JM-100使用说明书 - 第415页
第 1 部 基本篇 第 4 章 制作生产程序 4- 102 ( 10 ) 检查 4 对“ 设定径向供料 器 的 供料 动 作 ”、“ 径向供料器 HMS 元件确认 ”进行设 定。 元件 种类为 「插入元件 」「 INS 电解电容器 」 , 且 包装形 式 「 IN S 带状」 的 选择 类型 为 「 MRF -S 」「 MRF -L 」 时可以进行设 定。 1) 设定 径向供料器 的 供料 动作 定期 处于缺位状态 的带式 元件 到达缺…
第 1 部 基本篇 第 4 章 制作生产程序
4-101
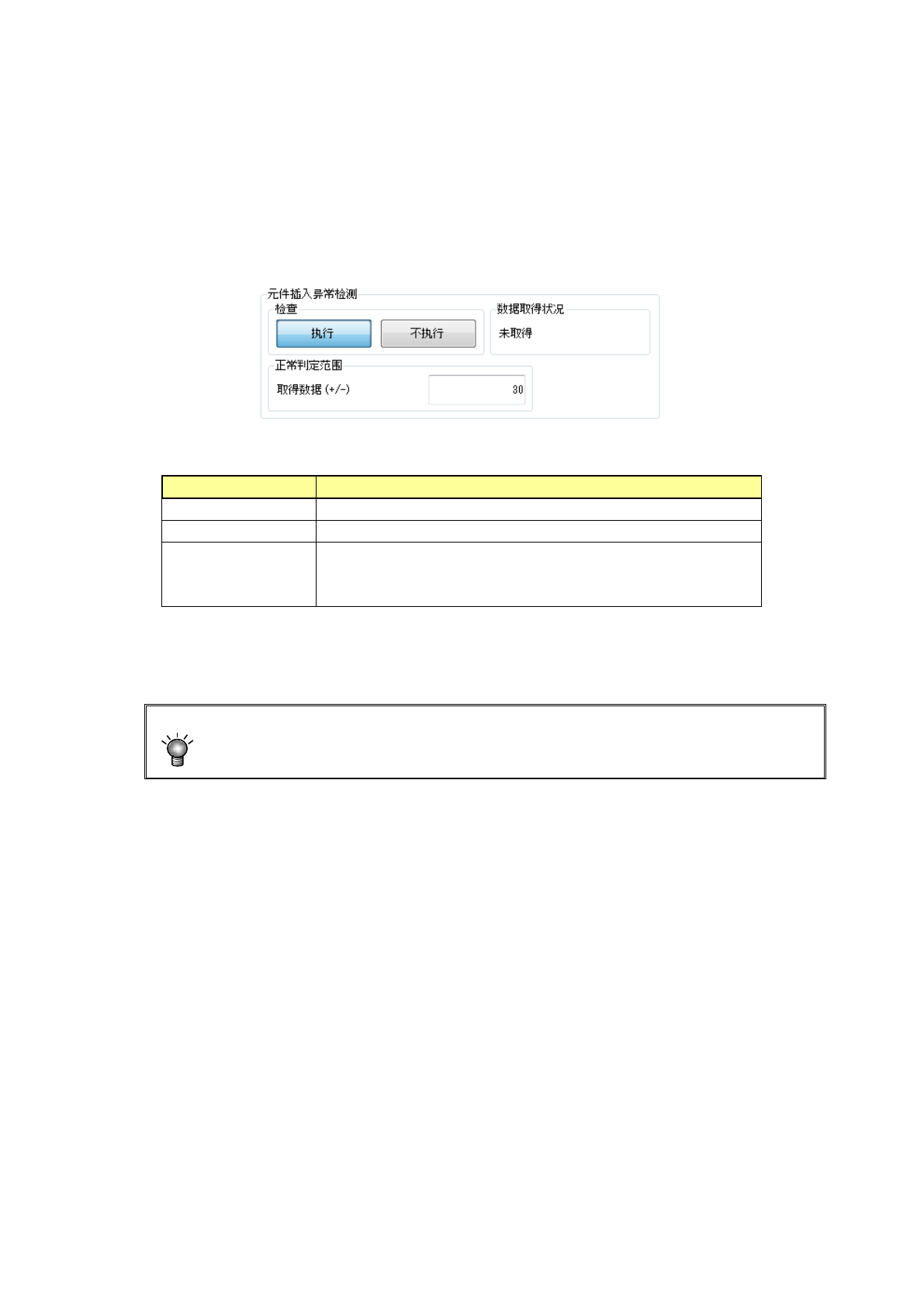
2) 元件插入异常检测
元件种类为插入元件或者 INS 电解电容器时,在元件插入动作的 Z 轴下降过程中,通过 Z 轴的
扭矩变化发现贴片异常,作为元件插入错误处理,使生产异常的功能。
从菜单条选择「机器操作」/[检查]/[取得元件插入异常检测数据],取得贴片时的正常「相对于额
定扭矩的比率(扭矩率)」。
