JM-100使用说明书 - 第123页
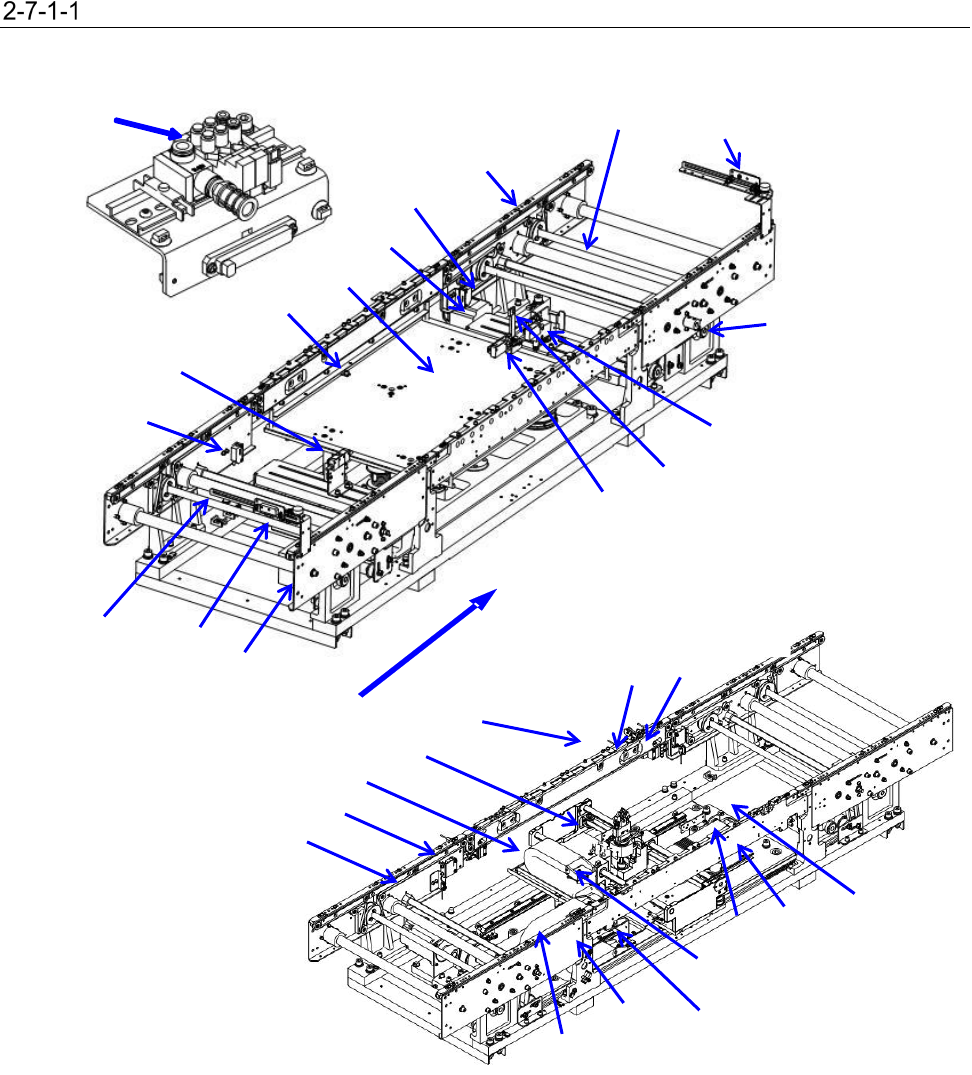
第 1 部 基本篇 第 2 章 生产 2- 23 传送部的构成 <基板传送装置 各部分的 名称> 1 IN 传感器 10 支撑台 19 WAIT 传感器 ( 为弯脚固定单元时 ) 2 OUT 传感器 11 自动调整宽度马达 20 STOP 传感器 ( 为弯脚固定单元时 ) 3 WAIT 传感器 12 支撑销检出传感器发光 21 C- OUT 传感器 ( 为弯脚固定单元时 ) 4 C_OUT 传感器 13 支撑销检出传感器受光 22 弯脚…
第 1 部 基本篇 第 2 章 生产
2-22
2-7 生产准备
2-7-1 设置基板
<步骤>
下面说明在「生产」的准备画面*1 上,进行各项设置的方法。
在以后的说明中除特别注明之外,一般指的是生产已经启动的状态。
*1 生产的支援准备画面具备的功能:从生产的菜单选择[生产辅助]-[支援准备],在生产画面中选
择菜单操作,即可对生产准备阶段进行检查和调整,提高操作效率。
有关基板传送的详细说明,请参见「4-5-2-5 基板控制」。
有关支援准备的详细说明,请参见「2-11-1 支援准备」。
(注意)启动「生产」需要读入生产程序。
<
使用弯脚固定单元时>
使用弯脚固定单元时,因无法使用支撑台,也就无法配置支撑销。
但使用弯脚固定单元,可以与支撑销同样抑制基板的挠曲,也能够完成基板支撑。基 板 支撑功能,
是在各个贴片点通过弯脚固定单元设定支撑基板的坐标。
有关基板支撑的坐标设定,请参照「第 4 章 制作生产程序」的「4-3-4 贴片数据」。
配置支撑销
调整传送轨道宽度
第 1 部 基本篇 第 2 章 生产
2-23
传送部的构成
<基板传送装置各部分的名称>
1
IN
传感器
10
支撑台
19
WAIT
传感器
(
为弯脚固定单元时
)
2
OUT
传感器
11
自动调整宽度马达
20
STOP
传感器
(
为弯脚固定单元时
)
3
WAIT
传感器
12
支撑销检出传感器发光
21
C-OUT
传感器
(
为弯脚固定单元时
)
4
C_OUT
传感器
13
支撑销检出传感器受光
22
