JX-200_QA表.pdf - 第28页
QA表 NO. 14 (1/2) NO. 14 (2/2) 机种 确认方法 用万用表测量①~③部分的电阻值,确认电阻值是否在范围之内。 (在IEEE连接器①未连接的状态下进行测量) ① IEEE连接器的两端 ·电阻值测量…0.5Ω以下 ② LNC支架和连接部分(下部) ③ LNC支架和连接部分(上部) LNC60激光通信错误 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 【3】-14 内容 '11.01.28 …
QA表 NO. 13 (1/2) NO. 13 (2/2)
机种
确认方法
・ 以手动方式操作电磁阀,使气缸动作,确认左右的气缸动作没有差别。
(确认释放闩可顺利动作。)
・ 做到左右的气缸下降时间基本相等。
调整方法
・ 转动速度控制器的旋钮,使成全开状态。
・ 启动气缸,调整速度控制器,使达到左右气缸动作没有差别的状态。
(再次调整时,应使快的一方配合慢的一方。)
・ 调整后要固定旋钮。
Z轴提升动作故障
释放闩损坏
气缸损坏
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【3】-13
预想故障(应规格调整值不良而发生的故障)
确认方法及调整方法(故障处理方法)
质量特性(规格调整值)
功能作用(规格调整值的意义)
JX-200 装置名称 贴装头装置
功能名称 贴装头提升气缸的调整 编制日期 2008/7/28
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
货号 品名 有关质量特性
变更履历
内容
'11.01.28 新設
日期
对象元件
QA表 NO. 14 (1/2) NO. 14 (2/2)
机种
确认方法
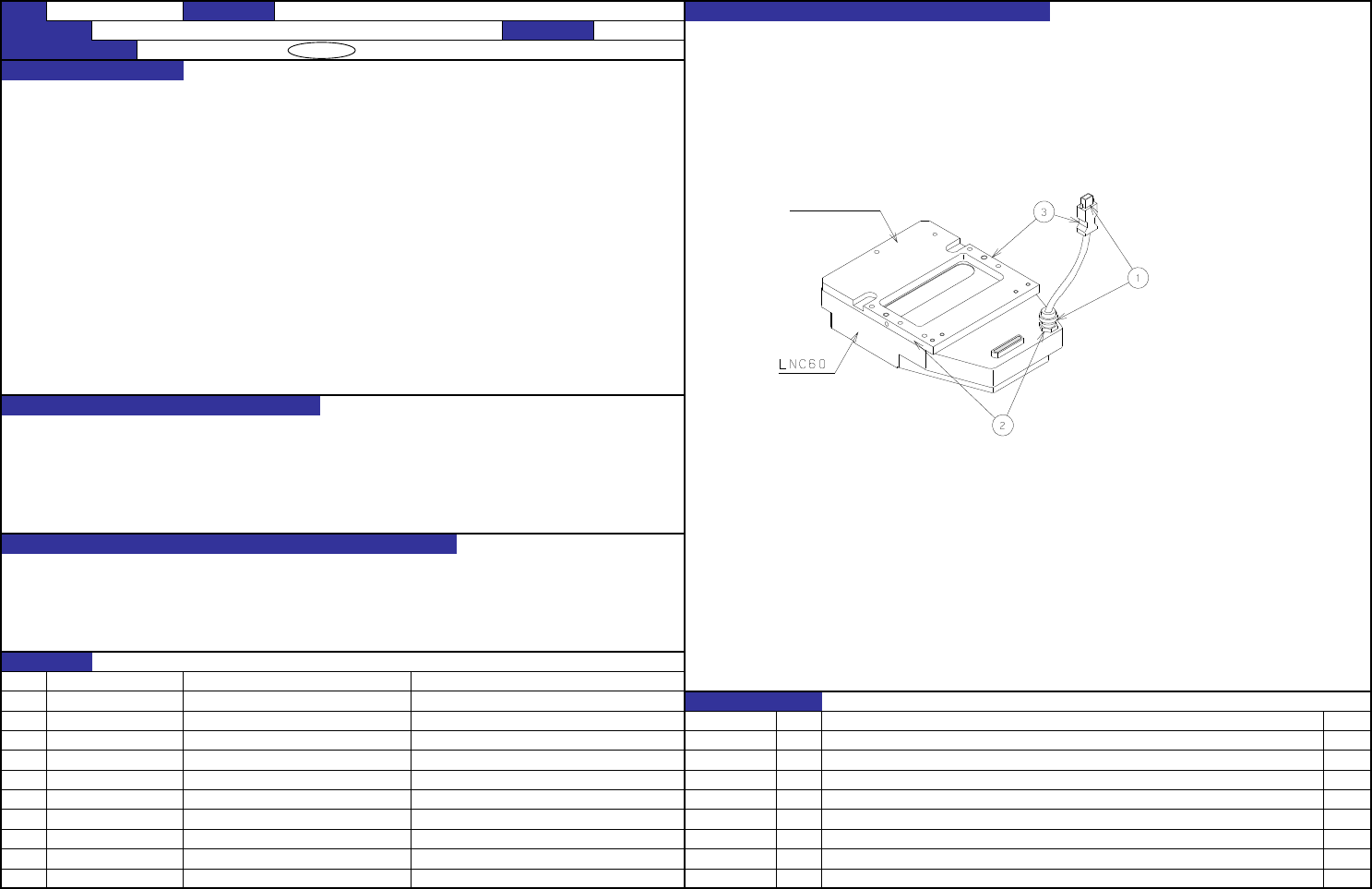
用万用表测量①~③部分的电阻值,确认电阻值是否在范围之内。
(在IEEE连接器①未连接的状态下进行测量)
① IEEE连接器的两端
·电阻值测量…0.5Ω以下 ② LNC支架和连接部分(下部)
③ LNC支架和连接部分(上部)
LNC60激光通信错误
