CN_Nordson_EFD_PROPlus_PRO_Series_Operating_Manual - 第34页
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 PROPlus / PRO PROPlus / PRO 系列自动点胶系统 34 导航和位移操纵窗口 导航和位移操纵窗口 通过导航和位移操纵窗口上的这些图标可移动点胶针头。使用导航和微动窗口上的图标可以移动点胶针头。单击按钮1 可将窗口更改为备用窗口,以便…
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
PROPlus / PRO PROPlus / PRO 系列自动点胶系统
33
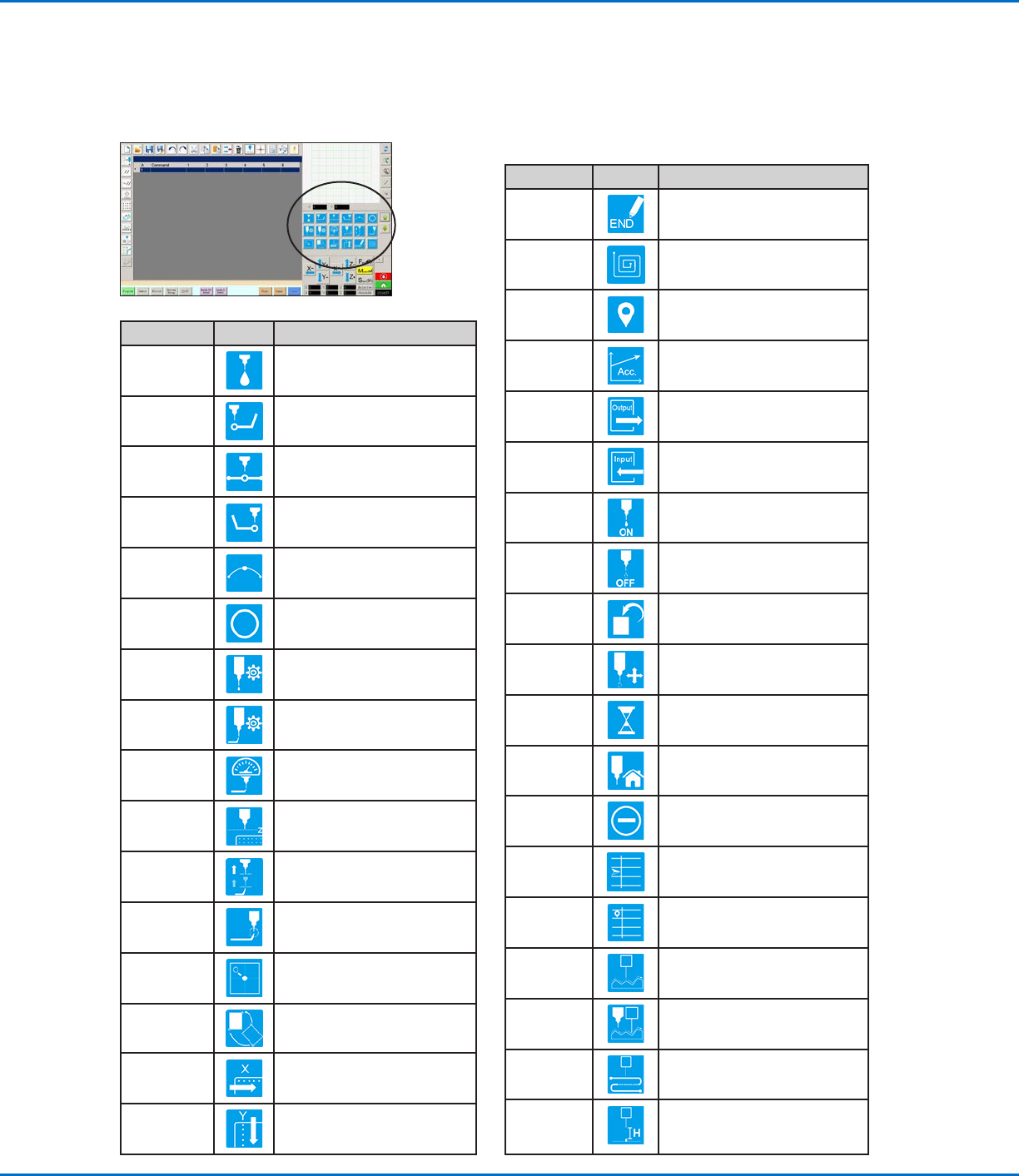
设置和点胶命令图标设置和点胶命令图标
点击点胶和设置命令图标,可在某个程序中的一个作了编号的地址上输入相关命令。使用绿色箭头可上下浏览图标。有
关所有命令的详细介绍,请参见第89页“附录A - 命令功能参考”。
图标名称图标名称 图标图标 功能功能
结束程序 结束一项程序
填充区域 按照“填充区域”参数设置填充
一处区域
标签
为程序内的特定位置记录一个
标签
加速度
修改机械手点到点或沿一条连续
路径的加速方式
输出
从机械手发送出一个选定的输出
信号
输入
告诉机械手检查一个选定的输入
通道的输入信号
点胶机开启
启用点胶操作
点胶机关闭 禁用点胶操作
初始化 重置存储的校正数据
虚拟点 将当前位置记录为一个虚拟点
等待点 将当前位置记录为一个等待点
停驻位置 将机械手送至停驻位置
停止点 将当前位置记录为一个停止点
(Stop Point)
前往地址
跳至程序中指定的地址号
前往标签 跳至程序中指定的标签
镭射检测 (仅适用于镭射系统)(仅适用于镭射系统)关闭(0)
