CN_Nordson_EFD_PROPlus_PRO_Series_Operating_Manual - 第78页
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 PROPlus / PRO PROPlus / PRO 系列自动点胶系统 78 如何设置自动排胶、程序循环次数或流体的工作寿命 如何设置自动排胶、程序循环次数或流体的工作寿命 “系统设置”屏幕中包含以下自动功能,它们可运用到任何程序上。只有当满足以下条件…
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
PROPlus / PRO PROPlus / PRO 系列自动点胶系统
77
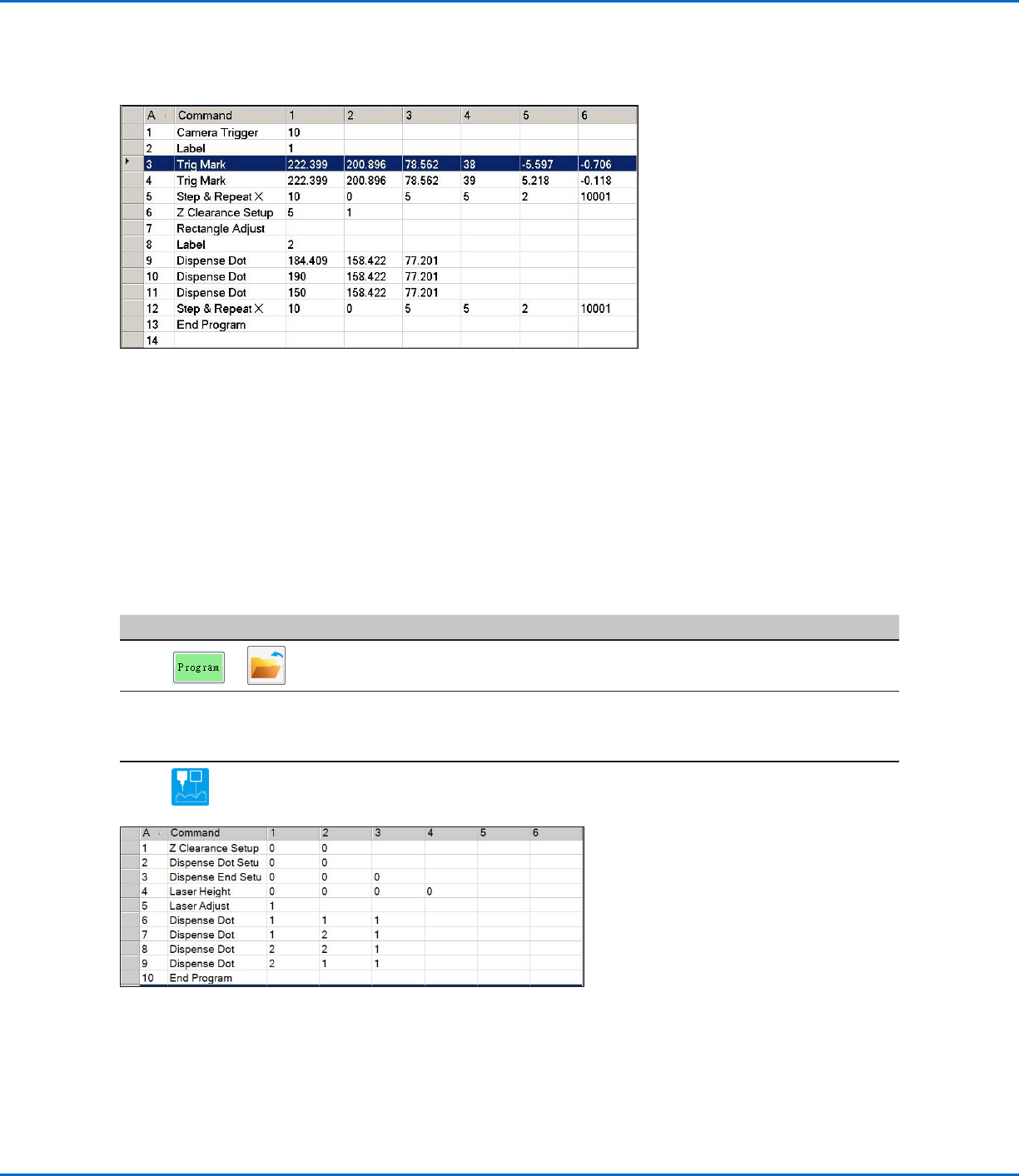
如何使用镭射系统来测量和调节Z轴工作高度(仅适用于镭射系统)如何使用镭射系统来测量和调节Z轴工作高度(仅适用于镭射系统)
镭射系统可读取针头与工件上一个点之间的距离。如果工件之间的距离发生改变,系统会对点胶作出相应调节。
前提条件前提条件
系统已完成正确设置。请参阅第43页上的“设置和校准系统(必需)”。
系统处于CCD模式下。
##
点击点击 操作步骤操作步骤
1
> >
· 为该工件打开或创建程序。
2
Double-click address
and select LASER
HEIGHT from drop-
down menu
· 插入一项LASER HEIGHT(镭射高度)命令。该命令可使镭射系统测量工件上某一点
