00190970-02.pdf - 第450页
Betriebsanleitung SIPLACE 80S-20/F4/F4-6 9 Instandhaltung/Wartung Ausgabe 07/97 ab Soft wareversion SR.403.xx 9.3 Maschinenständer 9 - 27 ● V e rschieben Sie zum Schluß d en Sc hlitten mi t dem Sc hneidrad mehrmal s auf …
9 Instandhaltung/Wartung Betriebsanleitung SIPLACE 80S-20/F4/F4-6
9.3 Maschinenständer Ausgabe 07/97 ab Softwareversion SR.403.xx
9 - 26
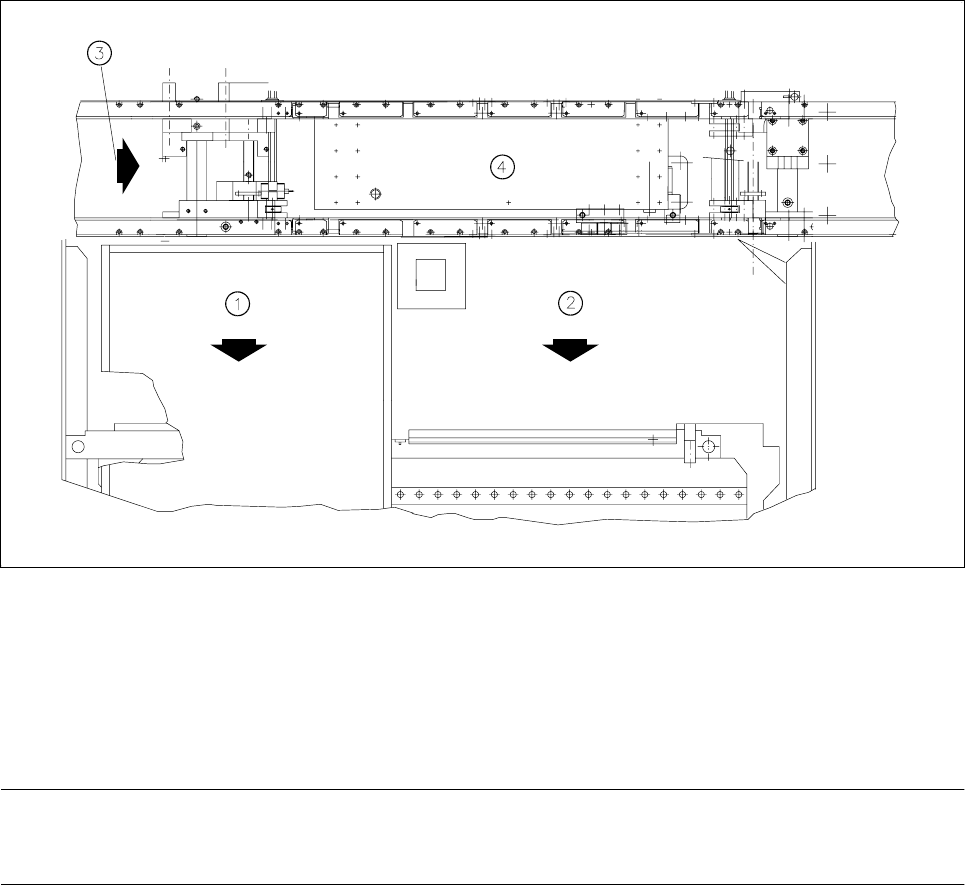
Abb. 9.3.3 Wafflepackwechsler bzw. wechselfähiger BE-Tisch
- Legende zu Abb. 9.3.3
1 Wafflepackwechsler 2 Wechselfähiger BE-Tisch
3 LP-Transportrichtung 4 Mittentransport
Schneidmesser und Schneidrad prüfen, ggf. ersetzen
WARNUNG OO
Berühren Sie nicht die Schneidkante des Schneidmessers! Verletzungsgefahr!
