1、JT300系列 AOI说明书 - 第41页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料) 4.4.5 排阻排容的编辑 增加排阻,排容检测 框 元件的焊脚颜色 橙红色调整 元件的焊脚锡桥检 元件焊接颜色调整 (蓝色提取) 元件本体颜色提取, 并要 丝印取样 返回目录 第 41 页 共 54 页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
将上面的检测框旋转,调整元件本体,元件的单个脚
的颜色设定,如下图。
对于此类型
元件, 选择
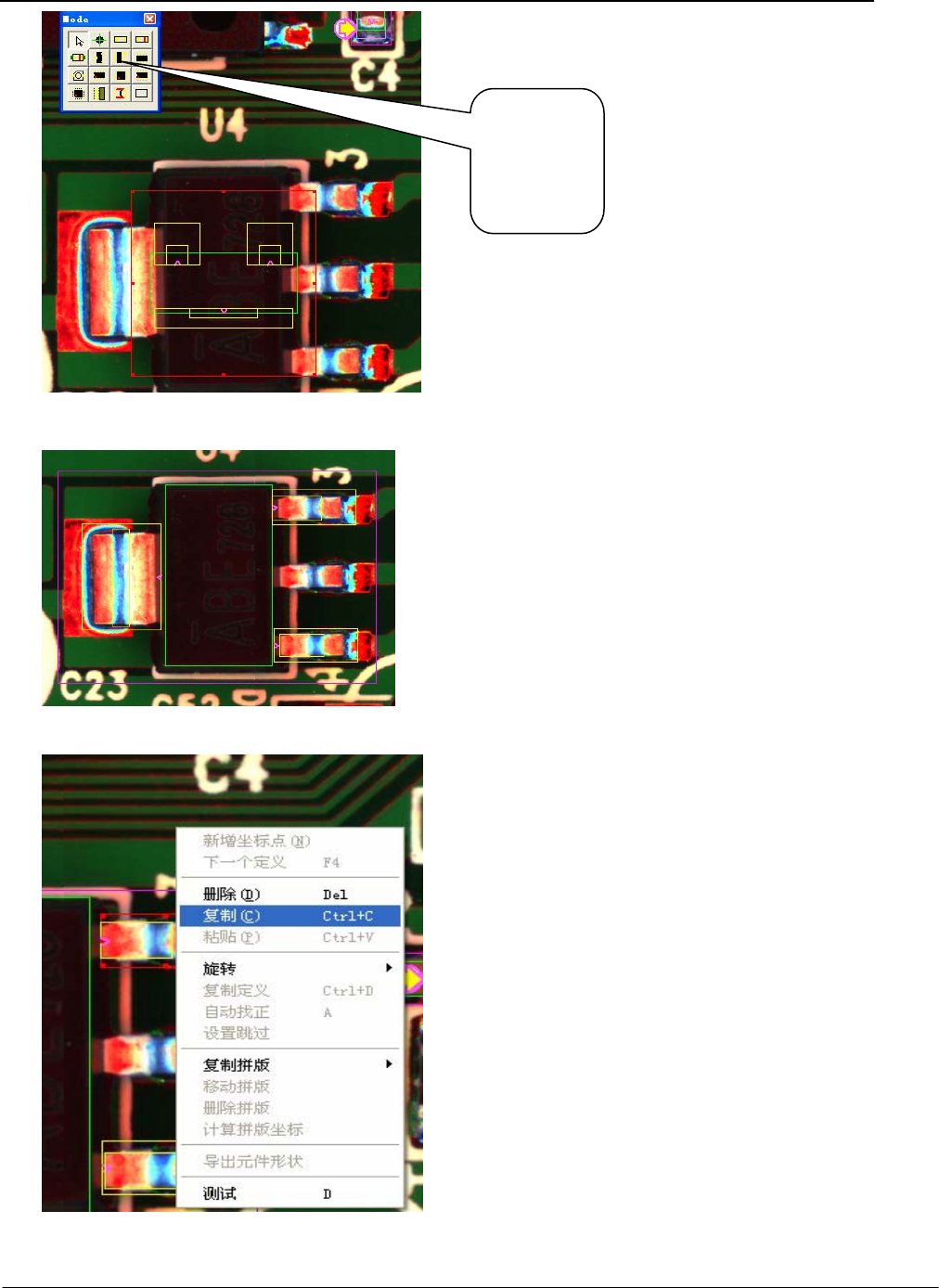
电源 SOT
检测框
原始库内的元件小脚只有两只,但实际的元件小脚有三
