1、JT300系列 AOI说明书 - 第44页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料) 4.4.9 SOJ , PLCC 元件的编制 此类元件的焊接脚在元件的本体之下, 故我们只能检测它的本体, 极性, 是否少锡, 焊盘之间是否 有锡桥。如下图所示: 选择 选择增加 PLCC 定义 框 单个焊脚, 里面的黄色框的范围是 元件脚及焊盘区域的范围 z 调整元件本体。 z 调整元件极性。 z 调整一只脚的焊接检查框,用 SOP 一样的方法扩展到多个脚。 z 用 SOP 一样的…
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
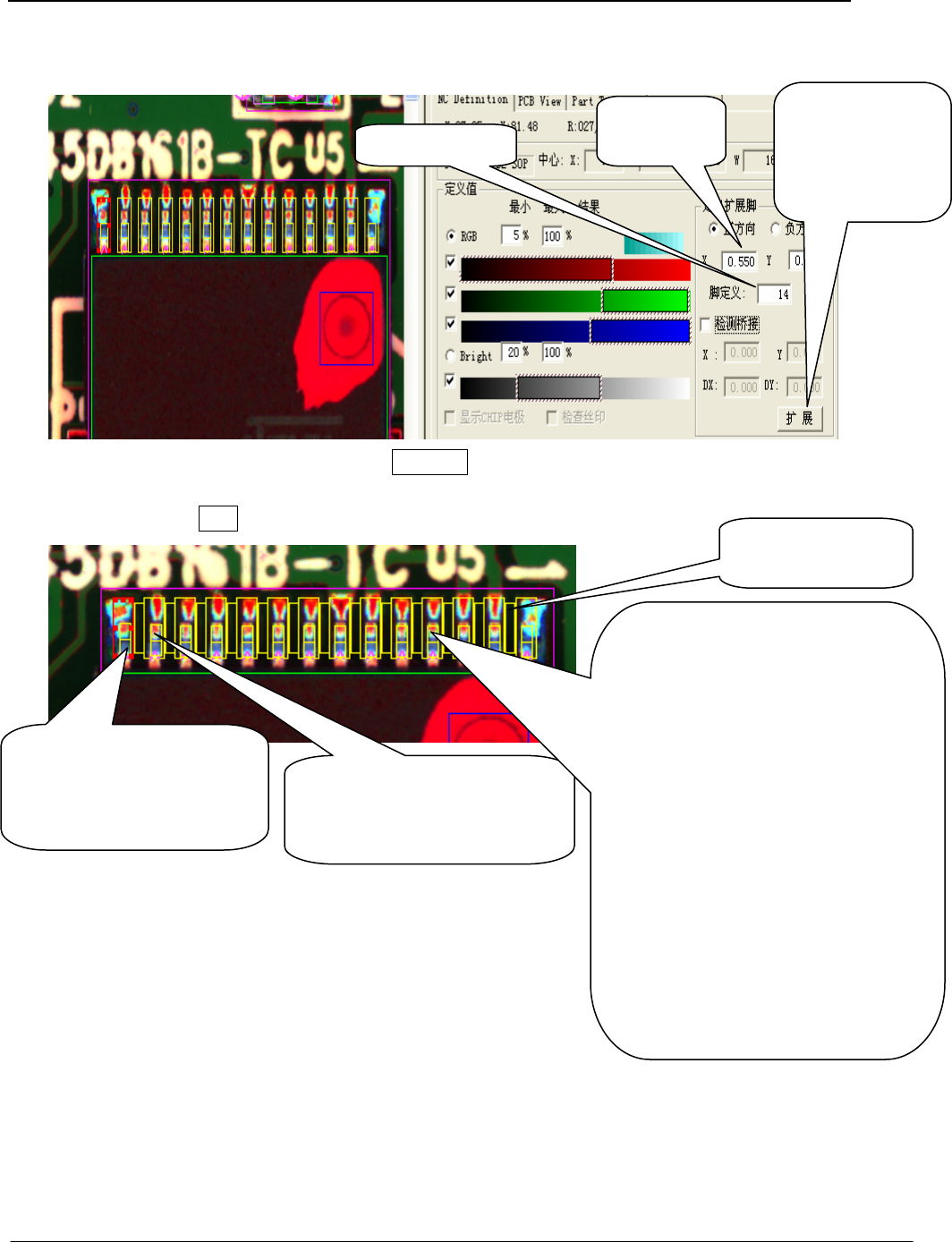
z 将焊接检测框移到 IC 的一支脚上,如下图,调整好一只脚的焊接的情况。
z 扩展 IC 脚的焊接检测框到同一侧 IC 的每只 IC 脚,如下图
参数输入完毕后
按此按钮扩展 IC