Führen Sie eine Sichtkontrolle von Schneidmesser und Schneidrad durch. Falls die Schneidkante stumpf
und/oder das Schneidmesser in das Schneidrad eingelaufen ist, müssen immer beide Teile ersetzt werden,
wie dies in der Serviceanleitung, Kapitel ’Bauelementetisch’, beschrieben ist. Dazu sind Einstellarbeiten erfor-
derlich!
Führungsschiene reinigen und ölen, Schneidradschlitten fetten
● An der Schneidkante besteht Verletzungsgefahr! Ziehen Sie feste Arbeitshandschuhe an!
● Reinigen Sie die Führungsschiene (siehe Abb. 9.3.4 Seite 9 - 27) mit Alkohol. Entfernen Sie insbesondere
Fett- und Schmutzansammlungen jeweils am Ende des Schlittenverfahrwegs. Tragen Sie etwas Gleit- und
Korrosionsschutzmittel WD40 auf.
● Um alle Stellen zu erreichen, verschieben Sie den Schlitten mit dem Schneidrad von Hand.
● Tragen Sie etwas Gleit- und Korrosionsschutzmittel WD40 auf einen Pinsel auf und streichen Sie damit
Schneidrad und Schneidmesser ein.
● Schmieren Sie die zwei Schmiernippel des Schneidradschlittens (siehe Abb. 9.3.4 Seite 9 - 27) mit einer
geringen Menge Urethyn E/M2 (ca. 0,5 g + 0,25 g pro Schmiernippel). Verwenden Sie dazu die Fett-
presse.
Betriebsanleitung SIPLACE 80S-20/F4/F4-6 9 Instandhaltung/Wartung
Ausgabe 07/97 ab Softwareversion SR.403.xx 9.3 Maschinenständer
9 - 27
● Verschieben Sie zum Schluß den Schlitten mit dem Schneidrad mehrmals auf der Führungsschiene hin
und her, um das Fett gleichmäßig auf den seitlichen Führungsflächen der Führungsschiene zu verteilen.
Zahnriemen fetten
● Fetten Sie den Zahnriemen zum Bewegen des Schneidradschlittens (siehe Abb. 9.3.4 Seite 9 - 27) und
den Zahnriemen für die Drehbewegung des Schneidrads (siehe Abb. 9.3.4 Seite 9 - 27) leicht mit Sta-
burags N12.
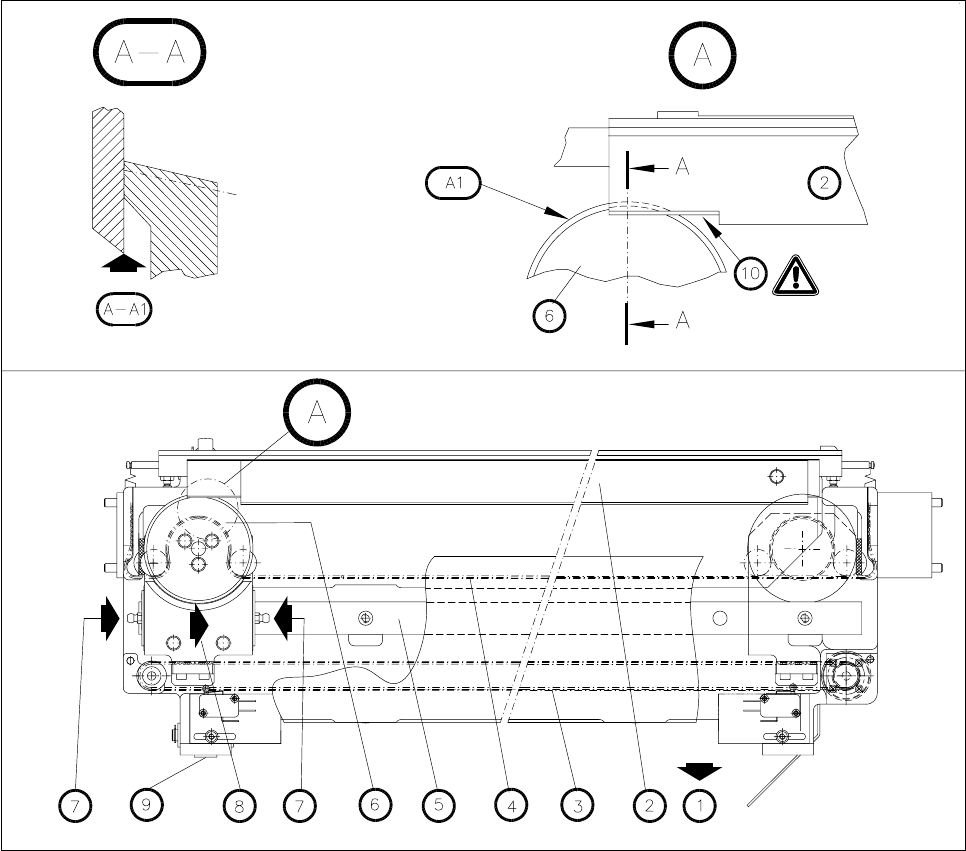
Abb. 9.3.4 Leergurtschneideinrichtung warten (Leergurtleitkanal ausgebaut)
- Legende zu Abb. 9.3.4
1 Ausbau des wechselfähigen BE-Tisches