(或多个点)的高度。
注:注:下面例子中,待测量的点为单点胶点。
3
· 点击LASER ADJUST(镭射调节图标)可插入指令,让镭射系统读取各个工件上相同
点的高度,并对点胶作相应调节。
用方法2触发标记步骤&重复程序示例 (更快)
方法2:使用两个触发标记(更快)(续)方法2:使用两个触发标记(更快)(续)
在步骤&重复程序中使用两个触发标记(续)在步骤&重复程序中使用两个触发标记(续)
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
PROPlus / PRO PROPlus / PRO 系列自动点胶系统
78
如何设置自动排胶、程序循环次数或流体的工作寿命如何设置自动排胶、程序循环次数或流体的工作寿命
“系统设置”屏幕中包含以下自动功能,它们可运用到任何程序上。只有当满足以下条件时这些功能才能正确发挥:
· 该功能的“启用”复选框已作勾选。
· 程序被锁定(请参考60页上“如何锁定或解锁一项程序”)。
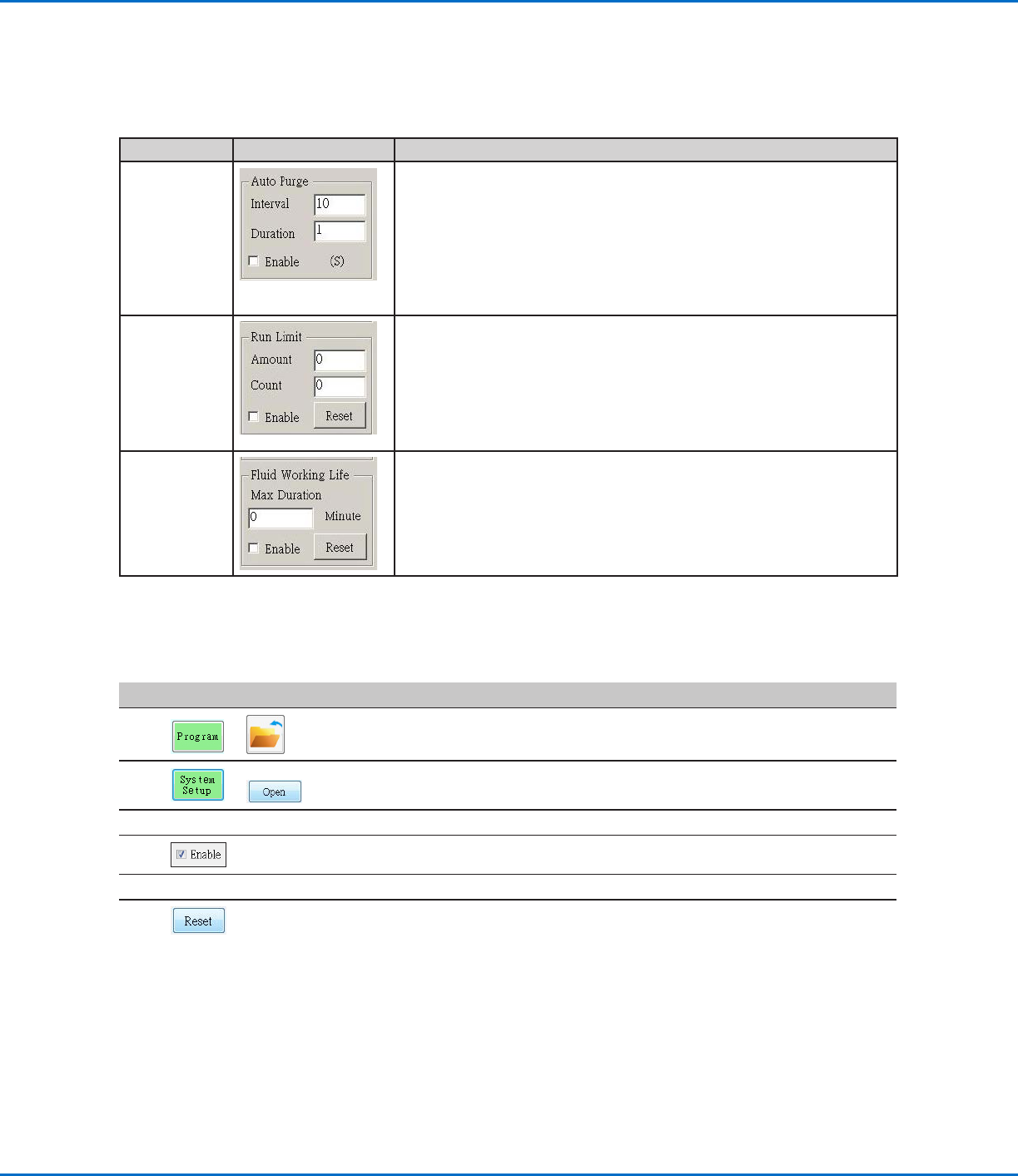
功能功能 截屏图截屏图 描述描述
自动排胶 如果启用了“自动排胶”,系统会在停驻位置使用为“间隔”和“持续时
间”输入的值执行自动排胶:
· 间隔:间隔:系统必须闲置(机械手“启动”(START)按钮未被按下)多长
时间后方可开始自动排胶。
· 持续时间:持续时间:系统在1秒种的时间区间内排胶多长时间。
例如:例如:如果自动排胶启用并采用左边所示设定值,系统每停10秒钟(在指
