00190970-02.pdf - 第229页
5 Visionfunktionen Betriebsanleitung SIPLACE 80S-20/F4/F4-6 5.2 LP-Visionsystem Ausgabe 07/97 ab Softwarevers ion SR.403.xx 5 - 22 Einricht er – Korrekt ur bei z wei Mark en x-Lage y-Lag e Verdr ehung der Leit erpla tte …
Betriebsanleitung SIPLACE 80S-20/F4/F4-6 5 Visionfunktionen
Ausgabe 07/97 ab Softwareversion SR.403.xx 5.2 LP-Visionsystem
Einrichter 5 - 21
–
Dicke (d)
Insbesondere bei Marken aus Zinn sollten Sie darauf achten, daß eine Wölbung von 1/10 der Struktur-
breite nicht überschritten wird. Wird dieses Wölbungsmaß überschritten, kann unter Umständen die Marke
nicht gleichmäßig ausgeleuchtet werden. Die Folge sind unterschiedliches Reflexionsverhalten und Stör-
reflexionen. Eine Erkennung der Marken ist dann nicht mehr gewährleistet.
Empfohlene Markenabmessungen
Bewertung der Markenformen
Bei verzinnten Strukturen und hoher Dimensionsstabilität (geringe Ätzschwankungen) können Vollkreis bzw.
Vollquadrat als sehr günstige Markenformen angesehen werden (Verhältnis Markendicke / Vorbelotungs-
stärke groß!). Nimmt die Dimensionsstabilität ab, so ist der Vollkreis dem Quadrat vorzuziehen.
Für die Markenformen Einfach- und Doppelkreuz ist Kupfer blank vorteilhaft, sofern die Oxidation noch nicht
zu fortgeschritten ist.
●
Oberfläche der Marken
Achten Sie auf eine möglichst ebene, gering oxidierte Markenoberfläche. Vermeiden Sie Benetzung der
Marke mit Lötstopplack, da sich sonst der Kontrast gegenüber dem Untergrund verringert oder Störrefle-
xionen auftreten können. Ähnliche Effekte entstehen auch bei verzinnten Marken.
●
Kontrast der Marken
Wählen Sie für eine gute Markenerkennung einen starken Helligkeitskontrast zwischen Marke und Basis-
material, d. h. helle Marken auf dunklem Basismaterial und umgekehrt. Tragen Sie zum Beispiel auf Kup-
fer- oder Zinnuntergrund dunkle Marken auf. Bei Keramiksubstraten mit heller Oberfläche und
ungünstigen Reflexionseigenschaften hilft oftmals, dunkles Widerstandsmaterial unterzulegen, um das
Kontrastverhalten zu verbessern.
●
Anzahl der Marken
Bei der Verwendung von Keramiksubstraten und kleinen Leiterplatten genügt es in der Regel, zwei Paß-
marken aufzutragen. Bei größeren Leiterplatten empfiehlt es sich allerdings, drei Marken zu definieren.
Die einzelnen Marken können unterschiedliche Strukturen aufweisen. Sie vereinfachen aber die Erken-
nungsmethodik, wenn Sie für jede Marke dieselbe Struktur verwenden.
