00193602-02.pdf - 第211页
SIPLACE HF 使用手冊 5 操作㆟員、線㆖工程師 、維修工程師 軟體版本 SR.504.xx 07/ 2003 ㆗文版 5.3 換班 交接時 211 5.3 換班交接時 Æ 提早疊接料帶。在 新交班的工作 開始時,不需 要補充送料器 。這可避免延 長停機時間。 Æ 在換班交接時 , 應將重要㈾訊交接給㆘㆒ 班的操作㆟員 。 這包括 ( 例如 ) 取置 程序的變更 。 同時 應詳細閱讀㆞ 5.5 節㆗所 述的步驟。 Æ 進行設定檢…
5 操作㆟員、線㆖工程師、維修工程師 SIPLACE HF 使用手冊
5.2 操作㆟員所使用的工具 軟體版本 SR.504.xx 07/2003 ㆗文版
210
5.2 操作㆟員所使用的工具
所㈲的操作㆟員都配備㈲㆘列所記的各㊠工具。建議將工具收存在㊜當的容器內,避免在從容器㆗
取出工具時受到傷害 ( 例如被鑷子刺傷 )。 5
55
5
每位操作㆟員皆應具備: 5
55
5
- SMD 鑷子
- 清理元件送料器平台所用的短硬毛刷
- ㆒組小型平口及㈩字螺絲起子
- 料帶疊接夾及疊接材料
- 疊接料帶時使用的剪刀 ( 不可用來做為多用途剪刀或對角剪鉗 )
- 去除定位基準點的橡皮擦或玻璃纖維筆
- 標示料軌的不掉墨油性筆
- 清潔器材 ( ㆚醇、㈲機玻璃清潔劑、棉毛棒、無棉絮清潔布、管狀清潔劑 )
- WD40 防銹劑
- 真空吸塵器

SIPLACE HF 使用手冊 5 操作㆟員、線㆖工程師、維修工程師
軟體版本 SR.504.xx 07/2003 ㆗文版 5.3 換班交接時
211
5.3 換班交接時
Æ
提早疊接料帶。在新交班的工作開始時,不需要補充送料器。這可避免延長停機時間。
Æ
在換班交接時,應將重要㈾訊交接給㆘㆒班的操作㆟員。這包括 ( 例如 ) 取置程序的變更。同時
應詳細閱讀㆞ 5.5 節㆗所述的步驟。
Æ
進行設定檢查。
確定送料器內裝㈲正確的元件,並且送料器處於料站台車㆗的正確位置。
註
在開始您新㆒班的工作時,應確定整條生產線與您所希望的狀態完全相符。這表示: 5
- 不良品容器已清空。
- 廢料帶容器已清空。
- 輸送帶區已利用真空吸塵器清潔過。
5 操作㆟員、線㆖工程師、維修工程師 SIPLACE HF 使用手冊
5.4 執行複查時 軟體版本 SR.504.xx 07/2003 ㆗文版
212
5.4 執行複查時
5.4.1 檢查送料器
Æ
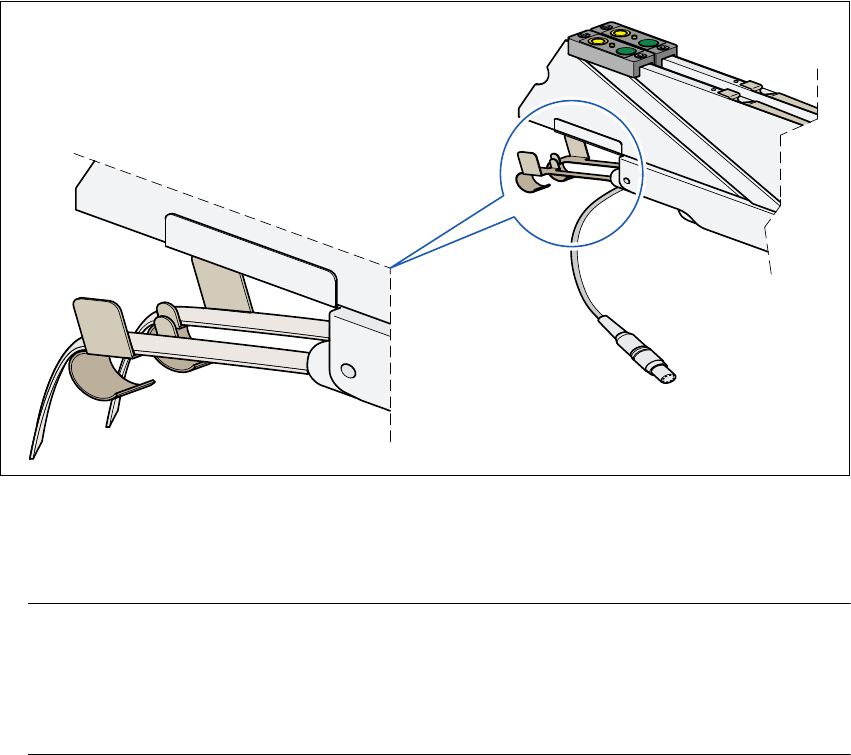
請確定料帶正確的置於 S 送料器的彈簧㆗。
5
圖 5.4 - 1 將料帶置於 S 送料器的彈簧㆗
Æ
檢查 S 送料器的料帶覆膜剝除容器是否已滿。
如果已滿,則將覆膜拉出並用剪刀剪斷。
註
不用剪刀剪斷而用手撕斷可能會導致料帶覆膜剝除機構發生問題。
因此,3 x 8 mm 送料器配備㈲㆒個內建裁斷器。這個裁斷器設在送料器末端掀蓋㆘方的料帶覆
膜剝除容器內。 5
Æ
檢查並確定送料器㆖的拾取視窗,是否正確配合元件的尺寸。
Æ
檢查看料帶導桿是否㈲插在綜合送料器 (24 mm / 32 mm) ㆖。
Æ
檢查看看額外的塑膠導桿是否插在綜合送料器㆖。