CN_Nordson_EFD_PROPlus_PRO_Series_Operating_Manual - 第80页
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 PROPlus / PRO PROPlus / PRO 系列自动点胶系统 80 操作 操作 系统完成安装和编程后,操作员唯一需要做的就是开机,为工件运行相应程 序,然后在工作周期结束时关机。 启动系统并运行一项程序 启动系统并运行一项程序 1. 打开Di…
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
PROPlus / PRO PROPlus / PRO 系列自动点胶系统
79
如何使用点偏移来调整程序中所有点如何使用点偏移来调整程序中所有点
当有工件发生位置变动后,您可以点击“点偏移”图标,更新一项程序中的所有点。
前提条件前提条件
系统已完成正确设置。请参阅第43页上的“设置和校准系统(必需)”。
工件位置发生变动之前,待更新的程序正确且功能正常。
##
点击点击 操作步骤操作步骤
1
> >
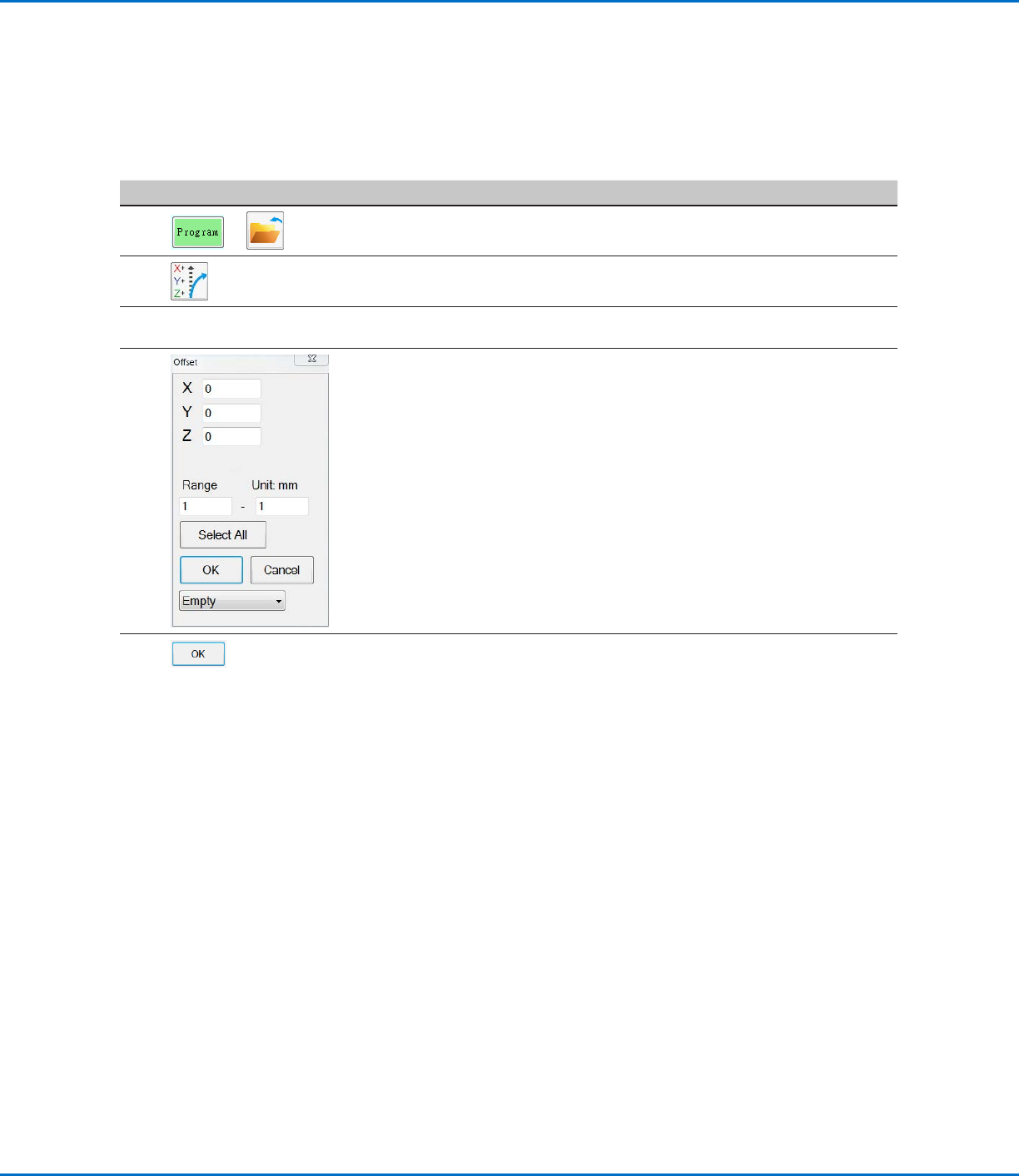
· 点击“程序 > 打开”(PROGRAM > OPEN),打开要更新的程序。
2
· 点击POINT OFFSET(点偏移)图标。
· 这会打开“偏移”窗口。
3
· 将程序中一个点的原XYZ位置同其新XYZ位置进行比较,确定各个XYZ值的偏移
值。
4
· 根据下述需求,可在“偏移”窗口中输入X、Y、Z各部分中的偏移值,并更新
其他部分字段:
- 要想将XYZ偏移变化量限制到程序中某段特定地址范围内,可在RANGE(范
围)项下输入地址号范围。