脚
输入 IC 脚
的脚间距
脚数目的定义
如果要对 IC 脚之间作锡桥检查,需要选择检查桥接。在 X Y DX DY 处输入桥接检测框的尺寸。X:
桥接检测框的宽度,Y: 桥接检测框的高度,DX,DY 桥接检测框与焊接检测框之间的尺寸偏差。
输入完毕后,单击扩展即可。
z 扩展后的 IC 脚只要激活第一只脚,可以整体移动全部 IC 脚。
z 复制编好的 IC 脚,然后粘贴到 IC 的另一侧。
此处第一小框指元件脚向
下弯曲部分,正好在 AOI 影
像中呈蓝色
此第二小框正好框住元件脚
的脚端部分,在 AOI 影像中呈
红黄色。
双击里面的黄色小框,先调整颜
色为元件脚弯曲部分颜色,设定“最
小”和“最大”值。在右边“编程检
测”窗口部分点击“焊脚颜色”,调 整
为元件脚的焊脚颜色,同样输入“最
小”和“最大”值。最后双击焊盘检
测框,将颜色调整为 SOP焊盘的颜色,
并输入适当的“最小”和“最大”值。
此 PIN 脚设定完成后,在“编程检测”
窗口,“扩展脚定义”位置输入“间距”,
“脚的数目”就 OK 了。如果要做检
测桥连,则在勾选“检测桥接”输入
检测桥接框的大小值就 OK 了。
在 IC 脚之间的桥
接检测框
4.4. 8 QFP 元件的编制与 SOP 基本一致,这里不在赘述。
第 43 页 共 54 页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
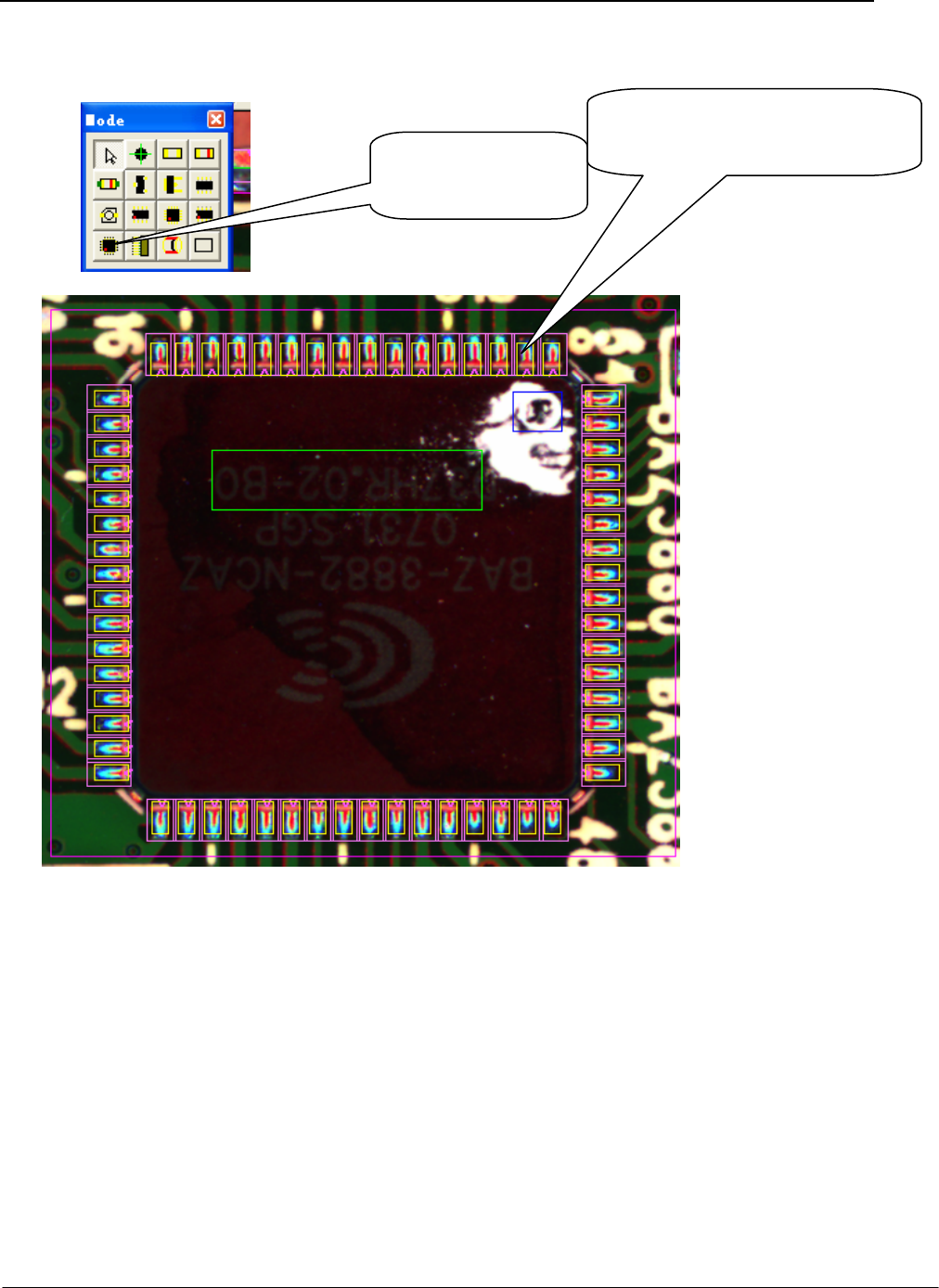
4.4.9 SOJ,PLCC 元件的编制
此类元件的焊接脚在元件的本体之下,故我们只能检测它的本体,极性,是否少锡,焊盘之间是否
有锡桥。如下图所示:
选择
选择增加 PLCC 定义
框
单个焊脚,里面的黄色框的范围是
元件脚及焊盘区域的范围
z 调整元件本体。
z 调整元件极性。
z 调整一只脚的焊接检查框,用 SOP 一样的方法扩展到多个脚。
z 用 SOP 一样的方法增加 IC 焊盘之间的桥接检查。
第 44 页 共 54 页
JT 深圳市劲拓自动化设备股份有限公司 (培训资料)