将生产程序编辑中预先取得的正常扭矩率,与生产动作时的扭矩率进行比较,扭矩率超出正常判
定范围时按照错误处理。
设定项目
内容
检查
设定执行、不执行检查。
数据取得状况
显示扭矩率的取得状况。显示未取得
/
已取得。
正常判定范围
基于取得的数据设定正常判定范围。将正常的扭矩率数值加
上指定的数值后的值作为正常判定范围的上限,减去指定的
数值后的值作为正常判定范围的下限。
例) 正常的扭矩率数值为 50,正常判定范围的指定值为 30 时
在生产动作时取得的扭矩率值为 20 以下或者 80 以上时,判定为插入异常。
执行元件插入异常检测时,如果 Z 轴的贴片速度设为「高速-速度 2」以上,则插入
元件时会临时将贴片速度切换为「高速」,所以生产节拍会稍微下降。
第 1 部 基本篇 第 4 章 制作生产程序
4-102
(10) 检查 4
对“设定径向供料器的供料动作 ”、“ 径向供料器 HMS 元件确认”进行设定。
元件种类为「插入元件」「 INS 电解电容器」,且包装形式「INS 带状」的选择类型为「MRF-S」「 MRF-L」
时可以进行设定。
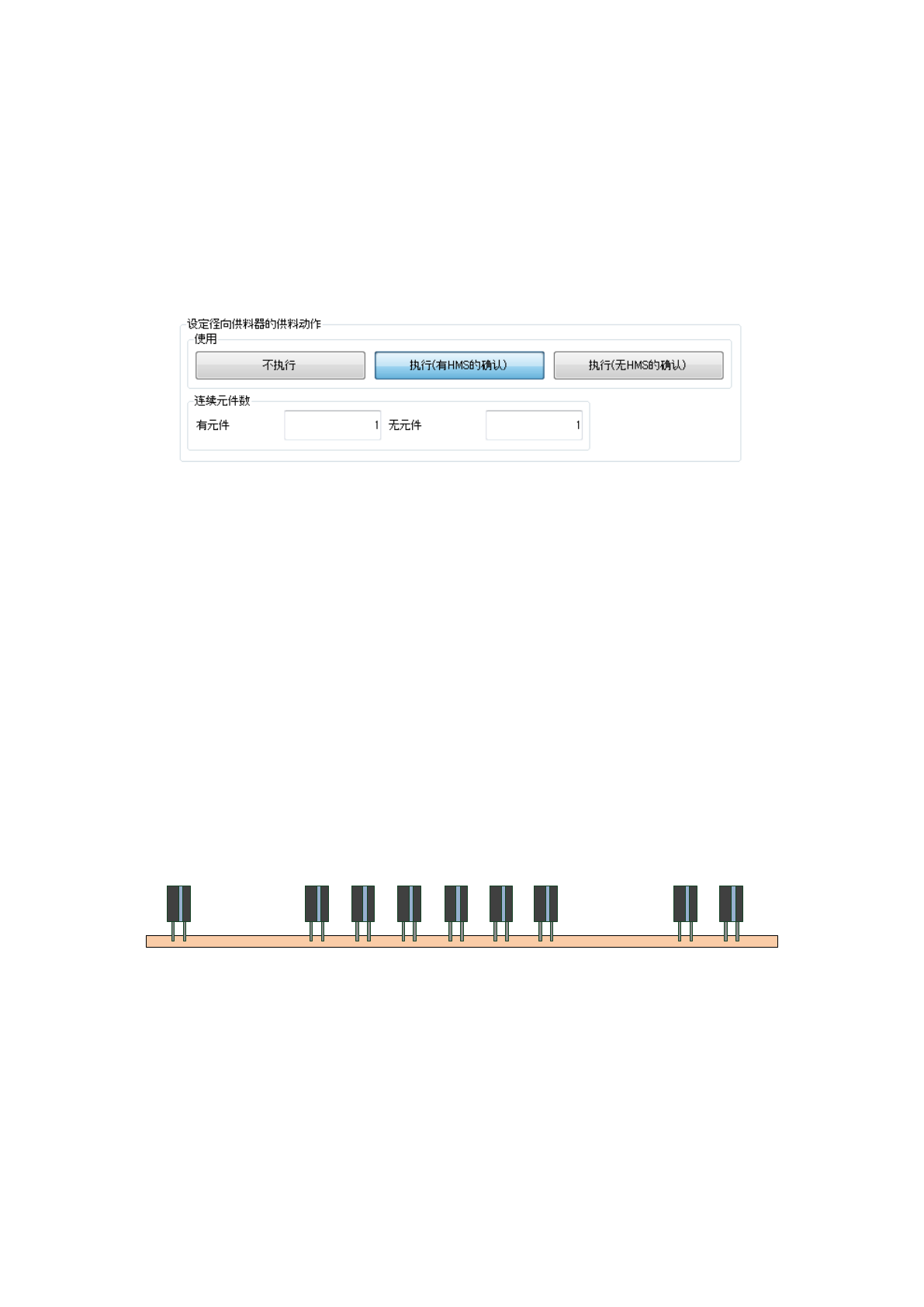
