JX-200_QA表.pdf - 第47页
QA表 NO. 7 (1/2) NO. 7 (2/2) 机种 确认方法 1. 检查调节器,确认空气供给压力为0.3MPa。 2. 利用手动控制使支承台上升、下降。 ・ 向支承台供给的空气压力:0.3MPa 3. 确认所显示的动作时间为600±10msec。 ・ 支承台动作速度(包括上升、下降):600±10ms 调整方法 1. 检查调节器,调整到空气供给压力为0.3MPa。 2. 利用手动控制使支承台上升、下降。 3. 调整速度控制器,…
QA表 NO. 6 (1/2) NO. 6 (2/2)
机种
确认方法
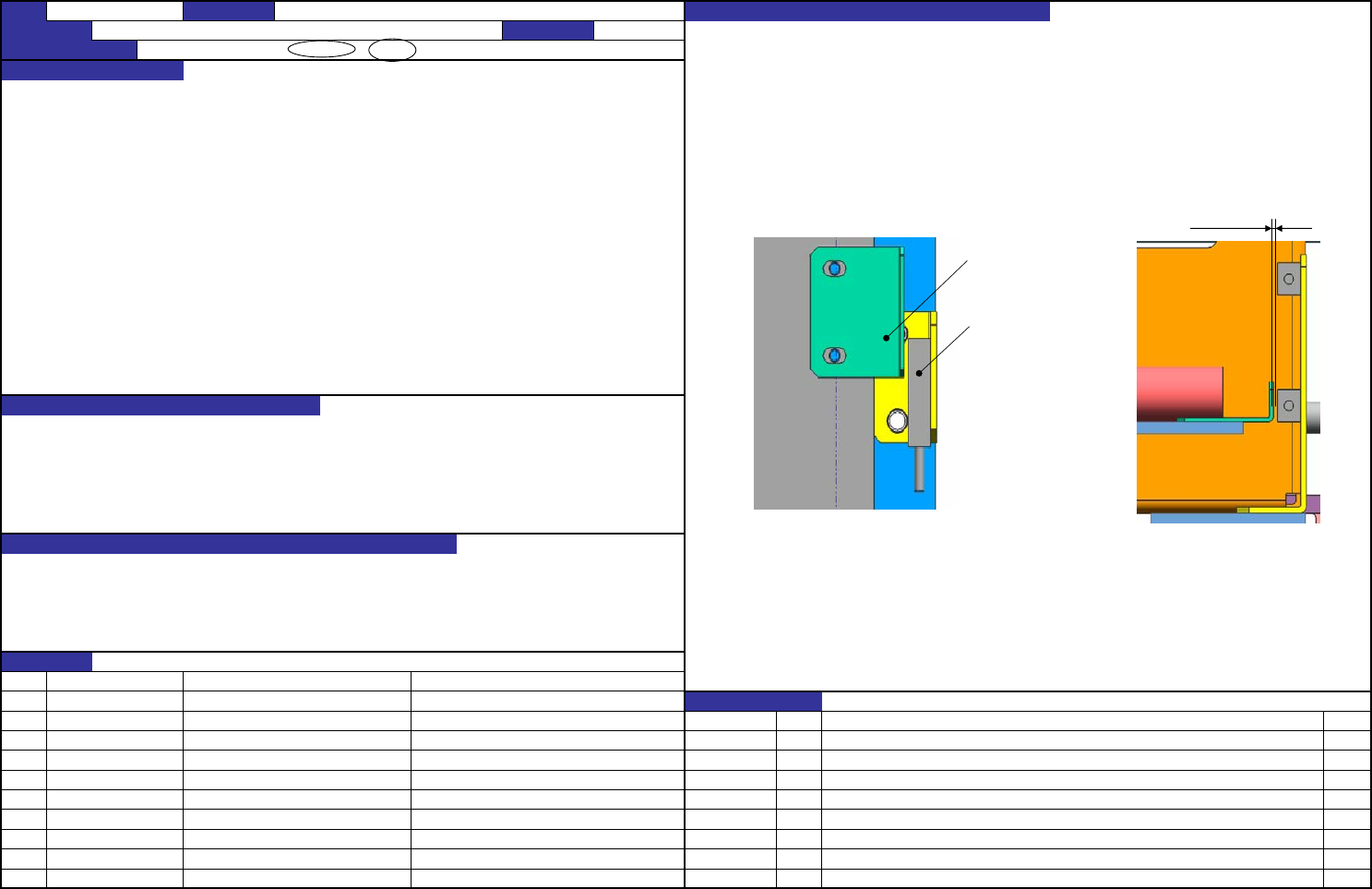
1. 确认传感器与BU传感器碰块的距离为1±0.3mm。
・ 传感器与BU传感器碰块位置的距离:1±0.3mm
调整方法
1. 将传感器与BU传感器碰块的距离调整为1±0.3mm。
测出支承台的上升、下降位置。
・ 基板固定不良
・ 基板传入时被压坏
NO
①
②
NO. 担当人
③ 新设
④
⑤
⑥
⑦
⑧
⑨
⑩
【7】-6
JX-200
装置名称
3缓冲传送带
确认方法及调整方法(故障处理方法)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
BU传感器碰块位置
编制日期 2011/1/31
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40078527 BU SENSOR DOG
内容
'11.01.31
变更履历