- 要想选择程序中所有地址,点击SELECT ALL(选择全部)。
- 要想只选择某一类命令,可使用下拉菜单。否则,保留该选项为空。
例如:例如:一个点的XYZ坐标为1、2和3。其新的XYZ坐标为6、7和8。每个点的偏移
值为5,所以应在“偏移”窗口中的X、Y、Z字段内分别输入5。
注:注:“单位: mm”指的是命令中采用的测量单位。此项是不可编辑的。
5
· 点击“确定”(OK)。
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
PROPlus / PRO PROPlus / PRO 系列自动点胶系统
80
操作操作
系统完成安装和编程后,操作员唯一需要做的就是开机,为工件运行相应程
序,然后在工作周期结束时关机。
启动系统并运行一项程序启动系统并运行一项程序
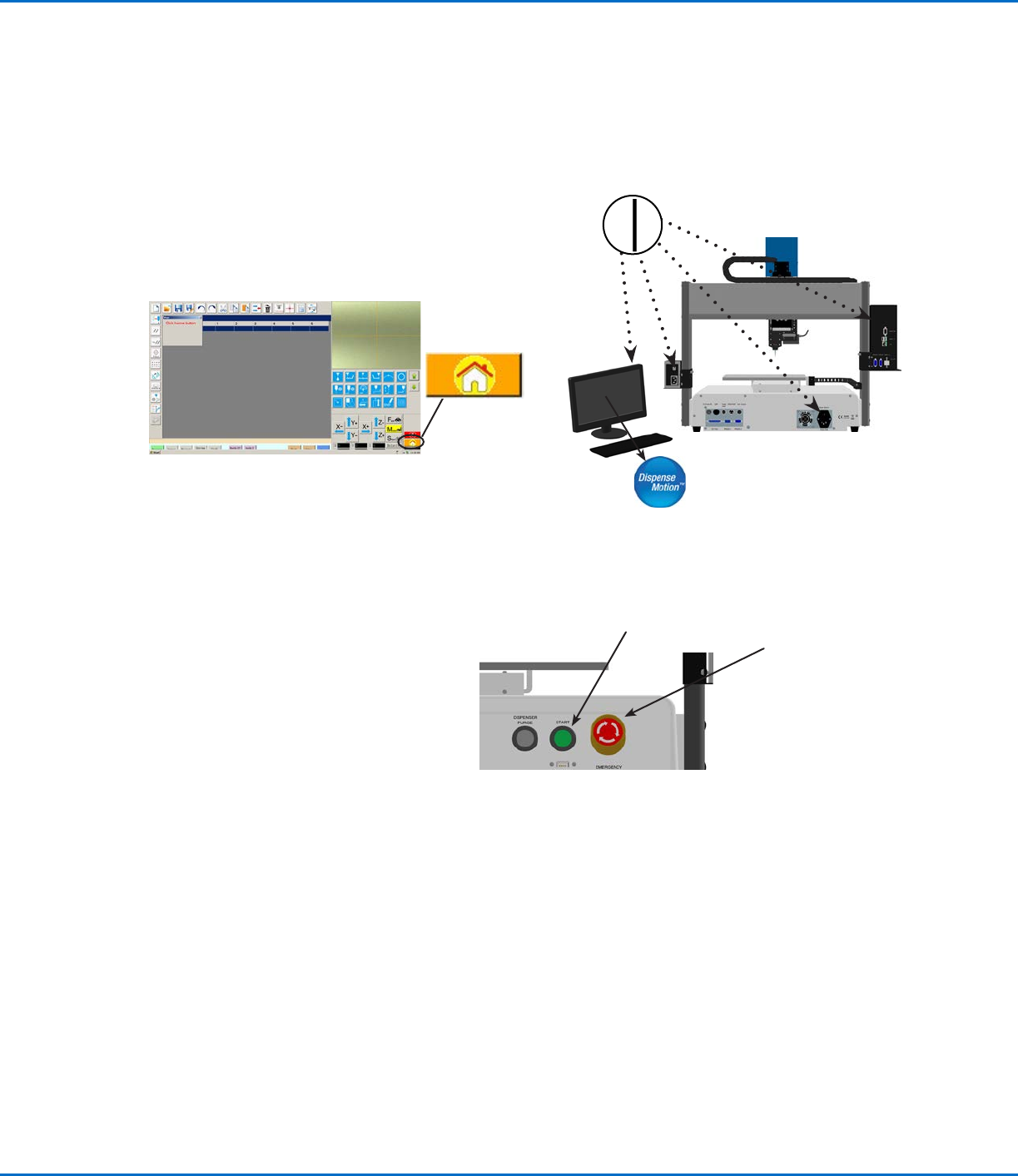
1. 打开DispenseMotion控制器、显示器、机械手以及光源控制器。
2. 双击DispenseMotion图标打开点胶软件。
3. 点击“主页”(HOME)。
机械手与CPU进行同步,将摄像头移动至原始位置
(0,0,0),系统准备就绪。
4. 启用点胶系统,包括胶阀控制器。若需要,请参见点胶设备
操作手册。
5. 根据应用打开程序文件。
6. 将工件放置于定位板上的正确位置上。
7. 按下机械手正面的“启动”(START)按钮,或
点击显示器上的“运行”(RUN)按钮。
8. 必要时可参考点胶系统手册,对点胶机再加料。
9. 如发生紧急情况,按下紧急停止按钮
(EMERGENCY STOP)。
紧急停止按钮
启动(START)按钮
扫描二维码运行一项程序扫描二维码运行一项程序