或开启(1)镭射检测功能
镭射调节
(仅适用于镭射系统)(仅适用于镭射系统)关闭(0)
或开启(1)镭射调节功能
镭射跳过
(仅适用于镭射系统) (仅适用于镭射系统) 关闭
(0)或开启(1)镭射跳过功能
镭射高度
(仅适用于镭射系统)(仅适用于镭射系统)记录一
个“单点胶点”的位置并测量高
度变化
图标名称图标名称 图标图标 功能功能
单点点胶 将当前位置记录为一个Dispense
Dot(单点点胶)
线段开始
将当前位置记录为一个线段开始
(LINE START)
线段中间点
将当前位置记录为一个线段中间
点(LINE PASSING)
线段结束点
将当前位置记录为一个线段点胶
结束点(Line End)
圆弧中点
将当前位置记录为一个圆弧中点
(Arc Point)
圆形
将当前位置记录为一个圆形
(Circle)
单点点胶设置
设置Dispense Dot(单点点胶)
参数
线段点胶设置
设置线段点胶参数
线速 设置线速(优先于默认速度设
置)
Z轴工作高度
设置
设置Z轴工作高度(优先于默认Z
轴工作高度设置)
点胶结束设置
设置点胶后针头抬起的速度和
高度
返回设置
设置点胶后针头返回方式
查找标记 记录一个“查找标记”
基准标记 记录一个“基准标记”
(需要两个)
步骤&重复X
设置“步骤&重复X”参数
步骤&重复Y 设置“步骤&重复Y”参数

www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
PROPlus / PRO PROPlus / PRO 系列自动点胶系统
34
导航和位移操纵窗口导航和位移操纵窗口
通过导航和位移操纵窗口上的这些图标可移动点胶针头。使用导航和微动窗口上的图标可以移动点胶针头。单击按钮1
可将窗口更改为备用窗口,以便让您更改微动速度值。这些窗口还包括实际时间/循环时间显示、点胶驱动计数器和坐