弯脚固定单元检测传感器
(
为弯脚固定单元时
)
5
PWB
导轨
14
挡块传感器
23
CY
轴极限传感器
_
传送
(
为弯脚固定单元时
)
6
支撑台原点传感器
15
挡块
24
CY
轴极限传感器
_
弯脚固定
(
为弯脚固定单元时
)
7
传送电磁阀
16
弯脚固定单元
25
夹紧气缸
(
为弯脚固定单元时
)
8
传送马达
17
弯脚固定爪
9
驱动轴
18
挡块
(
为弯脚固定单元时
)
24
17
18
19
20
21
23
22
22
25
25
25
25
7
1
3
2
4
5
6
8
8
9
9
10
11
12
13
14
15
安装了弯脚固定单元 OP 时
16
基板传送方向
第 1 部 基本篇 第 2 章 生产
2-24
<基板传送装置构造概要>
传送挡块的安装位置是,当传送方向为左→右时安装在右侧,传送方向为右→左时安装在左侧。
使用传送挡块时,下游(OUT)侧在基板前端接触到传送挡块的位置上基板被夹紧。
・通常的传送单元
1) 基板传入,IN 传感器①检测出基板时,传送马达⑧会驱动驱动轴⑨,通过传送带开始传送。
并且,挡块⑮同时变为 ON。
2) 当基板到达挡块⑮时,被 STOP 传感器⑭检测到,支承台⑩上升。此时,通过挡块⑮、支承
销将基板的外形进行固定。临时固定完成后,挡块⑮OFF,完成基板固定。
3) 固定后,相同地传入下一基板,在 WAIT 传感器③的位置上待机。
4) 生产结束后解除固定,开始传出。
5) 最早的基板通过 C・OUT 传感器④后,挡块⑮再次变为 ON,进行下一基板的固定准备。
・安装了弯脚固定单元 OP 时的传送单元
1) 基板传入,IN 传感器①检测出基板时,传送马达⑧驱动驱动器轴⑨,通过传送带开始传送。
并且,挡块⑱同时成为 ON。
2) 基板到达挡块⑱后,被 STOP 传感器⑳检测到,4 个夹紧气缸㉔上升。此时,由挡块⑱将基
板的外形进行固定。临时固定完成后,挡块⑱OFF,完成基板固定。
3) 固定后,相同地传入下一基板,在 WAIT 传感器⑲的位置上待机。
4) 生产结束后解除固定,开始传出。
5) 最早的基板通过 C・OUT 传感器㉑后,挡块⑱再次变为 ON,进行下一基板的固定准备。