TRS Advanced WB Intel Issue 02.pdf - 第140页
TRS Advanced Maintenance 140 Issue 2, Nov 14 6. Replace the adjustable foils from rail cap assembly with blanking foils: A snugger plate is used to hold the handler in position ready for printing; a pair of pneumatically…
Issue 2,
5.
A
T
v
Nov 14
A
ttach the
T
ool heig
h
machine s
process r
e
v
ia the su
r
Fine adju
s
plates an
d
H
e
ad
Locat
i
b
lo
c
4 off acti
v
h
t varies b
y
ettings on
e
quiremen
t
r
round pla
t
s
t of the su
d
surround
.
e
ight
djust
i
on
c
ks
v
e surroun
d
y
design.
B
product c
h
t
s or the u
s
t
e.
rround pla
.
d
locating
p
B
ecause o
f
h
ange ove
s
e of varyi
n
te height
c
p
lates to t
h
f
this there
r. If fine a
d
n
g produc
t
c
an be ac
h
T
R
h
e rail cap
should b
e
d
justment i
t
thicknes
s
ieved via
t
R
S Advanc
e
assembly
e
no need
t
s required
s
es, then t
h
t
he fitting
o
e
d Maintena
13
9
:
t
o change
based on
h
is can be
o
f 4 locatio
nce
9
any
done
n

TRS Advanced Maintenance
140
Issue 2, Nov 14
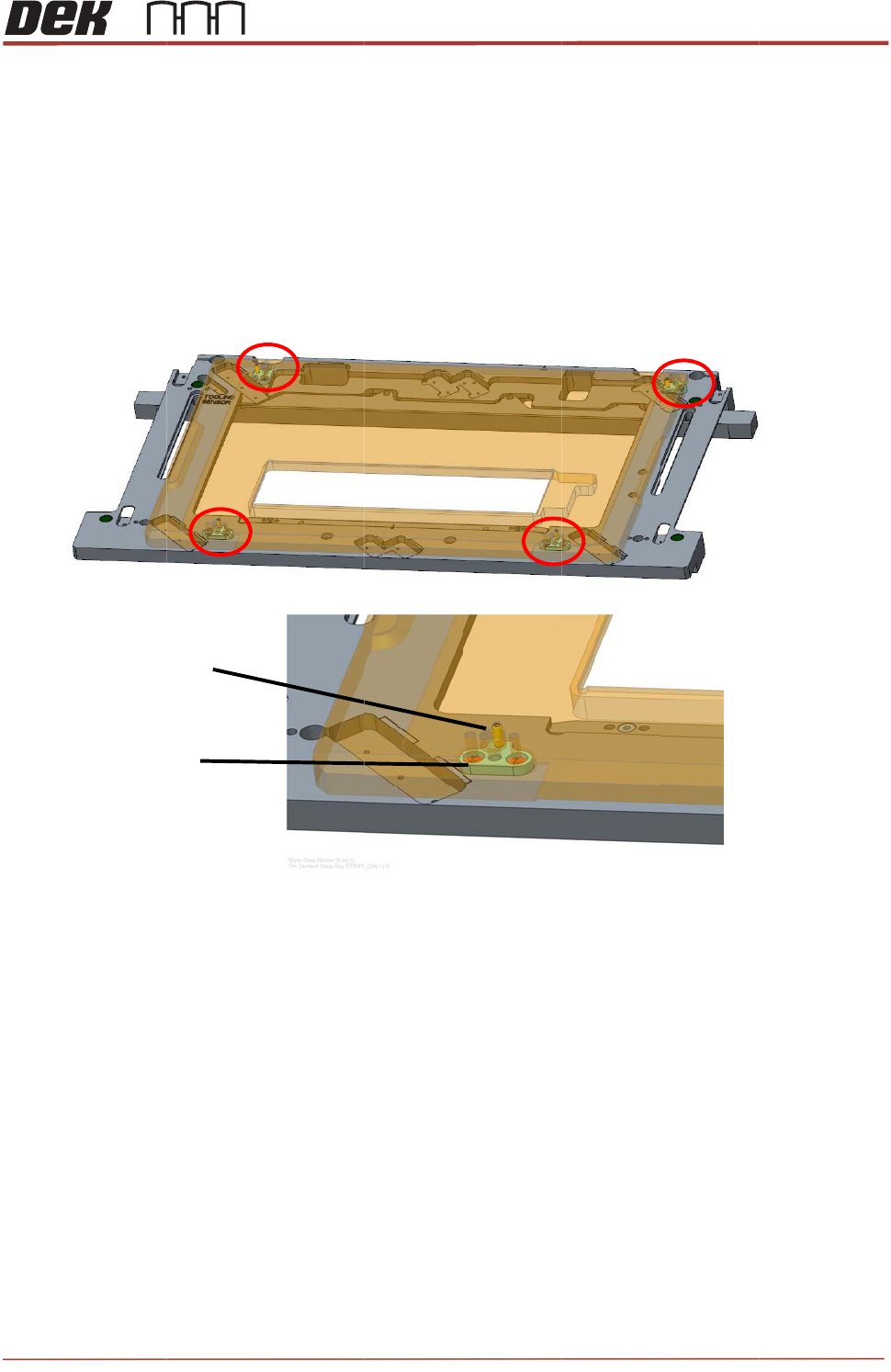
6. Replace the adjustable foils from rail cap assembly with blanking foils:
A snugger plate is used to hold the handler in position ready for printing; a pair of
pneumatically driven cylinder is used on the snugger to achieve this. In the strip mode, the
snugger is set back by 200µ with blanking plates and the flow controller is fully closed.
7. Remove reference block (fixed block) from TRP base unit:
When the tooling tower is fixed to the base assembly, it rests against an aluminum-brass
fixed block on the right side. When strip mode is in process, block is removed. Strip tooling
system has fixed height.
Blanking Foil
Fitting the Blanking Foil
Reference Block
Issue 2,
Nov 14
T
R
R
S Advanc
e
e
d Maintena
141
nce