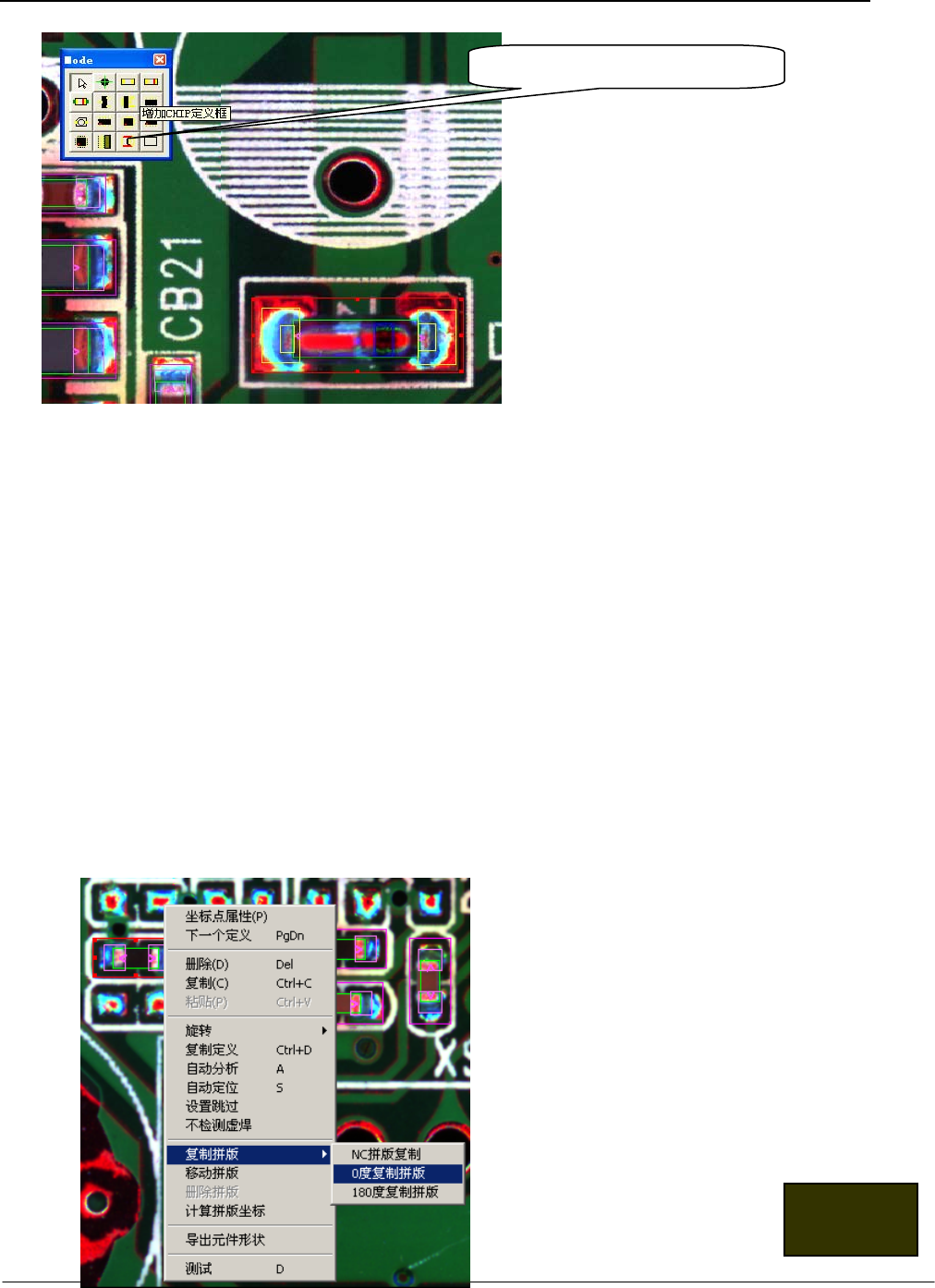
4.4.10 圆柱状元件的编辑
增加圆柱形二极管定义框
z 调整元件测试最外框(紫红)。
z 调整元件本体框(绿色)。
z 调整元件极性框(蓝色)。
z 调整元件焊接检查框(黄)中的元件焊接端头框,检测时取红黄色。
z 调整元件焊接检测框(黄)外框的焊接颜色及范围。
调整小技巧:此类元件有些时候是大元件小焊盘,或者是小元件大焊盘,可以通过将本体调窄或者调宽,
本体颜色小最小值设定宽松或者严格,这样放松或者严格设定。
4.5 拼版复制和程序检测:
4.5.1 拼版复制
通常我们制作多拼版程序时,缺省是第一拼版。如果需要作多个拼版复制,则选择第一拼版上
的一个定义,单击鼠标右键,出现定义菜单(如下图所示)。选择需要作的拼版复制角度,然
后到下一拼版相同元件位置,单击鼠标左键,则得到相应的拼版复制。
注意:1 在作拼版复制以前,需要保存当前定义;
2 如果复制位置有偏差,可以单击鼠标右键移动当前拼版。
第 45 页 共 54 页
返回目录