JX-200_QA表.pdf - 第38页
QA表 NO. 2 (1/2) NO. 2 (2/2) 机种 确认方法 1. 将千分表装在贴装头上。 2. 测量同步轴的平行度,确认其在20μm以下。 同步轴与X轴的平行:20μm以内 (要适应同步轴全域。) 调整方法 1. 将千分表装在贴装头上。 2. 测量同步轴的平行度,将其调整到20μm以下。 对齐Y方向的吸附位置。 ・ 吸附出错 ・ 同时吸附不良 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 【6】-2 内容 &…
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
确认方法
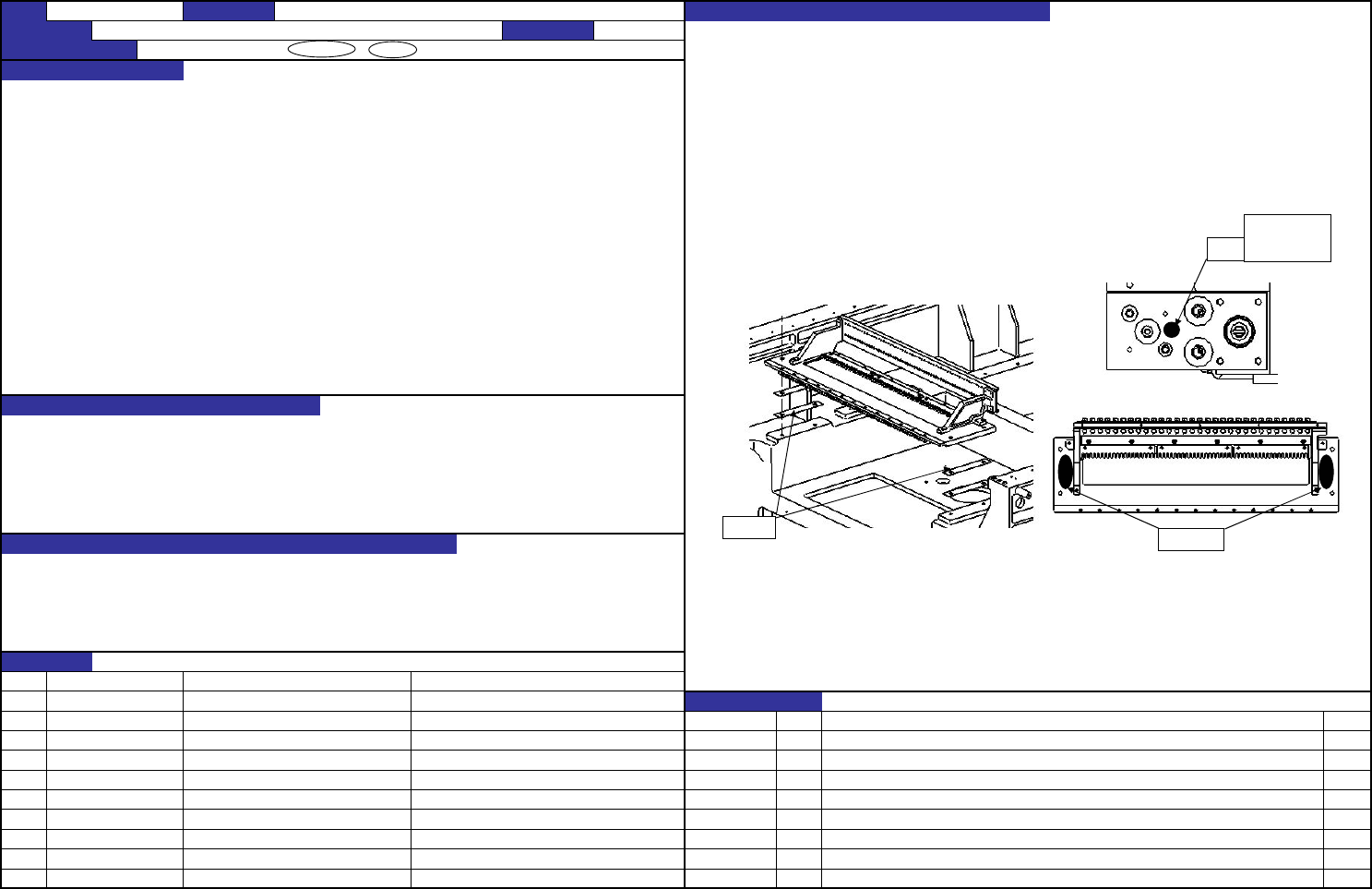
1. 将千分表装在贴装头上。
2. 将校正块上面的高度作为千分表的“0”。
距校正块上面的距离:141±0.03mm 3. 将141mm的块规放在送料器装卸架A面,测量高度,确认已为±30μm。
(注)
调整方法
1. 按上述操作步骤测量距离。
2. 挑选符合范围要求的填隙片,追加或去除填隙片后再次组装送料器装卸架。
3. 再次按上述操作步骤测量距离,确认其已处于范围内。
对齐吸附高度。
・ 吸附出错