1) 设定径向供料器的供料动作
定期处于缺位状态的带式元件到达缺位部位时,不执行吸取动作而是用 HMS 判定有无元件,「无」
元件时进行供料的功能。
不执行
对于无缺位部的带式元件,以及不定期出现缺位部的元件,选择不执行。
执行(有 HMS 的确认)
在缺位部到达后由 HMS 确认有无元件,无元件则实施供料,实施吸取动作。
执行(无 HMS 的确认)
在缺位部到达后由 HMS 实施元件有无确认,若无元件则实施供料,执行吸取动作。由 HMS 连
续 3 次确认无元件,之后不再执行 HMS 确认动作即执行吸取动作。
连续元件数
有元件:设定连续有元件状态的数量。( 下 图为 6)
无元件:设定连续无元件状态的数量。( 下 图为 2)
1 2 3
4
5
1
2
6
第 1 部 基本篇 第 4 章 制作生产程序
4-103
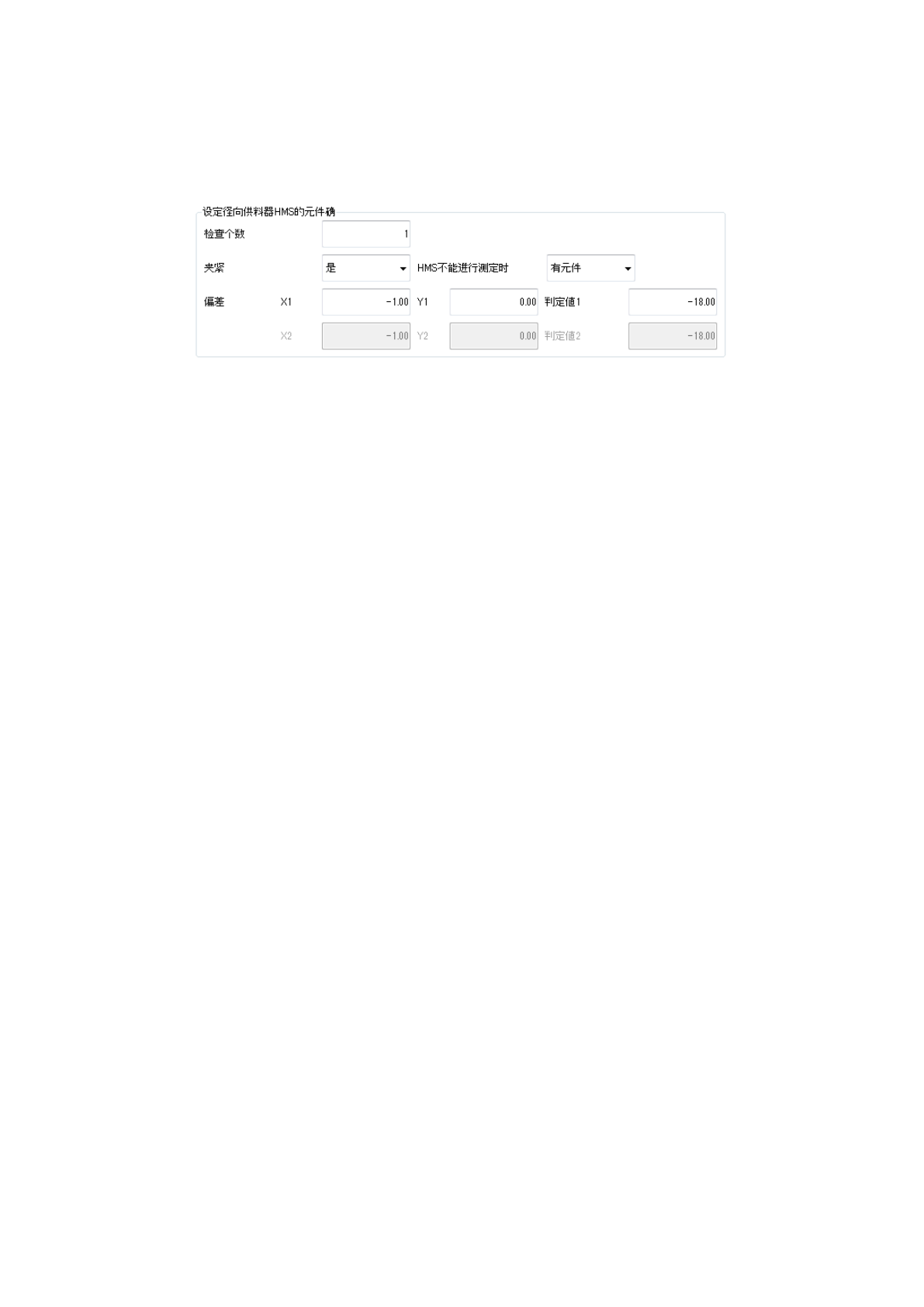
2) 设定径向供料器 HMS 的元件确认
从径向供料器吸取元件失败时,用 HMS 检测径向供料器有无元件的功能。