定停驻位置处)就会自动作1秒钟点胶操作。
运行限制
如果对一项程序启用了“运行限制”(Run Limit),系统运行程序的次数
(称为一次程序循环)会按照“数量”(Amount)和“计数”(Count)中
设定的值而受到限制:
· 数量:数量:设定一项程序能够运行的次数
· 计数:计数:显示程序已经运行了多少次
点击“重置”,可对数量和计数清零。
流体工作寿命
如果启用了“流体工作寿命”,则设置流体在系统中的最大分钟数(也称
为适用期)。在达到为“最大持续时间”输入的值时,系统会提供指示,
但不会禁用操作。
点击“重置”,可对最大时长值清零,。
前提条件前提条件
系统已完成正确设置。请参阅第43页上的“设置和校准系统(必需)”。
您想要对其采用“自动排胶”、“运行次数”或“流体工作寿命”设置的程序保持完整并且正常运行。
##
点击点击 操作步骤操作步骤
1
> >
· 点击“程序”(PROGRAM)>“打开” (OPEN),打开要更新的程序。
2
> >
· 点击“系统设置”,然后点击“打开”。
3
· 参考上表,输入“自动排胶”、“运行限制”或“流体工作寿命”设置。
4
· 对于希望启用的功能(仅针对打开的程序),点击相应的“启用”复选框。
5
· 锁定该程序(请参考60页上“如何锁定或解锁一项程序”)。
6
· 要想在超出“运行次数限制”或“流体工作寿命”值后重启一个程序循环,请
重复步骤1–2,输入密码,并点击“重置”。
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