・ 芯片站立
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-1
40077281 FEEDER BANK SHIM 0.02
40077280 FEEDER BANK SHIM 0.05
内容
40077279 FEEDER BANK SHIM 0.1 '11.01.28 新設
40077278 FEEDER BANK SHIM 0.2
日期
40077283 FEEDER BANK BASE
变更履历
货号 品名 有关质量特性
对象元件
当水平检查时的值超出规格值之外时,有的情况下要调整高度和另行进行垫隙片调整。
此时,请加上调整水平用的垫隙片,在此状态下调整到符合上述规格值。
预想故障(应规格调整值不良而发生的故障)
JX-200 装置名称 送料器装卸架 确认方法及调整方法(故障处理方法)
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
质量保证类别
功能作用(规格调整值的意义)
功能名称 送料器装卸架高度调整 编制日期 2008/7/28
填隙片
“0”设定位置
测量位置
摄像机调整夹具
E2106998000
(T110)
QA表 NO. 2 (1/2) NO. 2 (2/2)
机种
确认方法
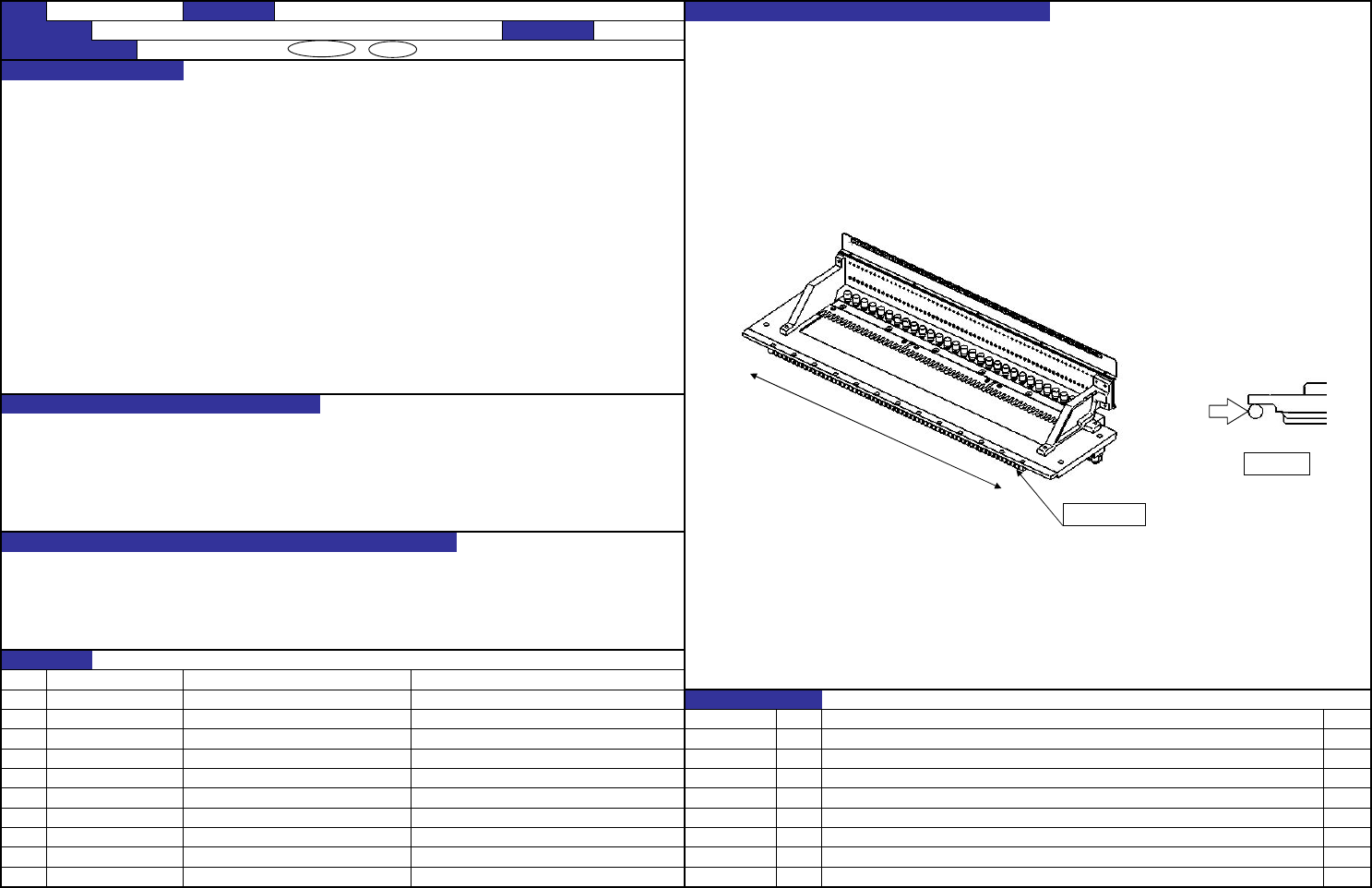
1. 将千分表装在贴装头上。
2. 测量同步轴的平行度,确认其在20μm以下。
同步轴与X轴的平行:20μm以内
(要适应同步轴全域。)
调整方法
1. 将千分表装在贴装头上。
2. 测量同步轴的平行度,将其调整到20μm以下。
对齐Y方向的吸附位置。
・ 吸附出错
・ 同时吸附不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-2
内容
'11.01.28 新設
日期
40077286 LOCK SHAFT
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
同步轴的平行 编制日期 2008/7/28
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
JX-200 装置名称 送料器装卸架 确认方法及调整方法(故障处理方法)
功能名称
测量位置
同步轴
QA表 NO. 3 (1/2) NO. 3 (2/2)
机种
确认方法
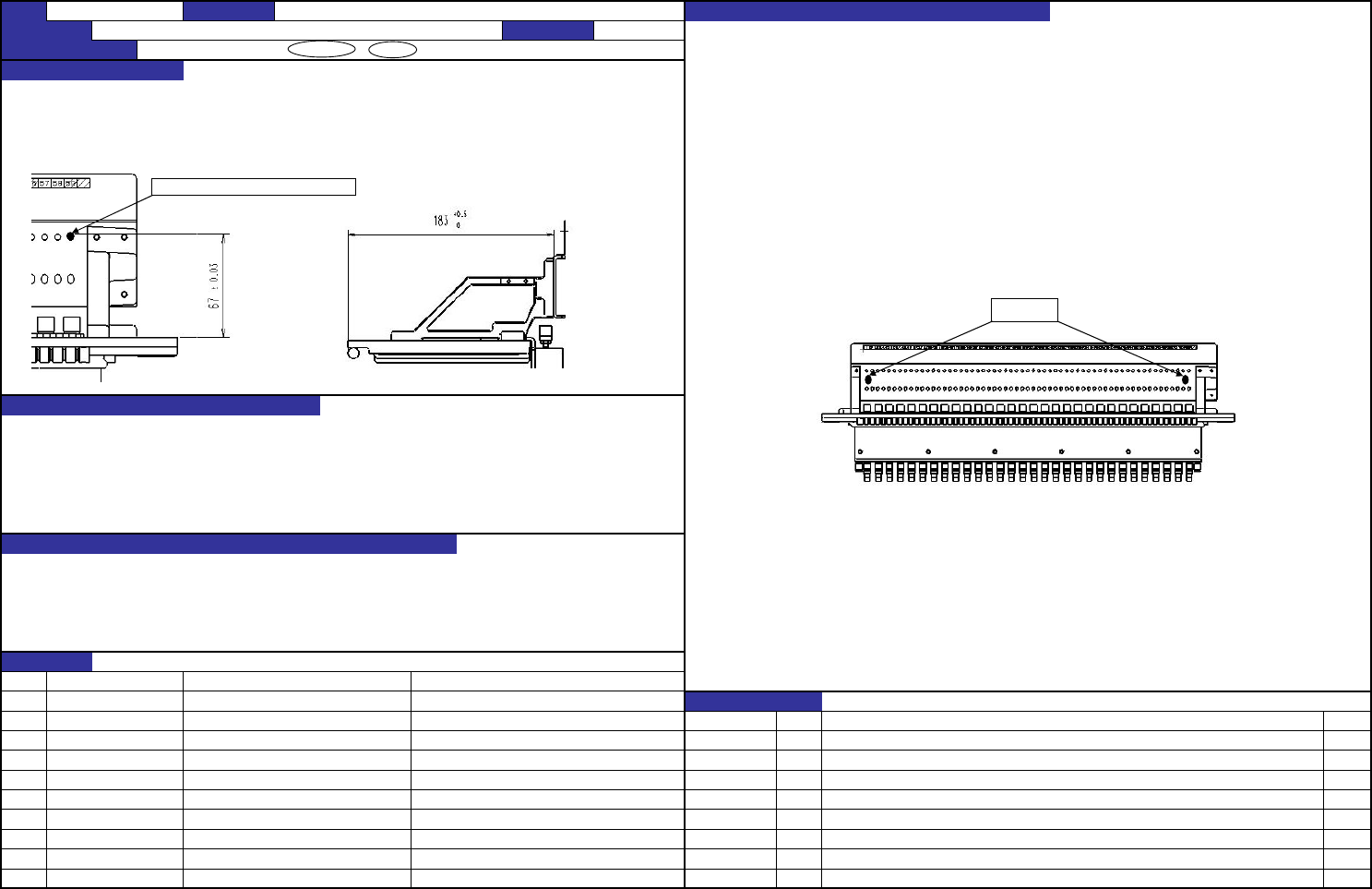
1. 将千分表装在贴装头上。
・ 固定板两端部对X轴的平行度:20μm以下 2. 测量固定板两端部的平行度,确认其在20μm以下。
・ 固定板的高度(两端2处):67±0.03mm 3. 将平行销插入固定板两端部的圆孔中,确认距装卸架上面的高度为67±0.03mm以下。
・ 固定板与同步轴的距离:185(+0.5/0)mm
调整方法
1. 将千分表装在贴装头上。
2. 测量固定板两端部的平行度,调整到20μm以下。
3. 将平行销插入固定板两端部的圆孔中,调整到距装卸架上面的高度为67±0.03mm以下。
使吸附位置及高度达到一致。
・ 吸附出错
・ 芯片站立
・ 同时吸附不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-3
内容
新設'11.01.28
日期
40077285 FIXING PLATE
变更履历
货号 品名 有关质量特性
对象元件
固定板的位置 编制日期 2008/7/28
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
功能名称
质量特性(规格调整值)
预想故障(应规格调整值不良而发生的故障)
功能作用(规格调整值的意义)
JX-200 装置名称 送料器装卸架 确认方法及调整方法(故障处理方法)
在指示部及逆端面这2个部位进行测量
测量位置