JM-100使用说明书 - 第640页
第 2 部 功能详解篇 第 7 章 机器设置 7- 25 7-3-2- 7 R- ATC 的安装 在安装 R- ATC 时,请注 意下述内容, 确实完成 安装。 (1 ) 请确认对 2 处 基准销 和 1 处 气 缸销 , 共计 3 处的销 确定了 R- AT C 上的 位置。 ( 移动 上部的滑 动盘可以安装气 缸销。 ) (2 ) 请确认确实安装 在 球掣 上, 且 R - AT C 与 AT C 基座紧密 接触 。 (2) 没有间…
第 2 部 功能详解篇 第 7 章 机器设置
7-24
b) 程序编辑
・机器操作>执行测定的各功能时
・机器操作>执行检查的各功能时
c) 手动控制
・打开 ATC 控制时
d) 生产
・从生产主画面开始生产时
・按下 STOP 开关从暂停重新开始时
※元件用尽或因错误从停止重新开始时,不执行 ATC 判别动作。
条件
ATC 判别动作
初次开始生产时
○
生产结束后开始生产时
○
开始继续生产时
○
用户暂停后重新开始时
(<STOP>
开关暂停重新开始时
)
○
错误暂停后重新开始时
(
元件用尽、激光识别错误等
)
×
重新开始重试列表时
×
e) 示教
・将示教的设备选择切换为贴片头时
2) 无论 ATC 判别如何设置,在下一时间执行 ATC 判别动作。
・执行半自动吸嘴返还时
(4) 检查 ATC 托盘高度