标值显示。
导航和微动窗口的视图 1 导航和微动窗口的视图 2
图标名称图标名称 图标图标 功能功能
X+ 使X轴向右移动
X-
使X轴向左移动
Y+
使Y轴后移动(向前移动定位
板)
Y-
使Y轴前移动(向后移动定位
板)
Z+
使Z轴下移动
Z-
使Z轴上移动
快
最快移动速度
中 中等移动速度
慢 最慢移动速度
相对 设置相对于工件坐标的原点。
坐标显示在此按钮下方。
微动按钮
切换
在视图 1 和视图 2 之间切换
导航和微动窗口
视图 1视图 1 视图 2视图 2
两个视图两个视图
图标名称图标名称 图标图标 功能功能
停止 使机械手停止
首页 将机械手送至原始位置(0,0,0
)
时钟/秒表
显示在DispenseMotion控制器操
作系统内选择的时区时间,或程
序的循环时间(点击方框来切换
显示内容)
字段字段 屏幕区域屏幕区域 功能功能
微动速度 使您能够通过用键盘输
入值来更改微动速度
设置。
点胶计
数器
显示已经进行了多少次
点胶驱动。单击“清
除”可将计数器重置为
零 (0)。
输入/输出
触发器
允许您通过单击输入/
输出编号触发连接的输
入/输出。
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
PROPlus / PRO PROPlus / PRO 系列自动点胶系统
35
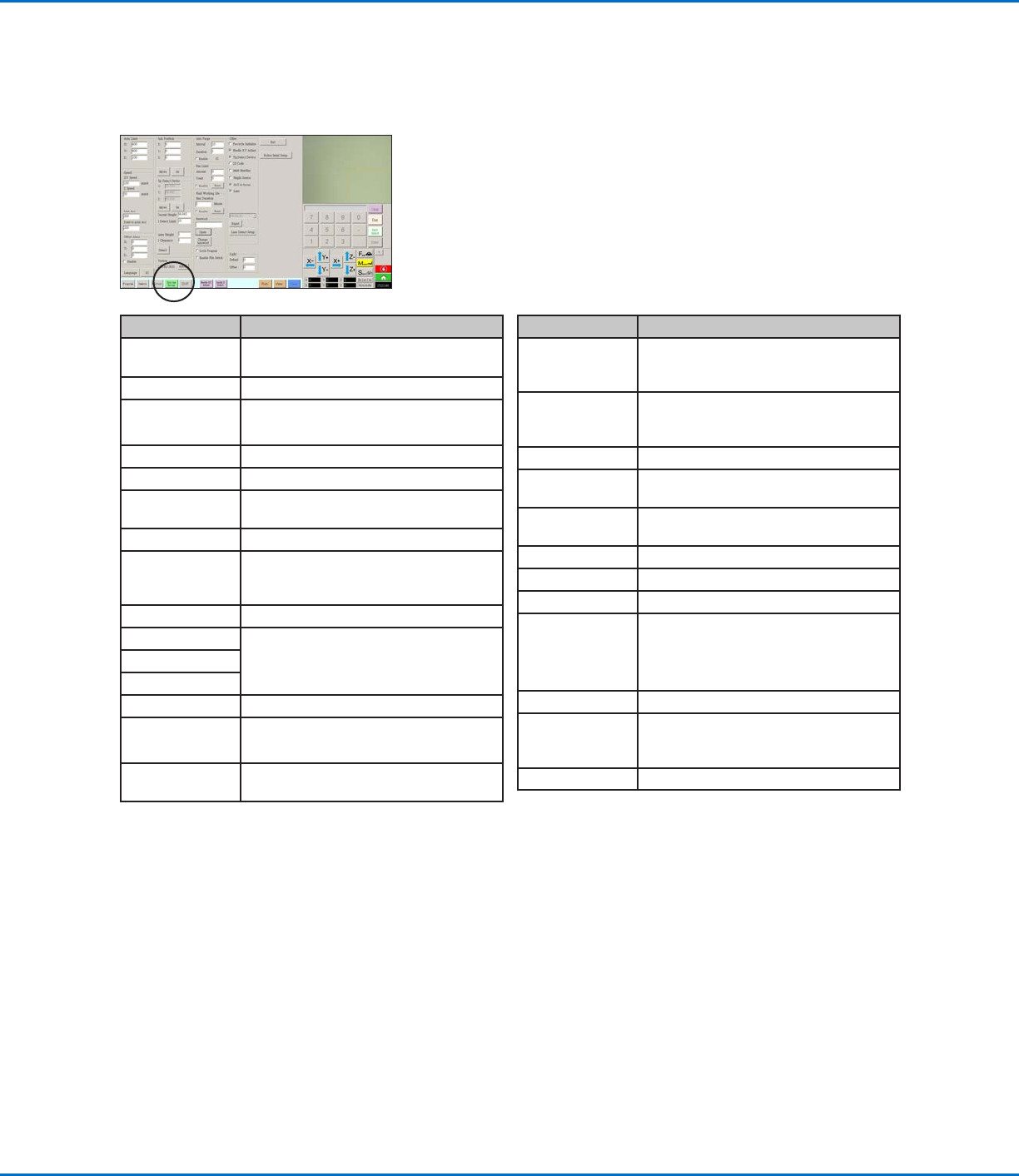
系统设置屏幕字段系统设置屏幕字段 功能功能
轴极限 请参阅第39页上的“设置系统参数”。
速度 请参阅第39页上的“设置系统参数”。
线加速度
点到点加速度
请参阅第39页上的“设置系统参数”。
偏移警报 请参阅第39页上的“设置系统参数”。
语言 请参阅第39页上的“设置系统参数”。
IO 请参阅第54页上的“输入/输出连接”。