2 Schneidmesser
3 Zahnriemen zum Bewegen des Schneidradschlittens
4 Zahnriemen für die Drehbewegung des Schneidrads
5 Führungsschiene
6 Schneidrad
7 Schmiernippel
8 Schneidradschlitten in Parkposition
9 Instandhaltung/Wartung Betriebsanleitung SIPLACE 80S-20/F4/F4-6
9.3 Maschinenständer Ausgabe 07/97 ab Softwareversion SR.403.xx
9 - 28
9 Druckluftzylinder
10 Schneidkante
A Einzelheit A
A1 Sichtkontrolle: Ist die Ringfläche des Schneidrads stumpf?
A-A Schnitt A-A, vergrößerte Darstellung
A-A1 Sichtkontrolle: Schneidkante prüfen
O
Verletzungsgefahr an der Schneidkante!
Wiedereinbau des Wafflepackwechslers
HINWEIS
Jedes zweite Mal, wenn Sie die Schneideinrichtung warten, sollten Sie auch den Wafflepackwechsler warten.
● Bauen Sie den Wafflepackwechsler wieder ein (siehe Kapitel ’Bauelementebereitstellung’ dieser Betriebs-
anleitung)
● Achten Sie auf die Drehstellung der Magazine und die richtige Zuordnung der Magazine zum Magazinträ-
ger (siehe Abschnitt 9.8 'Wafflepackwechsler'). Die Position des Wafflepackwechslers wird nach Laden
eines Bestückprogramms mit BE-Aufnahme vom Wafflepackwechsler automatisch aufgenommen.
9.3.5 Drucklufteinheit
HINWEIS
Die Intervalle dieser Wartungsarbeiten sind direkt abhängig von der Qualität der verwendeten Druckluft.
Unterschreiten Sie die Qualitätsanforderungen für die Druckluftspezifikation, verkürzen sich die Wartungsin-
tervalle. Um Verschmutzungen in den Vakuumkreisen der Bestückköpfe zu vermeiden, deren Beseitigung
sehr aufwendig ist, sollten Sie die Filterpatronen auf jeden Fall tauschen, bevor es zur Fehlermeldungen
kommt!
9.3.5.14 Betriebsdruck 5,1 bar kontrollieren
HINWEIS
Zu hoher oder zu niedriger Betriebsdruck führt in erster Linie zu Störungen des Vakuums und in der Folge zur
Fatalfehlermeldung mit Unterbrechung des Bestückablaufs.
Für die folgende Arbeit bleibt der Hauptschalter des Automaten eingeschaltet.