DEUKYX-193-4110_G5S2_VOL4.pdf - 第377页
DEUKYX 5-7 193-41 10 2.2 Ursachen-basierende Fehlerbehebung Zahnkranz Verschmutzung/ Bauteil verklebt Aufnahmeposition Positionierung/ Positionsabweichung Suppressor Lift/Verformung/ Bauteil klebt an Innenseite Vorderer …
DEUKYX
5-6193-4110
2.2 Ursachen-basierende Fehlerbehebung
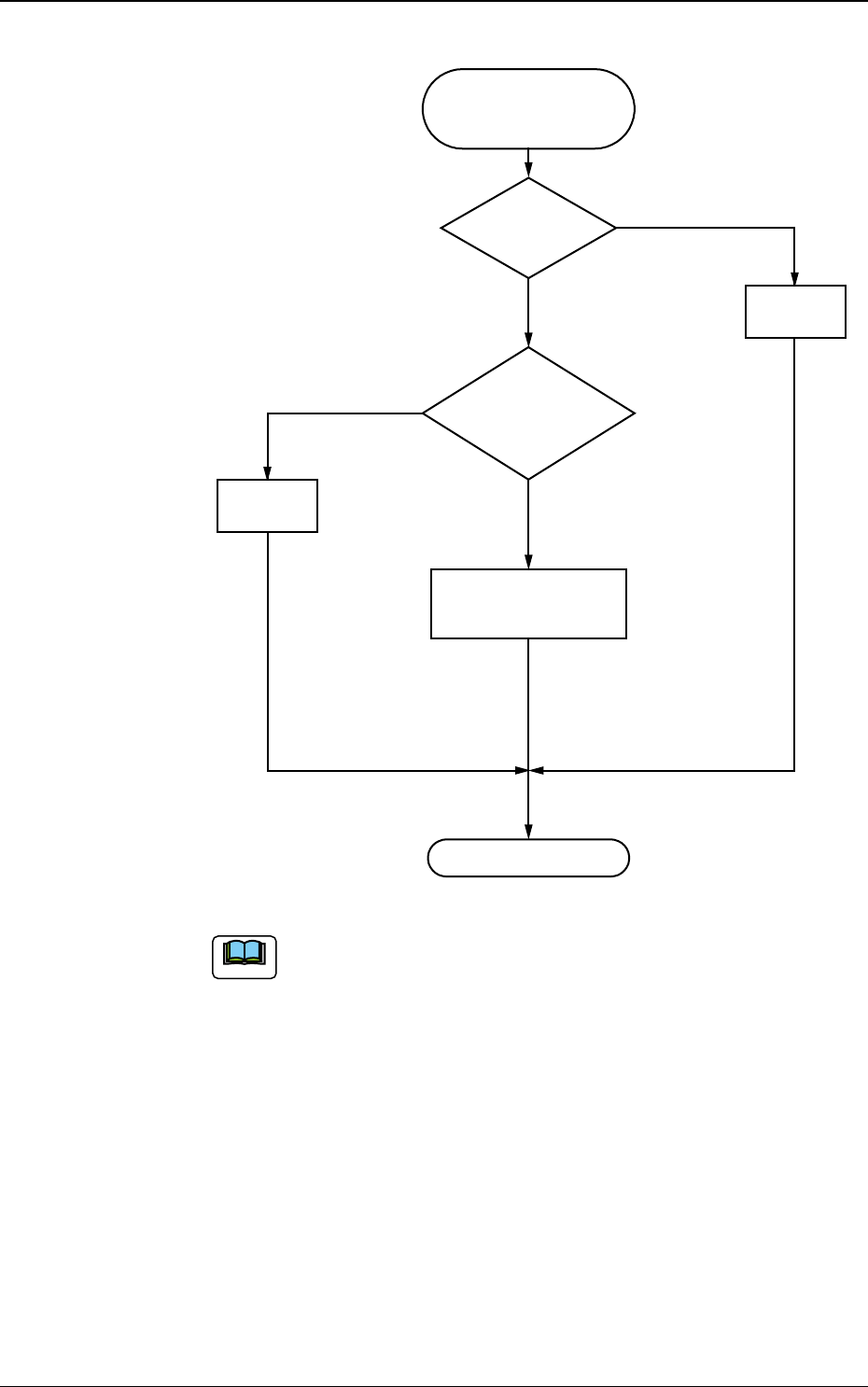
(2) Häuge Aufnahmefehler an einem bestimmten Feeder-Einschub
OK
NG
OK
OK
NG
Einstellung
Häufige Aufnahmefehler
an einem bestimmten
Feeder-Einschub
Feeder-
Prüfung
Vergleich mit
Bauteil-Bibliot
heksdaten
Korrektur
Prüfung der Feeder
(B) Offset-Daten
Funktionsprüfung
Hinweis (b)
Hinweis (a)
F4E4
Hinweis
(a) In den Abbildungen „F4E5“ und „F4E6“ auf der nächsten Seite nden
Sie die Prüfpositionen bei Gurt-Feedern.