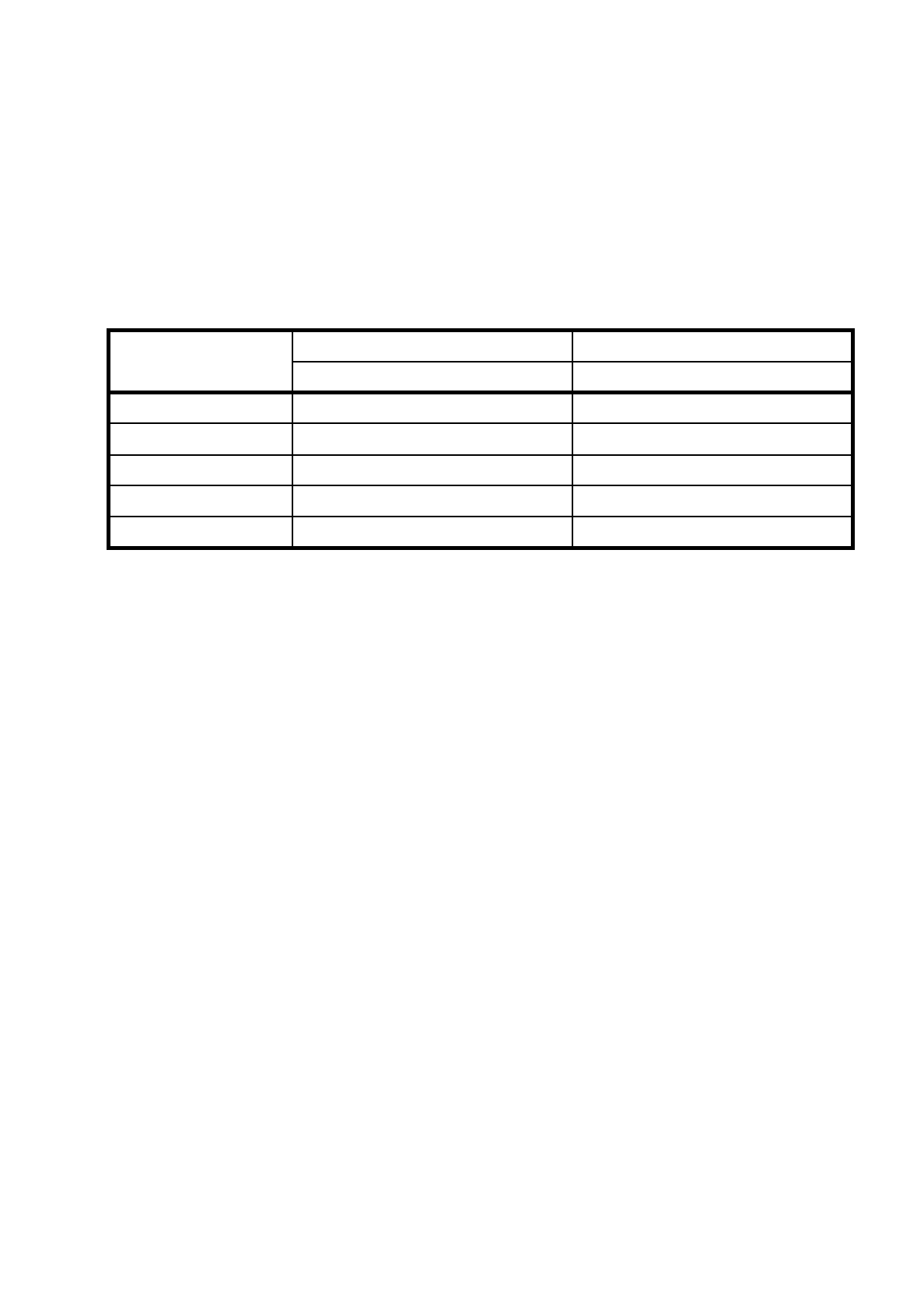
Markentyp
Einfachkreuz Doppelkreuz
Bereich Idealbereich Bereich Idealbereich
Länge (l) 0,9 mm (min) 2,0 mm 1,8 mm 2,75 mm
Breite (b) 0,9 mm (min) 2,0 mm 1,8 mm 2,75 mm
Strichstärke (s) 0,3 - 1,5 mm 0,5 mm 0,3 - 0,75 mm 0,5 mm
Strichabstand (a) — — 0,5 mm (min) 0,75 mm
Dicke (d) < 1/10 der Strukturbreite < 1/10 der Strukturbreite
Tab. 5.2.2 Empfohlene Markenabmessungen
5 Visionfunktionen Betriebsanleitung SIPLACE 80S-20/F4/F4-6
5.2 LP-Visionsystem Ausgabe 07/97 ab Softwareversion SR.403.xx
5 - 22 Einrichter
–
Korrektur bei zwei Marken x-Lage
y-Lage
Verdrehung der Leiterplatte
–
Korrektur bei drei Marken : Idealerweise liegen die Geraden durch je zwei Markenzentren parallel zu
x- und y-Achse x-Lage
y-Lage
Verdrehung der Leiterplatte
Scherung
Verzug der LP in x-Richtung
Verzug der LP in y-Richtung
HINWEIS
Sie dürfen auf keinen Fall 3 Marken so positionieren, daß sie auf einer Geraden liegen.