只,所以这里使用一个新功能,激活元件单脚外框后,按右键如下图:
执行复制,再执行激活整个元件的测试外框,然后按
鼠标右键,执行粘贴功能,这时,将鼠标移动到元件右侧中间脚位置单击鼠标左键,最
后得到下图。然后再确认一下新增脚的设定即可。
第 40 页 共 54 页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
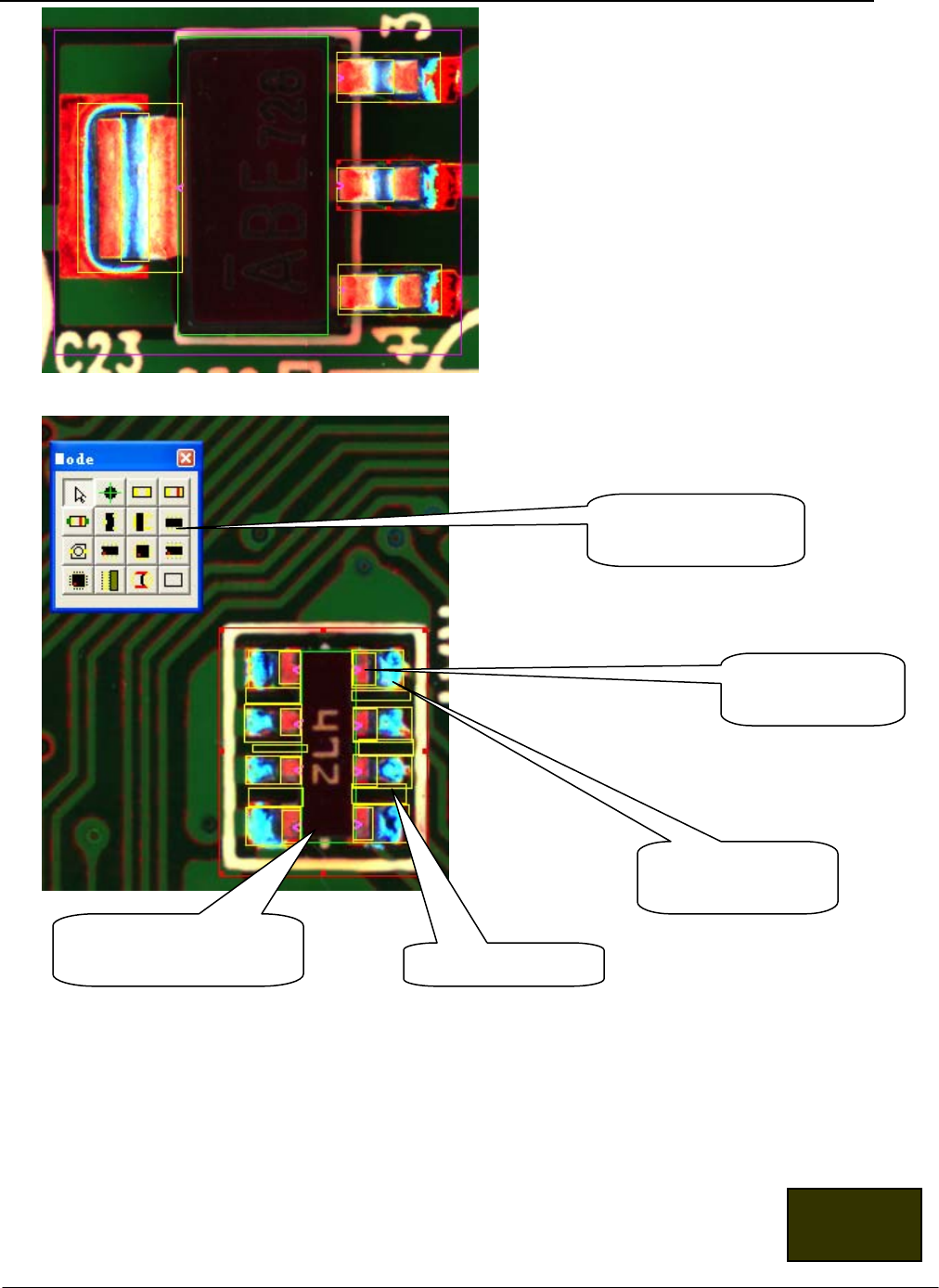
4.4.5 排阻排容的编辑
增加排阻,排容检测
框
元件的焊脚颜色
橙红色调整
元件的焊脚锡桥检
元件焊接颜色调整
(蓝色提取)
元件本体颜色提取,并要
丝印取样
返回目录
第 41 页 共 54 页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
