BT3564_user_manual_chi_20191017H.pdf - 第64页
4.4 统计运算功能 58 针对最多 30000 个测量数据, 计算并显示平均值、 最大值、 最小值、 母标准偏差 、 采样标准偏差以及工序能力指 数。 运算公式如下所示。 • 式中的 n 表示有效数据数。 • Hi 、 Lo 使用比较器的上、下限值。 • 工序能力指数是指工序质量的实现能力 ,可理解为 “工序具有的质量偏差和偏 移的幅度” 。一般可使用 Cp 、 CpK 的值来评价工序能力 (如下所示) 。 Cp 、 CpK>1…
4.3
平均值功能
57
4
平均值功能是指输出平均测量值的功能。使用该功能,可缩小显示值的偏差。平
均次数可设定为 2 ~ 16 次。
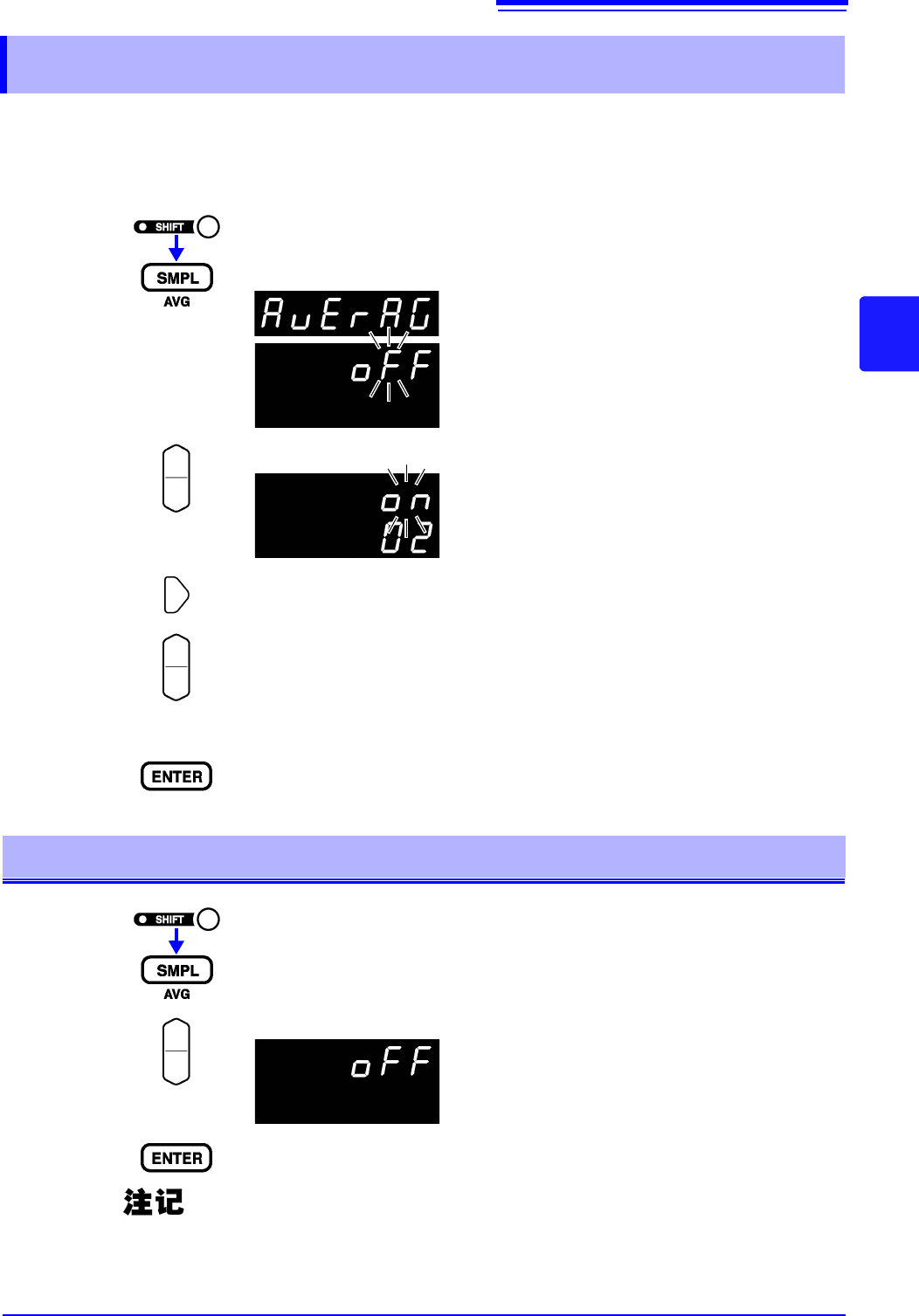
4.3 平均值功能
1
(SHIFT 指示灯点亮)
变为平均值功能设定画面。
2
选择 ON。
3
平均次数会闪烁。
4
设定平均次数。
5
变为平均值测量。(AVG 点亮)