(b) Wenn ein mit verschiedenen Bauteilen geladener Gurt-Feeder
installiert ist, müssen die Aufnahmeposition (Daten) überprüft
und die Offsetdaten des Feeders (B) für neue Bauteile nach
Programmänderung gelöscht oder geändert werden, da sie auf die
vorherigen Bauteile abgestimmt sind.
DEUKYX
5-7193-4110
2.2 Ursachen-basierende Fehlerbehebung
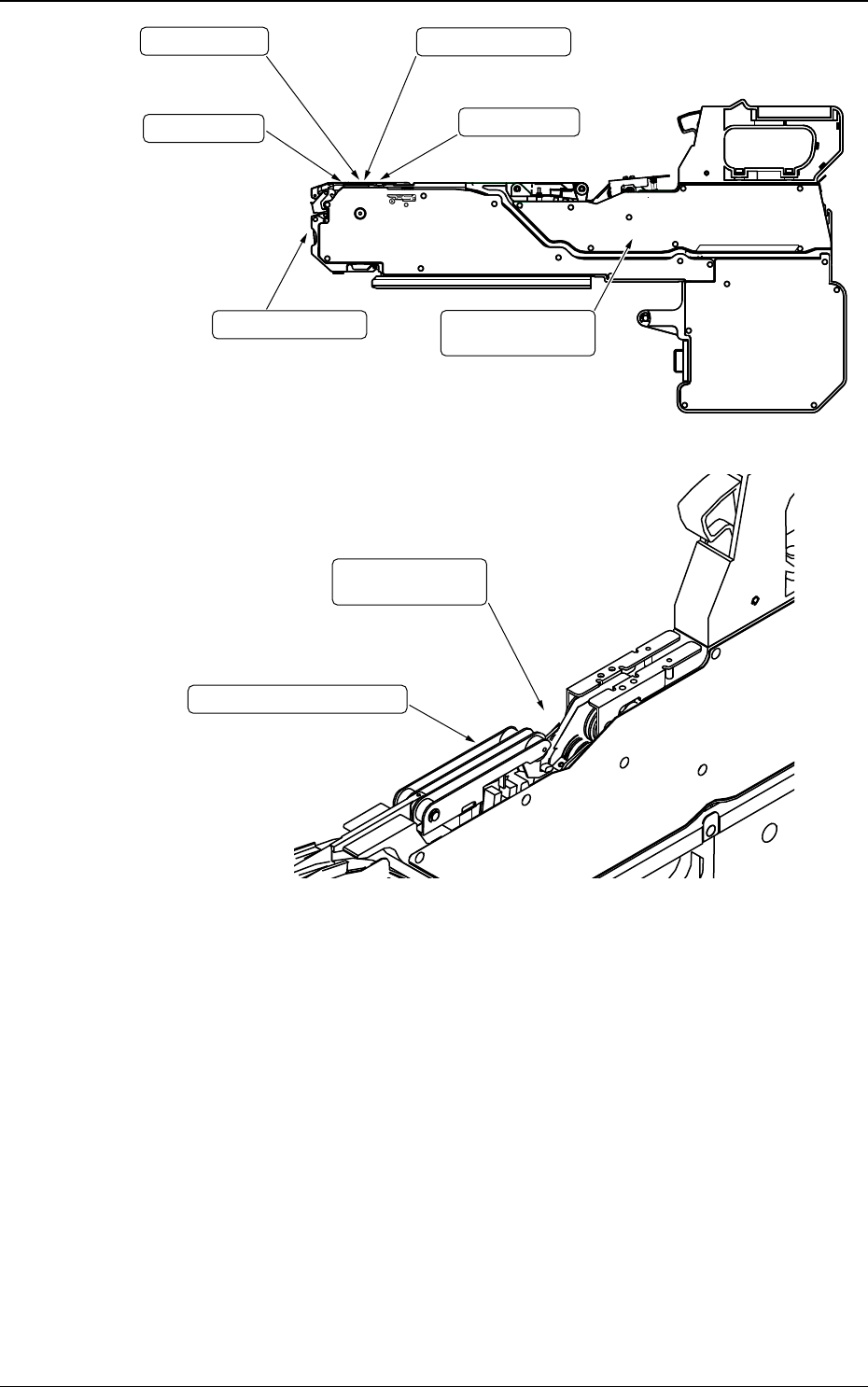
Zahnkranz
Verschmutzung/
Bauteil verklebt
Aufnahmeposition
Positionierung/
Positionsabweichung
Suppressor
Lift/Verformung/
Bauteil klebt an
Innenseite
Vorderer Haken
Verformung
Abdeckfolie/
Aufnahme
Verschmutzung/Bauteil verklebt
Spalt/Verformung/Schmutz
Abziehbereich
F4E5
Abdeckfolie/
Aufnahme
Verschmutzung/
Bauteil verklebt
Einfädeln der Abdeckfolie
Abdeckfolie korrekt eingerichtet.
F4E6

DEUKYX
5-8193-4110
3. Fehlerbehebung bei Bestückungsfehlern
3. Fehlerbehebung bei Bestückungsfehlern
3.1
Ursache und Wiederherstellung von Bestückungsfehlern
(1) Positions- und Winkelabweichungen bei der Bauteilplatzierung
(1-1) Fehlerursache verstehen
Positions- und Winkelabweichungen können in den Fertigungsschritten C
oder D bis E auftreten. Siehe Abb. „F4E1“.
Wenn Sie ein Bauteil auf eine LP platzieren, auf die vorher ein doppelseitiges
Klebeband befestigt wurde, können Sie prüfen, bei welchem Process die
Positions- und Winkelabweichung auftritt.
Verzeichnen Sie die Abweichung auf dem doppelseitigen Klebeband, wird
der Fehler im Prozess C erzeugt.Verzeichnen Sie dort keine Abweichung,
entsteht der Fehler im Prozess D oder E.