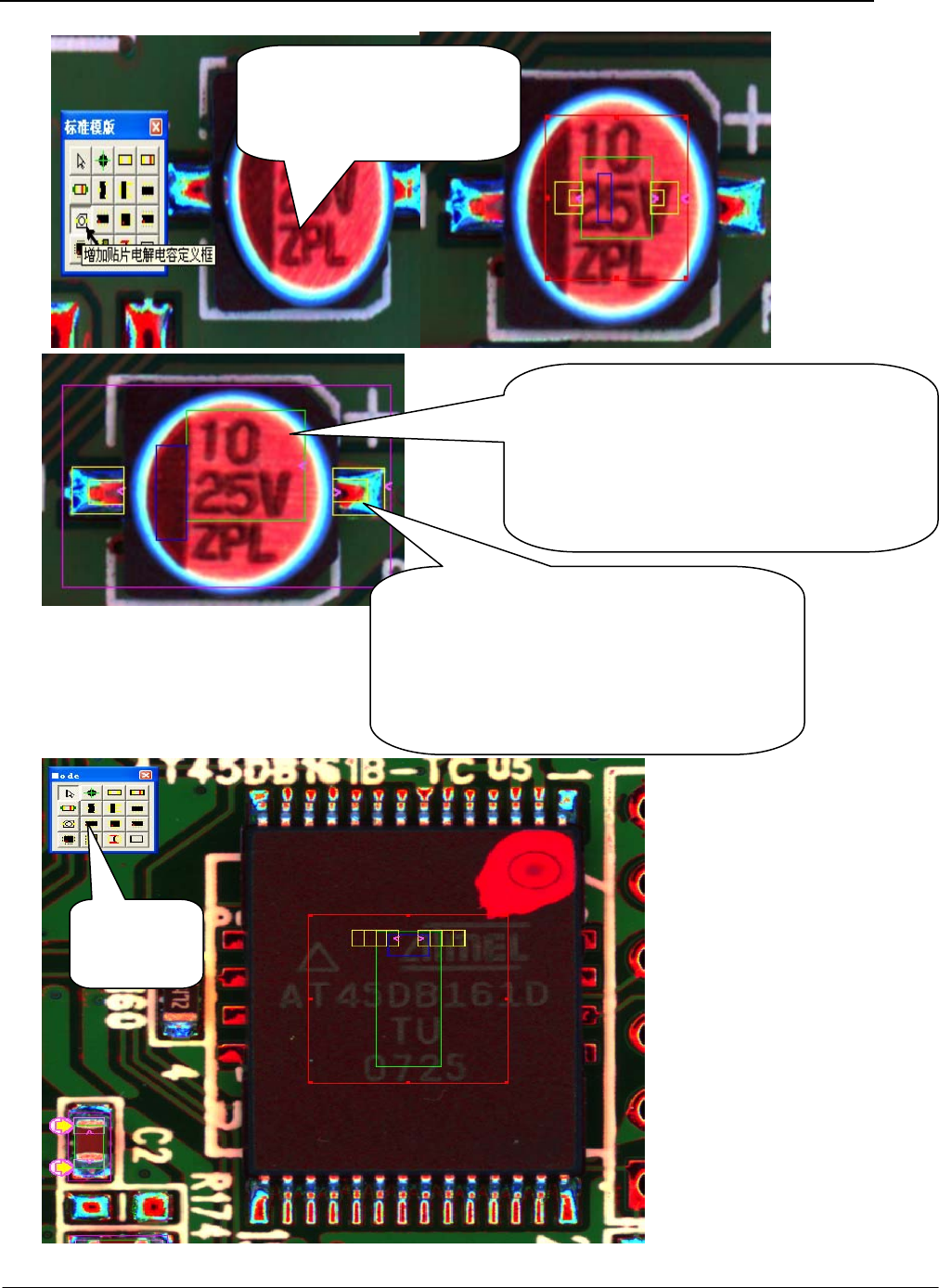
4.4.6 贴片电解电容
首先双击元件的十字坐标,
使其变成黄色,再单击“增
加贴片电解电容”钮
4.4.7 SOP 的编辑
将每部分的检测框调整为和元件一样大
小。如左图。绿色本体先设定本体颜色,再
进行“丝印取样”,设丝印值;蓝色检测框为
极性检测框,将其调整为极性颜色,并对极
性颜色的“最小值”设值;
里面小黄色检测框为定位框,定位于电
解电容的脚的颜色,大的黄色检测框为焊接
区域检测框,设定为正确的焊接锡形颜色,
并对“最小”值进行设值,来检测元件的少
锡,虚焊,空焊等不良。
SOP 检测框
的编辑
z 将检测框旋转到与元件一致,将元件的本体框(绿)和极性框(蓝)调整好。
第 42 页 共 54 页