前提条件前提条件
启用二维码扫描。请参见第117页“附录D,二维码扫描设置”来启用二维码扫描。
二维码在机械手作业界面上,并且和程序关联。请参见第117页“附录D,二维码扫描设置”,将二维码与程序关
联。
1. 将工件定位在定位板上。
2. 按下机械手正面的“启动”(START)按钮,或显示器上的“运行”(RUN)按钮。
系统移动至二维码所在的预设位置,扫描二维码,打开关联程序,执行程序。
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
PROPlus / PRO PROPlus / PRO 系列自动点胶系统
81
在点胶循环中暂停在点胶循环中暂停
在点胶循环过程中,可在其当前位置随时按下“启动”(START)按钮暂停系统。
注:注:如果系统在点胶机开启时暂停,图像的完整性将受到影响。
为系统进行排胶为系统进行排胶
按下“点胶机排胶”(DISPENSER PURGE)按钮,为系统进行排胶。
注:注:可设置系统为自动排胶。请参见第78页“如何设置自动排胶、程序循环次数,或流体工作寿命限制”。
更新偏移更新偏移
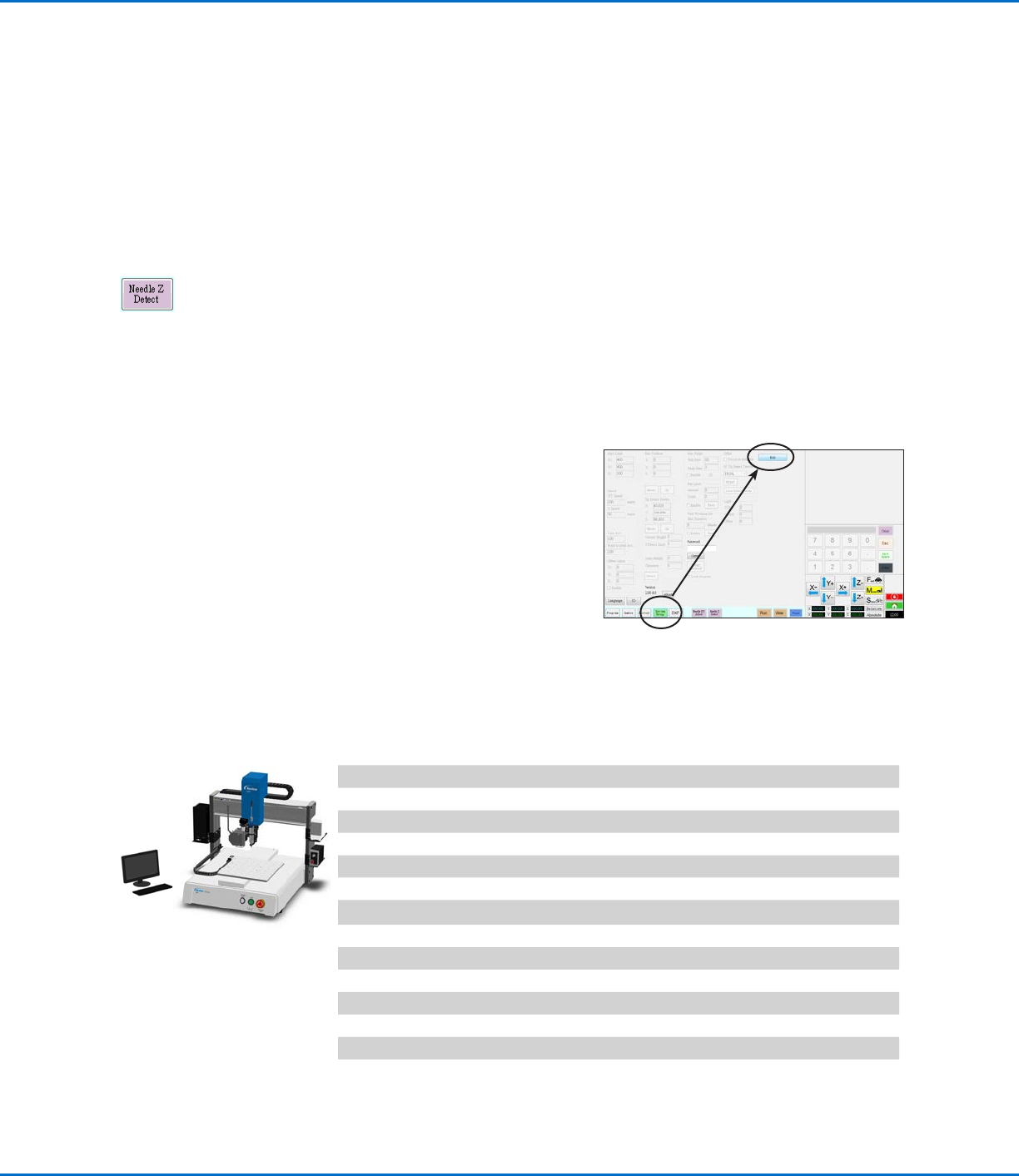
反复运行某个程序几个小时后,单击“撞针 Z 检测”(具有针头检测功能的系统)或“撞针 XY 调整”(没
有针头检测功能的系统)以更新系统,补偿长期运行后可能发生的微小变化。
有关系统对“撞针 XY 调整”选择的响应的详细说明,请参阅第51页的“系统如何响应‘撞针 Z 检测’或‘
撞针 XY 调整’选择”。
关闭系统关闭系统
1. 点击“系统设置 > 退出”可关闭DispenseMotion软件。如提示保
存文件,可选择“是”或“否”。
2. 关闭以下相应组件:
