JM-100使用说明书 - 第428页
第 1 部 基本篇 第 4 章 制作生产程序 4- 11 5 制作吸取数据 (1) 角度 指定元件吸取 角度 。 「供应」为「自 动选择」时,无需输入。 列表画面 中显示「 * 」 ,在表格画面中分别 显示浅色。 「供应」 为「前面」 、「 后面」 ,且 「 位置(编号) 」 中设定了数值时 , 可进行数值 变更 。 默认为元件数 据中所设置的 角度 。 要变更时,请将 输入焦点移到 角度 上。 在「 吸取数据 」 中输入 角度 后, …
第 1 部 基本篇 第 4 章 制作生产程序
4-114
编辑
项目
不可编辑
元件名
包装
供应设备
可编辑
角度
供应
位置
通道
送料器类型
状态
吸取坐标
剩余
由于带式供料器的幅宽不同,占有供料器台架安装孔的范围有所不同。
机械带式供料器的种类
占有供料器安装孔的数量
(18mm
间距台架
)
8mm
1
12mm
2
16mm
2
24mm
2
因此为 8mm 带式供料器时,1 个供料器台架最多可以配置 28 个,为 24mm 带式供料器时最多可以
配置 14 个。
径向供料器、轴向供料器的供料器类型不同,占有供料器台架的安装孔范围有所不同。
供料器的种类
占有供料器安装孔数
(18mm
间距台架
)
占有供料器安装孔数
(12mm
间距台架
)
径向供料器(
MRF-S
)
3
5
径向供料器(
MRF-L
)
4
6
轴向供料器(
MAF-S
)
4
5
轴向供料器(
MAF-L
)
5
7
第 1 部 基本篇 第 4 章 制作生产程序
4-115
制作吸取数据
(1) 角度
指定元件吸取角度。
「供应」为「自动选择」时,无需输入。列表画面中显示「*」,在表格画面中分别显示浅色。
「供应」为「前面」、「 后面」,且「位置(编号)」中设定了数值时,可进行数值变更。默认为元件数
据中所设置的角度。
要变更时,请将输入焦点移到角度上。
在「吸取数据」中输入角度后,「元件数据」、「数据库」中的角度不会改变。
(2) 供应
可指定把供料器设置在前面或后面。
初始状态时选择的是“自动选择”。