●
Abstand der Marken zueinander
Die Marken können Sie beliebig auf die Leiterplatte verteilen. Sinnvoll ist es, wenn die Abstände der Mar-
ken an den beiden Achsen möglichst groß sind. Je weiter die Paßmarken auseinander liegen, umso
genauer sind die optische Lage- und Winkelbestimmung.
Betriebsanleitung SIPLACE 80S-20/F4/F4-6 5 Visionfunktionen
Ausgabe 07/97 ab Softwareversion SR.403.xx 5.3 BE-Visionsystem
Einrichter 5 - 23
5.3 BE-Visionsystem
Das BE-Visionsystem erfaßt die genaue Lage eines Bauelements, indem es zum einen den Versatz des Bau-
elementezentrums relativ zur Symmetrieachse der Pipette, zum anderen den Drehwinkelversatz zur Relativ-
drehstellung der Pipette ermittelt. Die Zustandsanalyse der Beinchenkonfiguration in x- und y-Richtung ist
ebenfalls möglich.
5.3.1 BE-Visionsystem des SIPLACE 80S-20-Bestückautomaten
5.3.1.1 Systembeschreibung
Das BE-Visionsystem besteht aus :
●
dem optischen System zur Lageerkennung der Bauelemente
Jeder 12er Revolverbestückkopf besitzt ein eigenes BE-Lageerkennungssystem in Sternstation 7 (siehe
Abb. 5.1.3, Seite 5 - 6).
●
der Visionauswerteeinheit
Bei jedem Automaten ist eine Auswerteeinheit zur LP- und BE-Lageerkennung im Steuereinschub unter-
gebracht (siehe Abb. 5.1.4, Seite 5 - 7 und Abb. 5.1.7, Seite 5 - 10).
Eine CCD-Kamera mit Umlenkspiegel, Abbildungsoptik und LED-Beleuchtungssystem bildet das optische
BE-Lageerkennungssystem. Das nutzbare Gesichtsfeld der CCD-Kamera (SONY-Kamera XC75) beträgt
24 x 24 mm². Zur Lageerkennung bzw. zum Beinchentest wird das BE im Auflichtverfahren von den LED-Zei-
len gleichmäßig ausgeleuchtet und mit der Optik auf den CCD-Chip scharf abgebildet. Mit Methoden der digi-
talen Bildverarbeitung, HALE-Verfahren (High Accuracy Lead Extraction) werden die Parameter für Lage,
Verdrehwinkel und Beinchenzustand ermittelt.
Die Visionauswerteeinheit (MVS) wurde schon in Abschnitt 5.2.1 beschrieben, da sie ja beide Funktionen von
LP- und BE-Auswertung übernimmt.
5.3.1.2 Technische Daten
Kamera-Typ : SONY XC75
Anzahl der Pixel : Kamera 768 (H) x 493 (V), Bild 746(H) x 484 (V)
Gesichtsfeld : 24 mm x 24 mm
Beleuchtungsmethode : Auflichtverfahren (Rotlicht), 3 LED-Ebenen
Bildverarbeitung : HALE - Grauwertverfahren (High Accuracy Lead Extraction)
Bildschirm : RGB - Monitor (VGA-Modus) 640 x 484 Pixel
BE-Größen : 0,5 mm x 0,5 mm ... 18,7 mm x 18,7 mm
Spektrum der erkennbaren Bauelemente : TSOP, LCC, PLCC, QFP, SO-Serien bis SO28
grundsätzlich alle Bauelemente mit J- und
Gullwing-Beinchen,
µ
BGAs
Minimaler Beinchenabstand : 0,3 mm
Minimaler Balldurchmesser bei
µ BGAs
: 250 µm
Anzahl der Gehäuseformen
≤
2047