取消时:
SHIFT 键
(主画面)
(子画面)
当前的设定会闪烁
(子画面)
或
数字键
将平均值功能设为 OFF
1
(SHIFT 指示灯点亮)
变为平均值功能设定画面。
2
选择 OFF。
3
平均值功能被解除。(AV G 熄灭)
(子画面)
在使用内部触发进行连续测量的状态 (自由测量)下,变为移动平均。除此之
外的为单纯平均。
参照:触发的设定:“4.2 触发功能” (⇒ 第 55 页 )
4.4
统计运算功能
58
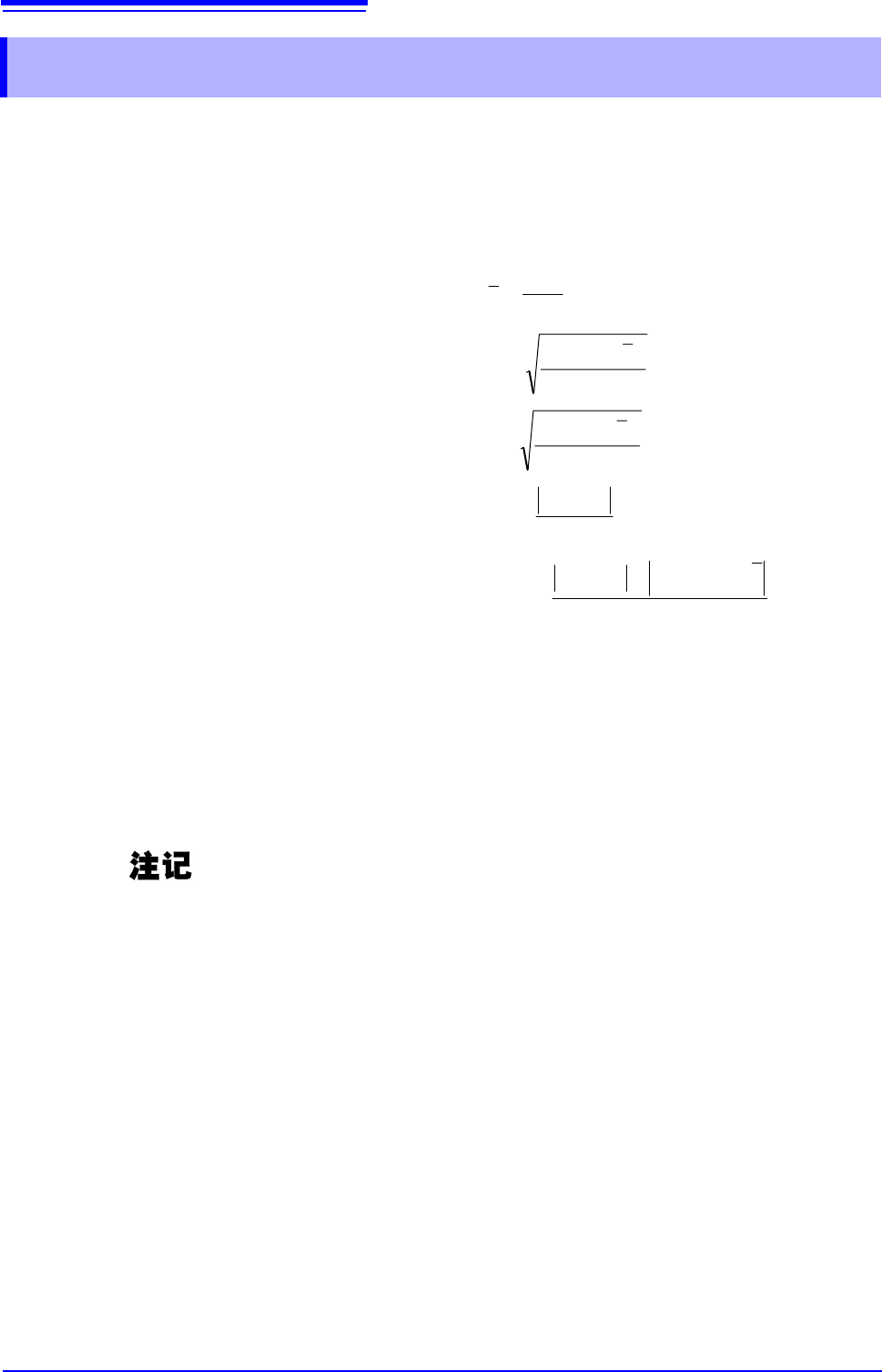
针对最多 30000 个测量数据,计算并显示平均值、最大值、最小值、母标准偏差、
采样标准偏差以及工序能力指数。
运算公式如下所示。
• 式中的 n 表示有效数据数。
• Hi、 Lo 使用比较器的上、下限值。
• 工序能力指数是指工序质量的实现能力,可理解为 “工序具有的质量偏差和偏
移的幅度”。一般可使用 Cp、 CpK 的值来评价工序能力 (如下所示)。
Cp、 CpK>1.33 ........................ 工序能力充分