勾选时,在执行 ATC 判别动作之前用 HMS 测定托盘的 4 角,确认装载是否正确。
注意
将 ATC 判别设为 OFF 时 ,不 实施 ATC 判别就从 ATC 卸下或插入吸嘴
。
即使 ATC 不一致也进行吸嘴的卸下或插入动作,请予注意。
并且,在未变更「选择使用的 ATC」时,请不要更换 ATC。否则可能
造成吸嘴破损。
第 2 部 功能详解篇 第 7 章 机器设置
7-25
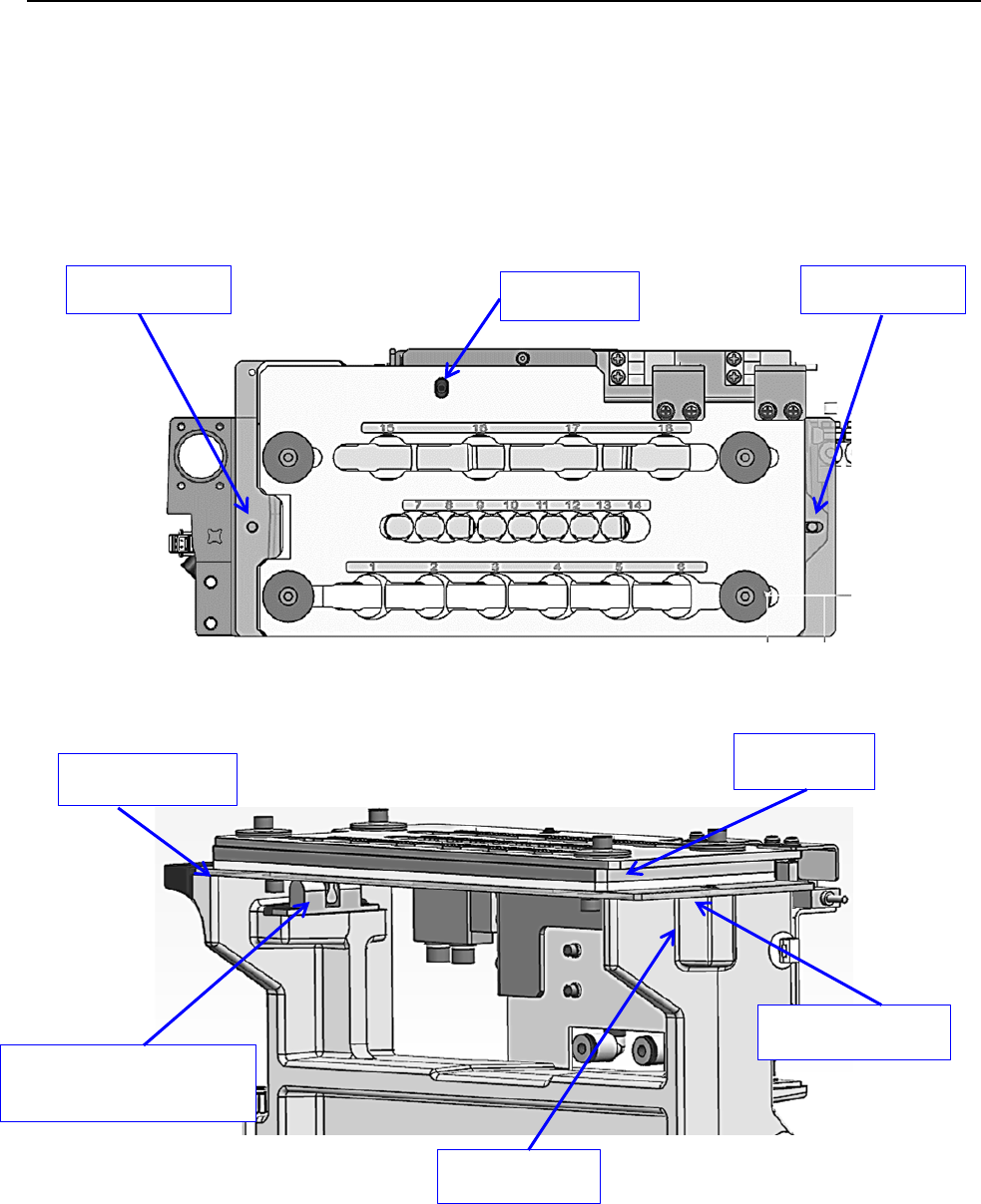
7-3-2-7 R-ATC 的安装
在安装R-ATC时,请注意下述内容,确实完成安装。
(1) 请确认对 2 处基准销和 1 处气缸销,共计 3 处的销确定了 R-ATC 上的位置。(移动上部的滑
动盘可以安装气缸销。)
(2) 请确认确实安装在
球掣上,且 R-ATC 与 ATC 基座紧密接触。
(2) 没有间隙
(2) R-ATC
(1)
气缸销
(1)
基准销
(1)
基准销
(2) 球掣
(位于左右两侧。)
(2) ATC 基座
(2) 没有间隙
第 2 部 功能详解篇 第 7 章 机器设置
7-26
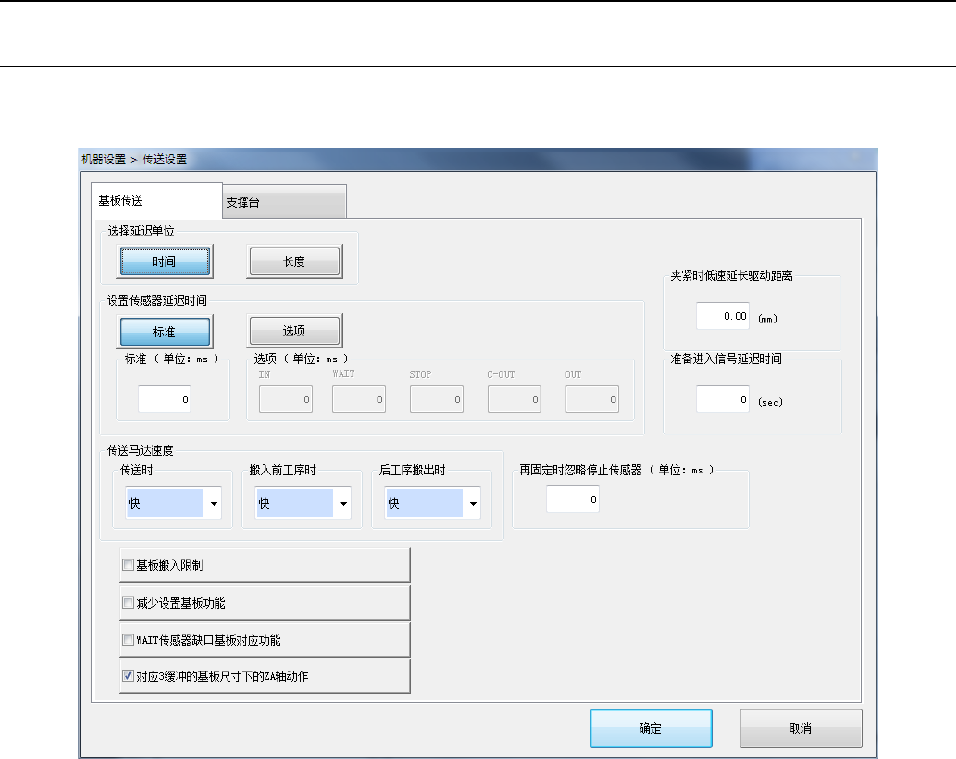
7-3-3 传送
7-3-3-1 传送设定
选择基板传送后,会显示下列画面。
点击各选项卡,可指定 [基板传送]、[支撑台]。