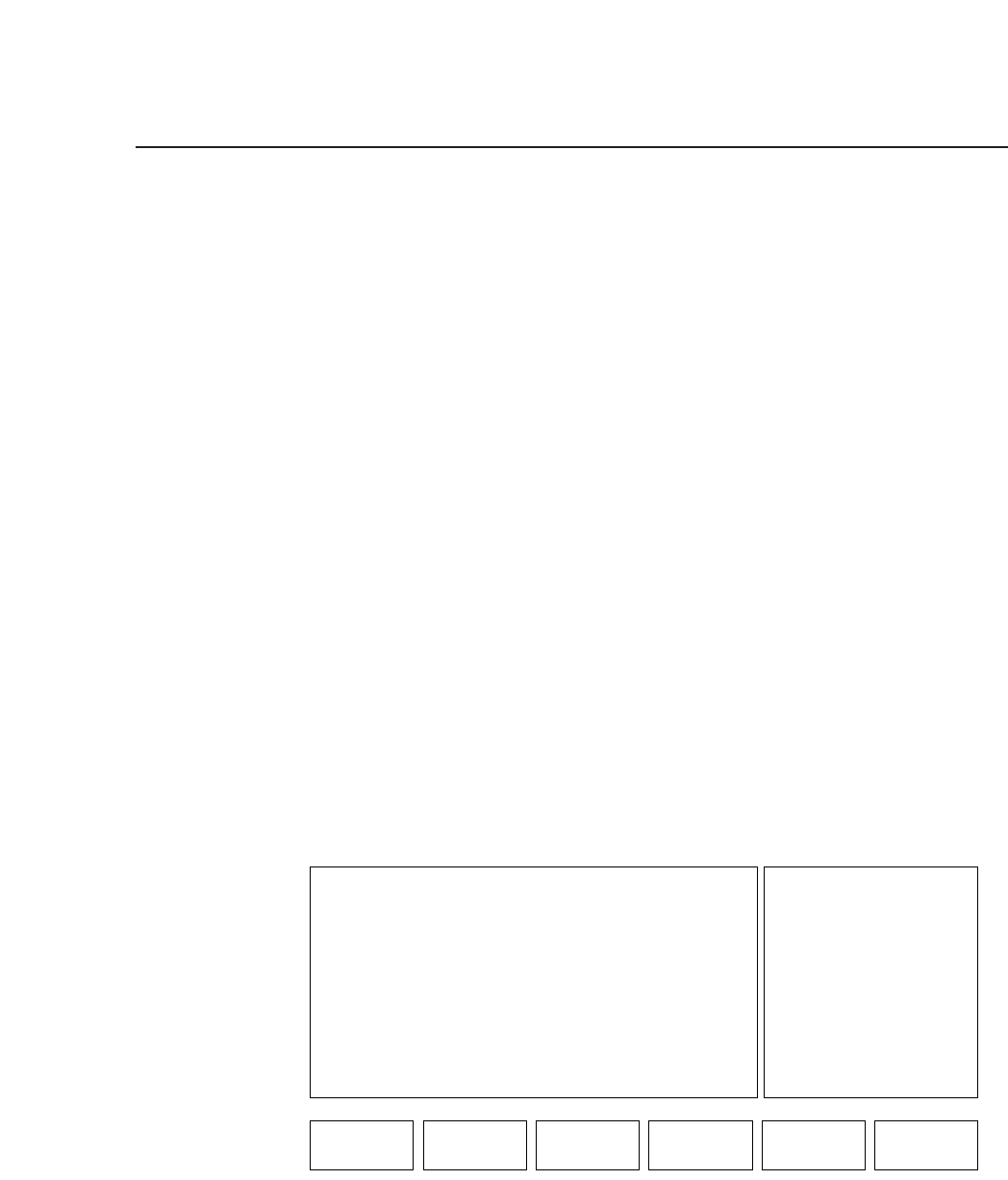
Program
Machine_data
38. S_nozzle_size : 0.7
39. M_nozzle_size : 1.3
40. L_nozzle_size : 2.5
42. S_back_light_size:12
43. M_back_light_size:12
44. S_back_light_size:25
Device_data
D1 RECT3216120
D2 RECT2125C
Part data
D1 RECT3216120
16. Back_light_min :12
17. Nozzle_size_max : 1.3
19. Nozzle_size_CP4 : 1.0
2 – 6Version 2.0
FCP IV-3 Operation
Chapter 1 Automatic OperationPart 2
1.1.7 Nozzle Check Function
This function checks the production program to confirm that the
appropriate nozzle is installed in each holder. This is done by
performing a check on the nozzle diameter and the background
disk diameter.
If a program has been transmitted to the foreground, then once
program changeover has been completed.the Nozzle Check
function is carried out when automatic operation begins. However,
if the nozzles installed in the previous production program have
the same nozzle diameter and background disk diameter as the
nozzles set to be used in the current production program then no
check is performed. If either the nozzle diameter or the
background disk diameter are different then a check is performed.
It is necessary to set Proper data for this function to work. Make
the setting in the following manner:
Proper
124. Nozzle Check SW: This Proper data function sets
whether or not the function will be
performed. Set it to YES or NO.
When the Nozzle Check function is operative a display like the one
below will appear.
SET: Press this key to set the selected nozzle.
▲: Press this key to move the cursor up.
▼: Press this key to move the cursor down.
RETURN: Press this key to return the display to page 000/000.
"UNSET" is displayed in red and "SET" is displayed in green.
SET ▼ RETURN
HOLDER Noz.Diam. LUMI.DIAM
S Holder 0.70mm 12mm UNSET
M Holder 1.30mm 12mm SET
L Holder 2.50mm 25mm UNSET
Press [SET] to Define Nozzle Diameter
Ready
▲
2 – 7Version 2.0
FCP IV-3 Operation

Chapter 1 Automatic OperationPart 2
1.2 Automatic and Step Operation
There are two operation modes: Automatic and Step. The differences
between the two are explained below.
1.2.1 Automatic Operation
In automatic operation, the machine operates continuously without
stopping between each sequence. When the last board has been fed
out, the machine will suspend operation but will automatically
resume when a new board is loaded. Under the following
conditions, the machine will stop and exit automatic operation.
• The [CYCLE STOP] button has been pressed.
• The production schedule has been set to one board, and
sequences for that board are completed.
• There are no parts, or an error has occurred in automatic
recovery mode.
• There are no parts, or an error has occurred in placing (error
stop mode).
• The nozzle skip function is being used, and the number of
disabled nozzles has exceeded the preset limit.
• Large parts are not being picked up.
• An emergency alarm has occurred.
• The calculation of data necessary for placing parts does not
finish in time.
• Vision processing does not finish in time.
1.2.2 Step Operation
The machine operates one sequence at a time.
After every sequence, the message "Press START" appears. After
the last sequence the board is removed from the XY table and the
message "Press START" appears. During production, when there is
no board on the XY table, a board is loaded, and after one sequence,
the message "Press START" appears. In all other aspects the
machine operates as if it were in automatic operation mode.
2 – 8Version 2.0
FCP IV-3 Operation