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【3】-14
内容
'11.01.28 新設
日期
变更履历
货号 品名 有关质量特性
JX-200 装置名称 贴装头装置 确认方法及调整方法(故障处理方法)
质量保证类别
功能名称 LNC60周围的电阻值测量 编制日期
预想故障(应规格调整值不良而发生的故障)
对象元件
2008/7/28
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
LNC支架
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
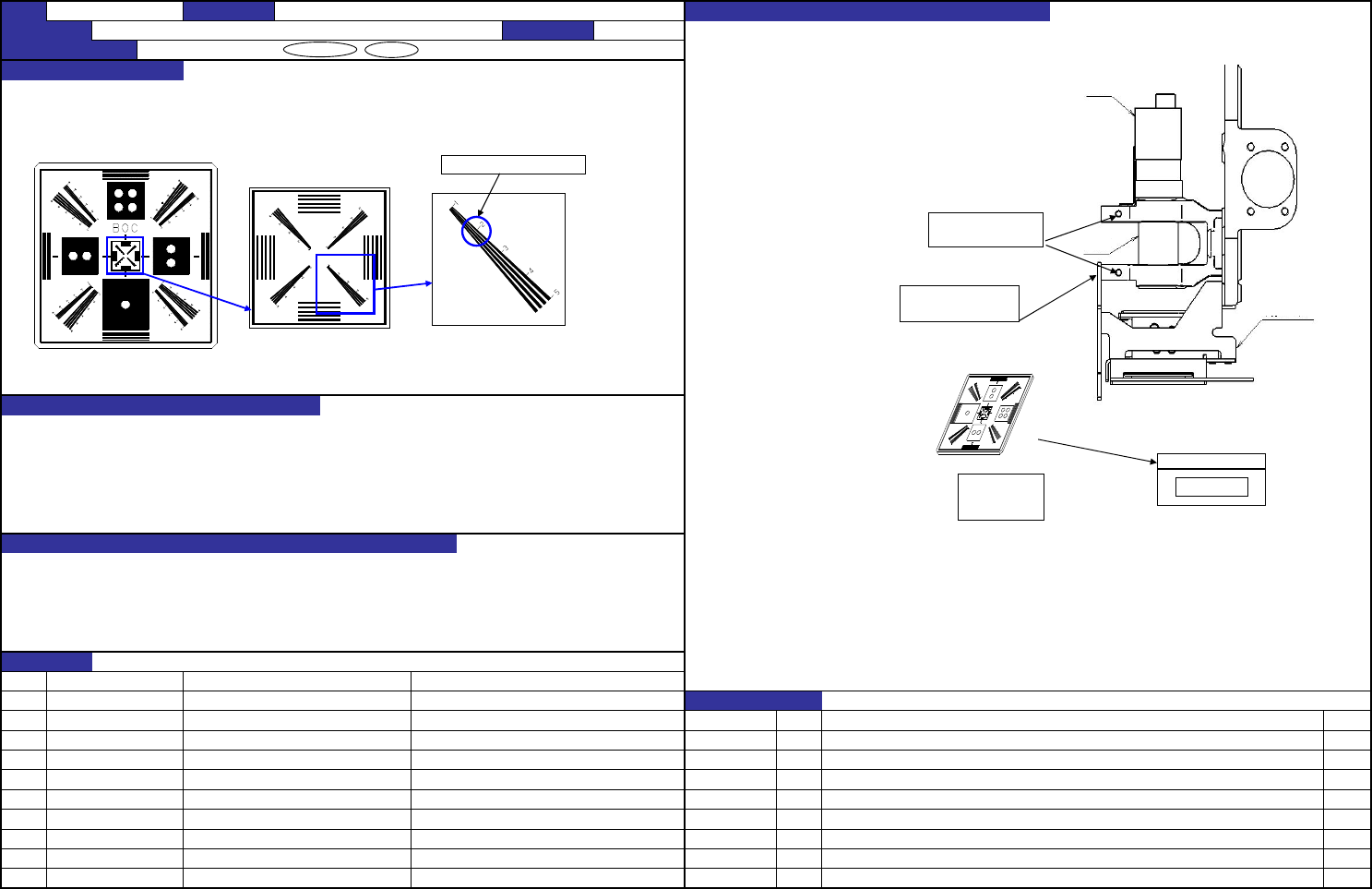
1. 把摄像机调整夹具的蚀刻面朝下放到CAL块上面。
摄像机调整夹具的蚀刻应清楚地看到「2」的线(参照图)。 2. 拧松固定摄像机的六角孔螺栓①和②(共6处),上下
请注意玻璃夹具的表面和背面。(参照确认方法和调整方法) 移动摄像机,在可以清楚地看到蚀刻的「2」的线
(注)放到传送部上时,下图和文字应看到反转。监视起上应正确地看到文字。 (参照左图)的高度固定。
・关系到摄像机的识别精度,大大影响贴装精度,元件吸附可靠性。
・使用BOC标记后贴装精度恶化。
・送料器识别精度,演示精度恶化,引起吸附可靠性降低。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【4】-1
内容
E2106998000 摄像机调整夹具
'11.01.28 新設
日期
40046819 OCC组
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
OCC装配 确认方法及调整方法(故障处理方法)
功能名称 OCC摄像机焦点调整 编制日期 2008/7/28
JX-200 装置名称
①M3×6cap
SM6030692TN(×1)
② M5×20有头螺钉
SL6052092TN(×2)
摄像机
照明装置
透镜
摄像机调整夹具
E2106998000
(T110)
CAL块
「2」周线应清楚地看得到