PROPlus / PRO PROPlus / PRO 系列自动点胶系统
79
如何使用点偏移来调整程序中所有点如何使用点偏移来调整程序中所有点
当有工件发生位置变动后,您可以点击“点偏移”图标,更新一项程序中的所有点。
前提条件前提条件
系统已完成正确设置。请参阅第43页上的“设置和校准系统(必需)”。
工件位置发生变动之前,待更新的程序正确且功能正常。
##
点击点击 操作步骤操作步骤
1
> >
· 点击“程序 > 打开”(PROGRAM > OPEN),打开要更新的程序。
2
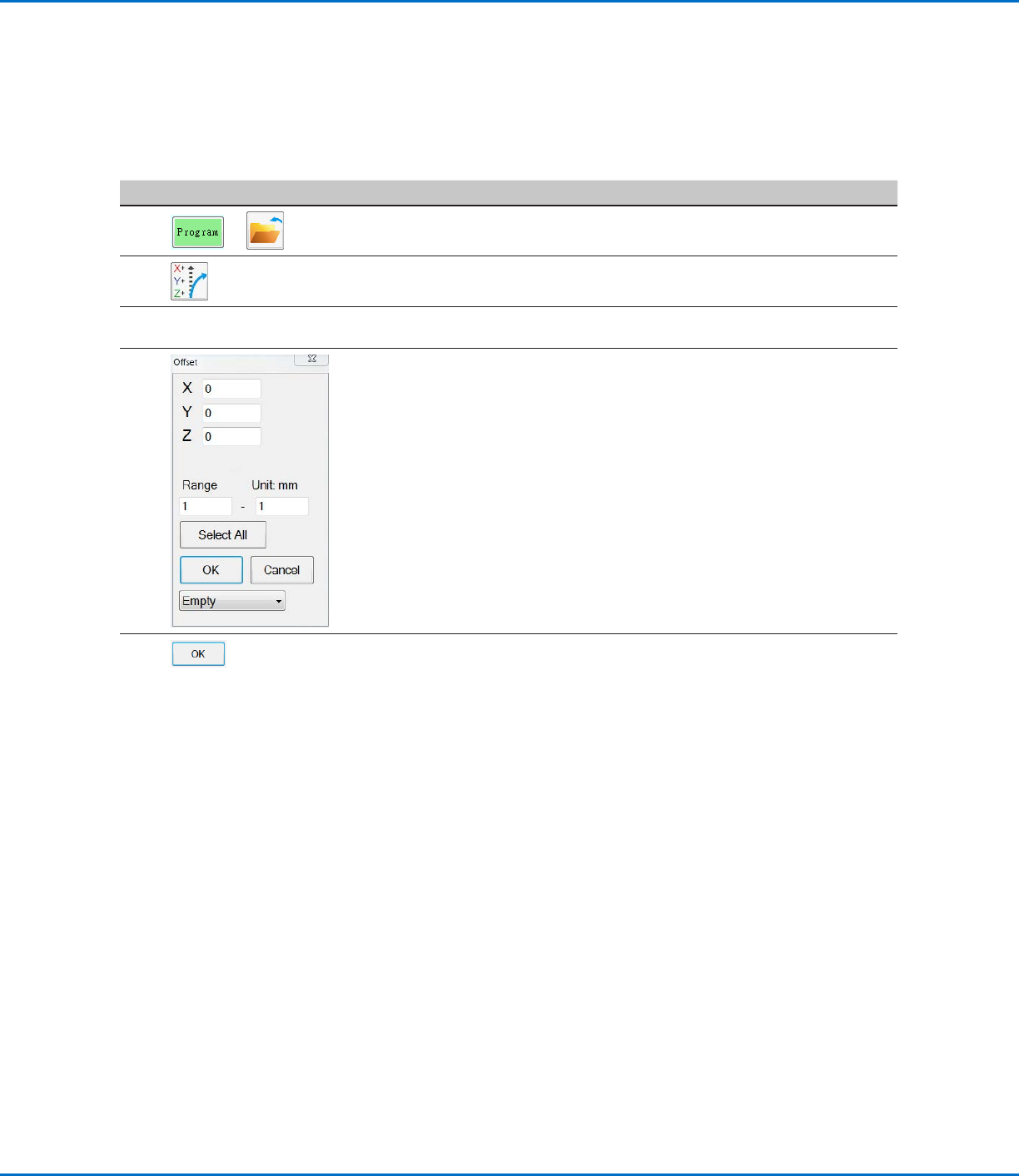
· 点击POINT OFFSET(点偏移)图标。
· 这会打开“偏移”窗口。
3
· 将程序中一个点的原XYZ位置同其新XYZ位置进行比较,确定各个XYZ值的偏移
值。
4
· 根据下述需求,可在“偏移”窗口中输入X、Y、Z各部分中的偏移值,并更新
其他部分字段:
- 要想将XYZ偏移变化量限制到程序中某段特定地址范围内,可在RANGE(范
围)项下输入地址号范围。
- 要想选择程序中所有地址,点击SELECT ALL(选择全部)。
- 要想只选择某一类命令,可使用下拉菜单。否则,保留该选项为空。
例如:例如:一个点的XYZ坐标为1、2和3。其新的XYZ坐标为6、7和8。每个点的偏移
值为5,所以应在“偏移”窗口中的X、Y、Z字段内分别输入5。
注:注:“单位: mm”指的是命令中采用的测量单位。此项是不可编辑的。
5
· 点击“确定”(OK)。