(1-2) Positions- und Winkelabweichungen in Prozess C
Wird eine Positionsabweichung durch die Kopfbewegung nach
der Bauteilerkennung oder eine Winkelabweichung durch die
Bestückungswinkelkorrektur verursacht, kann der Fehler auf eine der beiden
folgenden Ursachen zurückgeführt werden.
•
Absinken der Vakuumleistung
•
Vibration oder Stoß während des Verfahrens des Aufnehmers (Kopf)
Wenn eine der Ursachen existiert, kann sich dies auf nicht stabile Bauteile
(Bauteile , die nicht fest aufgenommen werden können), wie in Abbildung
F4E7 dargestellt, direkt auswirken.
Wenn sich für die Bauteile eine Positionsabweichung ergibt (die Bauteile
desselben Typs, die in der vergangenen Produktion verwendet wurden),
prüfen Sie, ob die oben beschriebenen Ursachen vorliegen.
Überprüfen Sie hinsichtlich der Vakuumleistung die Düse und die
Vakuumleitung.
Werden Vibrationen bei der Aufnehmerbewegung als Ursache gesehen,
prüfen Sie alles, wass sich im Bereich von Prozess C bendet.
Positions-/Winkelabweichungen bei der Bauteilplatzierung (1)
Widerstand, Spule,
LED, etc., mit runder,
vorstehender oder
weicher Oberfläche
Kondensator, etc., mit
vorstehenden Elektroden,
die ein Vakuumleck
verursachen
Variable Widerstände,
etc., die nicht stabil
aufgenommen werden
können.
F4E7
Hinweis
Wenn an der Oberäche eines Bauteils etwas vorspringt, kann die
Aufsetzäche des Aufnehmers verschleißen, wodurch während des Teachings
ein Fehler durch die Bauteilerkennungsbeleuchtung verursacht werden kann.