仅在元件种类为「插入元件」「 INS电解电容器」,并 且 包装形式「INS带状」处的类型选择为「MRF-S」
「MRF-L」时可以进行设定。
检查个数
测定位置的个数。
夹紧
设定在夹紧状态下是否用 HMS 执行有无元件确认。初始设置的夹紧为「是」。
不能进行 HMS 测定时
设定 HMS 测定失败时有无元件的状态。初始设置为「有元件」。
偏差 XY
距元件吸取位置的偏移量值。HMS 元件有无测定的位置为
元件吸取位置 XY + 偏差量 XY。
初始设置为「X=-1」「 Y=0」。 并且可以执行示教。
1 个元件有多个吸取数据时,移动至最初找到吸取数据的吸取位置。
※请从无元件和有元件两种情况,对 HMS 可测定的位置进行示教。
判定值
用于有无元件的判定。
HMS 测定结果 > 判定值 → 有元件。
HMS 测定结果 ≦ 判定值 → 无元件。
初始设置为「Z = -18」。 并且可以执行示教。
1 个元件有多个吸取数据时,移动至最初找到吸取数据的吸取位置。
※请参照以下公式输入判定值。
判定值 = 切刀刀刃测定值(无元件时) + 管脚长度 - 2mm(夹紧管脚的管脚长度)