停驻位置 请参阅第109页上的“设置系统参数”。
针头检测装置 仅在需要时用于手动校准针头工件偏移而
不使用机械手初始设置向导。请参阅第109
页的“附录 B:非向导设置程序”。
版本 显示软件当前版本。
自动排胶 请参见第78页“如何设置自动排胶、程序
循环次数或流体工作寿命极限”。
运行次数
流体工作寿命
密码 参见第42页“设置密码保护”。
锁定程序
启动文件切换
请参见第50页“如何锁定或解锁程序”。
循环前初始化 在点胶循环开始前,将机械手移动至原始
位置(0,0,0)。
系统设置屏幕字段系统设置屏幕字段 功能功能
针头XY轴调节
启用或禁用“撞针 XY 调整”功能。选
中“撞针 XY 检测”后,程序屏幕上将显
示“撞针 XY 调整”按钮。
针头检测装置 确认是否存在针头检测装置。选中“针头
检测装置”后,程序屏幕上将显示“撞针Z
轴检测”按钮。
二维码 启用或禁用二维码扫描功能。
多针头 启用或禁用多针头功能(用于使用多个点
胶设备的系统)。
高度传感器 确认可选配的高度传感器是否安装。此项
不适用PROPlus / PRO 系统。
将 Z 设置为焦点 指定系统如何在命令窗口中捕获 Z 值。
型号下拉菜单 指明机械手型号。
专家 仅供诺信EFD使用
镭射检测设置
(仅适用于镭射
系统)
仅根据需要用于校准镭射到针头的偏移
量。
请参见第52页“(仅适用于镭射系统)校
准镭射并设置针头到工件的偏移”。
退出 关闭软件
机械手初始设置 打开系统设置和校准向导。有关系统设置
程序,请参阅第43页的“设置和校准系统
(必需)”。
光源 请参阅第39页上的“设置系统参数”。
系统设置屏幕系统设置屏幕
点击“系统设置”标签页可进入“系统设置”屏幕。该屏幕包括系统设置字段,并提供对“平台初始设置”向导和“
镭射检测设置”向导的连接。有关这些字段的详细信息,请参见下文章节。