设置为自动选择时,会进行优化供料器配置。
自动选择 进行优化供料器配置
前面 用前面供料器台架供给元件。
后面 用后面供料器台架供给元件。
如果包装为托盘元件时,不能选择前面。
供应必须与下一项「位置(编号)」共同指定。
选择多个吸取数据记录,变更「供应」时,仅可选择自动选择。
(3) 位置(编号)
输入供应装置的安装位置。
供应装置
指定编号
带式供料器
料管供料器
径向供料器
轴向供料器
供料器安装孔的编号,该孔内插入装置前端部的固定销。
托盘支架
请指定安装标记所标示的托盘支架安装孔编号。
MTS
指定托盘的收纳层数。
不能在已设置有供给装置编号的位置上设置其他的供给装置。
例)如将 12mm 带式供料器设定为前侧 10 号,
则前侧 10 号~11 号不能设置其他供给装置。
第 1 部 基本篇 第 4 章 制作生产程序
4-116
(4) 通道
为料管供料器时,选择通道编号。
通道编号,在前面、后面都是面朝机器的左侧 1,2。
(5) 供料器类型
选择料管供料器、托盘的类型。
显示元件数据中设定的内容。需要变更时,请在元件数据中进行变更。
● 托盘支架时:托盘支架有“型号 1(全规格)”与“型号 2(半规格)”两种。
(6) 吸取坐标
指定吸取位置的 XY 和 Z 坐标。输入供应、位置项目后即可自动计算并显示。
另外,需要微调时,请通过示教进行操作。
为了防止人身伤害,示教时切勿将手放入装置内部,也不要将脸和头
靠近装置。
在尚未进行过供料器台架识别的情况下(返回原点后立即或台架上升
后立即)进行示教时,Head 会横越供给装置的上方。
因此请勿将手和脸等伸入或靠近装置内。
使用 HMS 时,切勿使激光直接或通过镜面物体反射进入眼内。
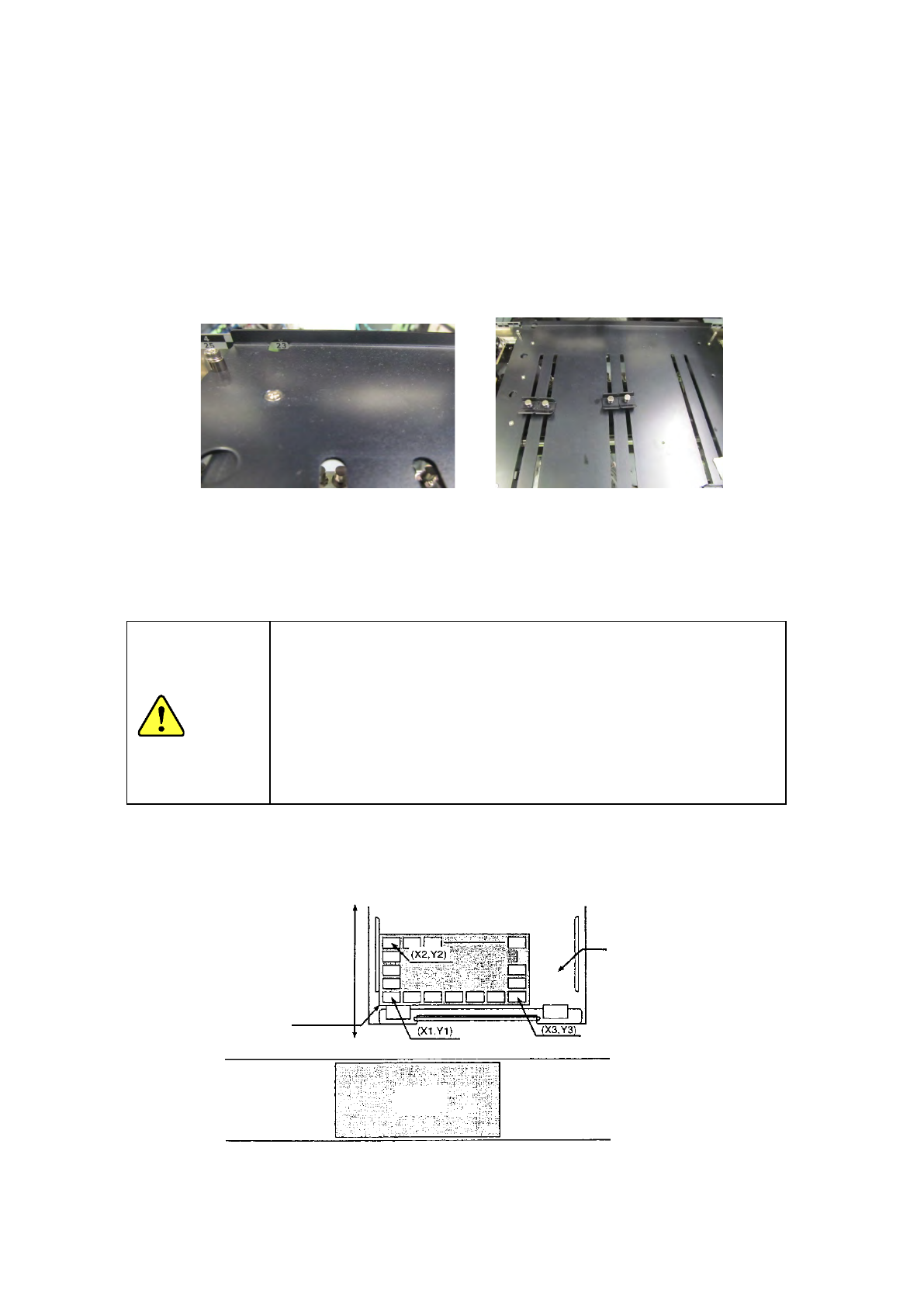
料管供料器、带式供料器、径向供料器、轴向供料器只能输入“X1Y1”。
对于托盘,因 Head 要移动到各元件的位置进行吸取,必须进行 3 处(下图 X1Y1、X2Y2、X3Y3)示教。
注意
拉出放进
MTS
、
托盘支架
托盘顶住位置
传送通道
机器前侧
基板