· DispenseMotion控制器
· 显示器
· 机械手
· 光源
3. 请参考点胶系统操作手册,获得特殊关机操作指导。
部件号部件号
部件号部件号 欧洲部件号*欧洲部件号* 描述描述
7362911 7363829 机械手, PRO3, 250 x 250 x 100 mm
7362913 7363830 机械手, PRO3L / A, 250 x 220 x 100 mm, 镭射A
7362914 7363831 机械手, PRO3L / B, 250 x 220 x 100 mm, 镭射B
7363536 7363650 机械手, PROPlus3, 250 x 250 x 100 mm
7363538 7363652 机械手, PROPlus3L / A, 250 x 220 x 100 mm, 镭射A
7363537 7363651 机械手, PROPlus3L / B, 250 x 220 x 100 mm, 镭射B
7360860 7361353 机械手, PRO4, 350 x 350 x 100 mm
7360861 7361354 机械手, PRO4L / A, 350 x 320 x 100 mm, 镭射A
7360862 7361355 机械手, PRO4L / B, 350 x 320 x 100 mm, 镭射B
7363539 7363653 机械手, PROPlus4, 350 x 350 x 100 mm
7363541 7363654 机械手, PROPlus4L / A, 350 x 320 x 100 mm, 镭射A
7363540 7363655 机械手, PROPlus4L / B, 350 x 320 x 100 mm, 镭射B
*符合欧洲安全条例。