1.33 ≧ Cp、 CpK>1.00 ........... 工序能力适当
1.00 ≧ Cp、 CpK..................... 工序能力不足
4.4 统计运算功能
平均值
母标准偏差 (= σ
n
)
采样的标准偏差 (= σ
n-1
)
工序能力指数 (偏差)
工序能力指数 (偏移)
n
x
x
∑
=
n
xnx
∑
−
=
22
σ
1
22
−
−
=
∑
n
xnx
s
1
6
−
−
=
n
LoHi
Cp
σ
1
6
2
−
−+−−
=
n
xLoHiLoHi
CpK
σ
• 有效数据数(测试异常、± OF 除外)为 1 个时,不显示采样标准偏差和工序
能力指数。
• σ
n-1
为 0 时, Cp、 Cpk 为 99.99。
• Cp、 CpK 的上限为 99.99。 Cp、 CpK>99.99 时,显示为 99.99。
• CpK 为负数时, CpK=0。
• 在有统计数据的状态下,变更比较器设定、量程设定或自动量程设定时,Cp、
CpK 的显示变为 “-- . --”。
• 通常的测量值与相对显示值 (%)混合存在时,会得不到正确的运算结果。
4.4
统计运算功能
59
4
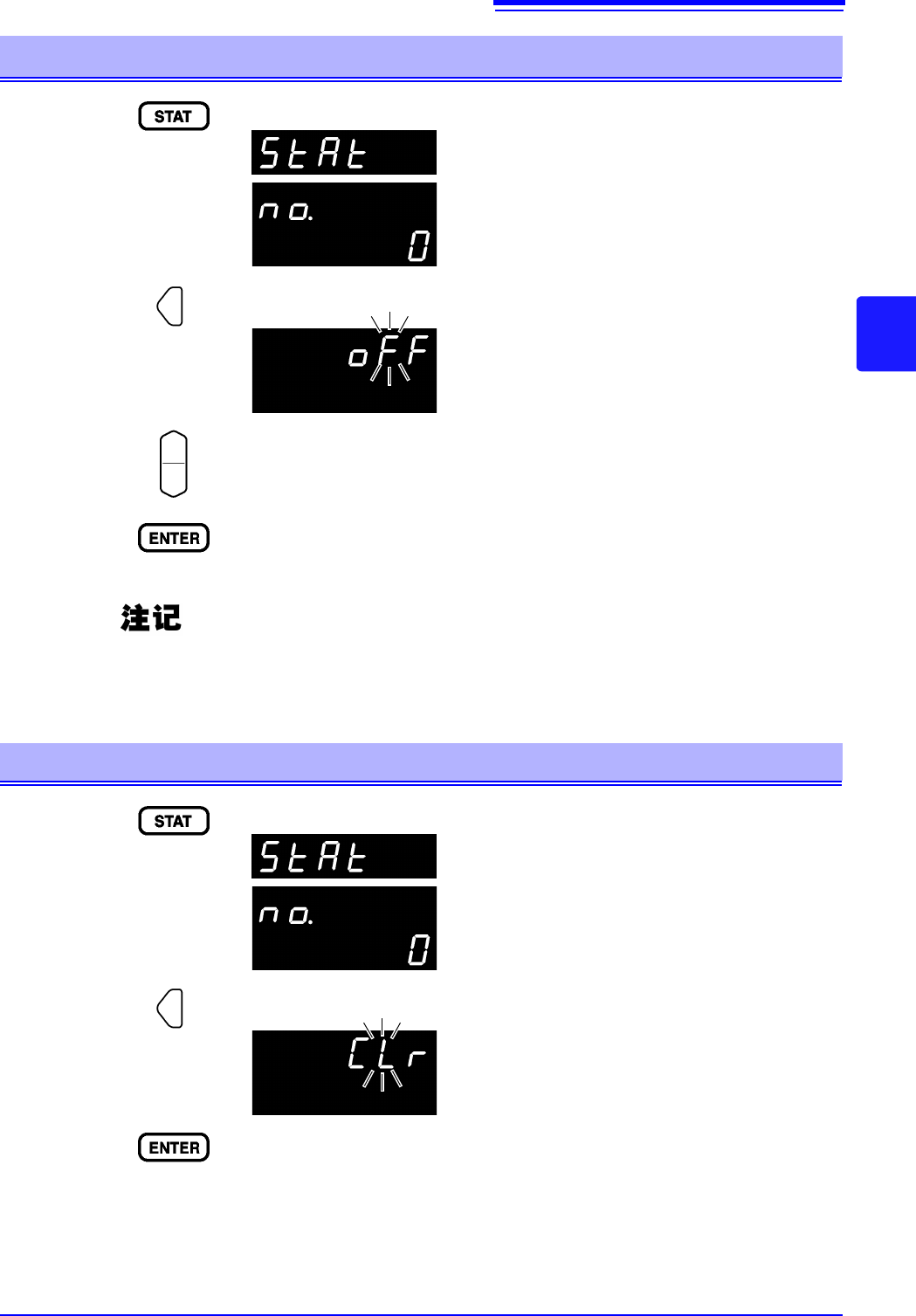
统计运算功能的 ON/ OFF
1
变为统计运算画面。
2
(3 次)
显示执行和解除功能的画面。
将运算功能设为 ON 或 OFF。
(子画面)
on ............ 运算功能 ON
oFF ......... 运算功能 OFF
3
确定设定,并返回到测量画面。
取消时:
SHIFT 键
(主画面)
(子画面)
(子画面)
• 比较器功能为 ON 时,不能进行统计运算功能的设定 (ON/ OFF)。
• 如果将统计运算功能从 OFF 设为 ON,则重新开始统计运算而不清除运算结
果。
• 如果将统计运算功能设为 ON,测量速度则会降低。
统计运算结果的清除
1
变为统计运算画面。
2
(1 次)
变为清除画面。
3
清除统计运算结果。
(主画面)
(子画面)
(子画面)