日期
1±0.3mm
QA表 NO. 7 (1/2) NO. 7 (2/2)
机种
确认方法
1. 检查调节器,确认空气供给压力为0.3MPa。
2. 利用手动控制使支承台上升、下降。
・ 向支承台供给的空气压力:0.3MPa 3. 确认所显示的动作时间为600±10msec。
・ 支承台动作速度(包括上升、下降):600±10ms
调整方法
1. 检查调节器,调整到空气供给压力为0.3MPa。
2. 利用手动控制使支承台上升、下降。
3. 调整速度控制器,使得显示的动作时间为600±10msec。
4. 固定速度控制器的调整按钮。
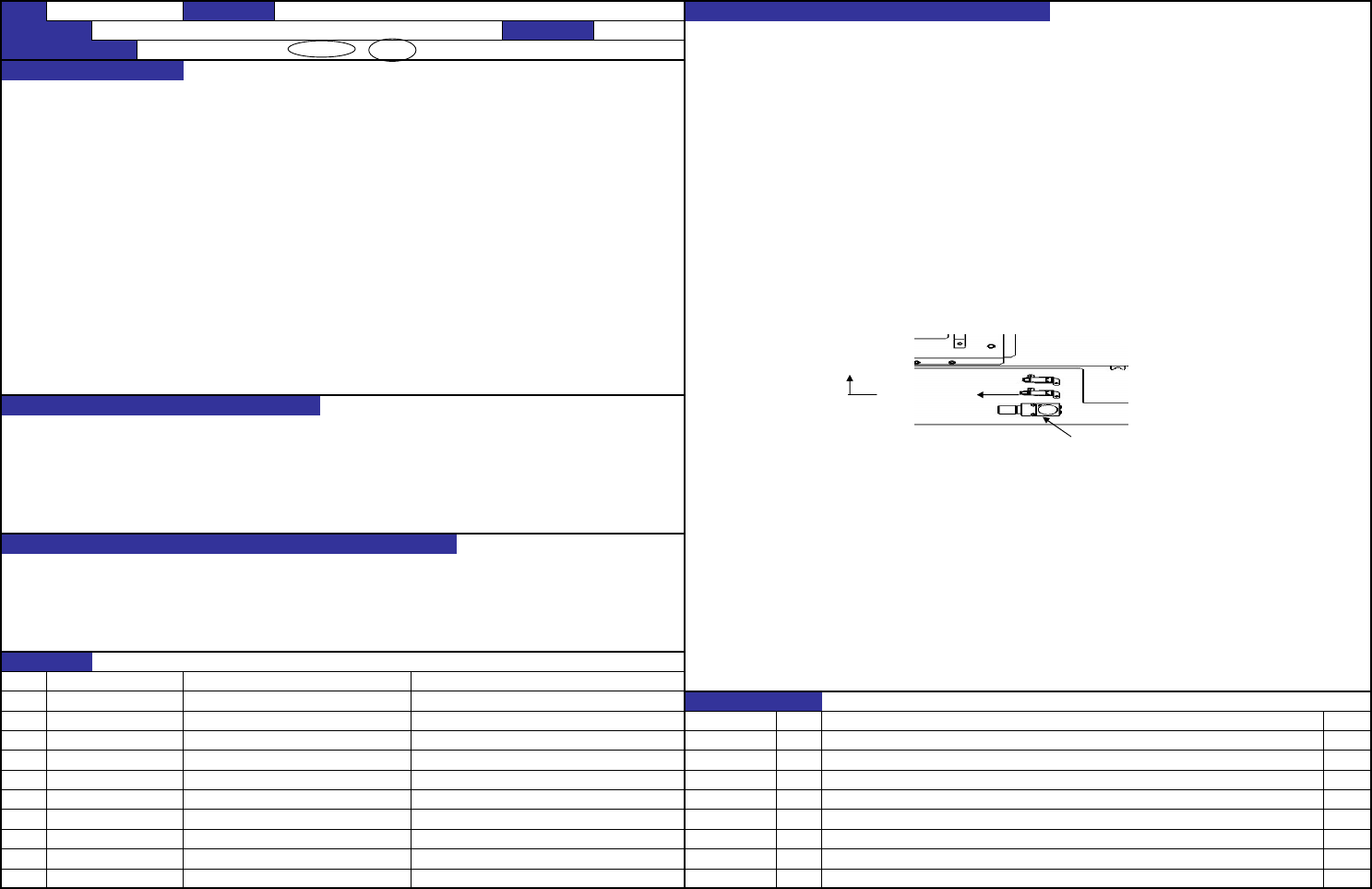
(调整用的速度控制器设置在送料器装卸架下部从电磁阀延伸的配管上。)
(注)请在供给气压为0.3MPa的状态下进行调整。
使基板夹紧顺利进行。
・ 基板固定不良
・ 贴片精度恶化
NO
①
②
NO. 担当人
③ 新设
④
⑤
⑥
⑦
⑧
⑨
⑩
【7】-7
JX-200
装置名称
3缓冲传送带
确认方法及调整方法(故障处理方法)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
支承台动作速度
编制日期 2011/1/31
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
PF020004000 调节器
内容
'11.01.31
变更履历
PC012601000 速度控制器
日期
QA表 NO. 8 (1/2) NO. 8 (2/2)
机种
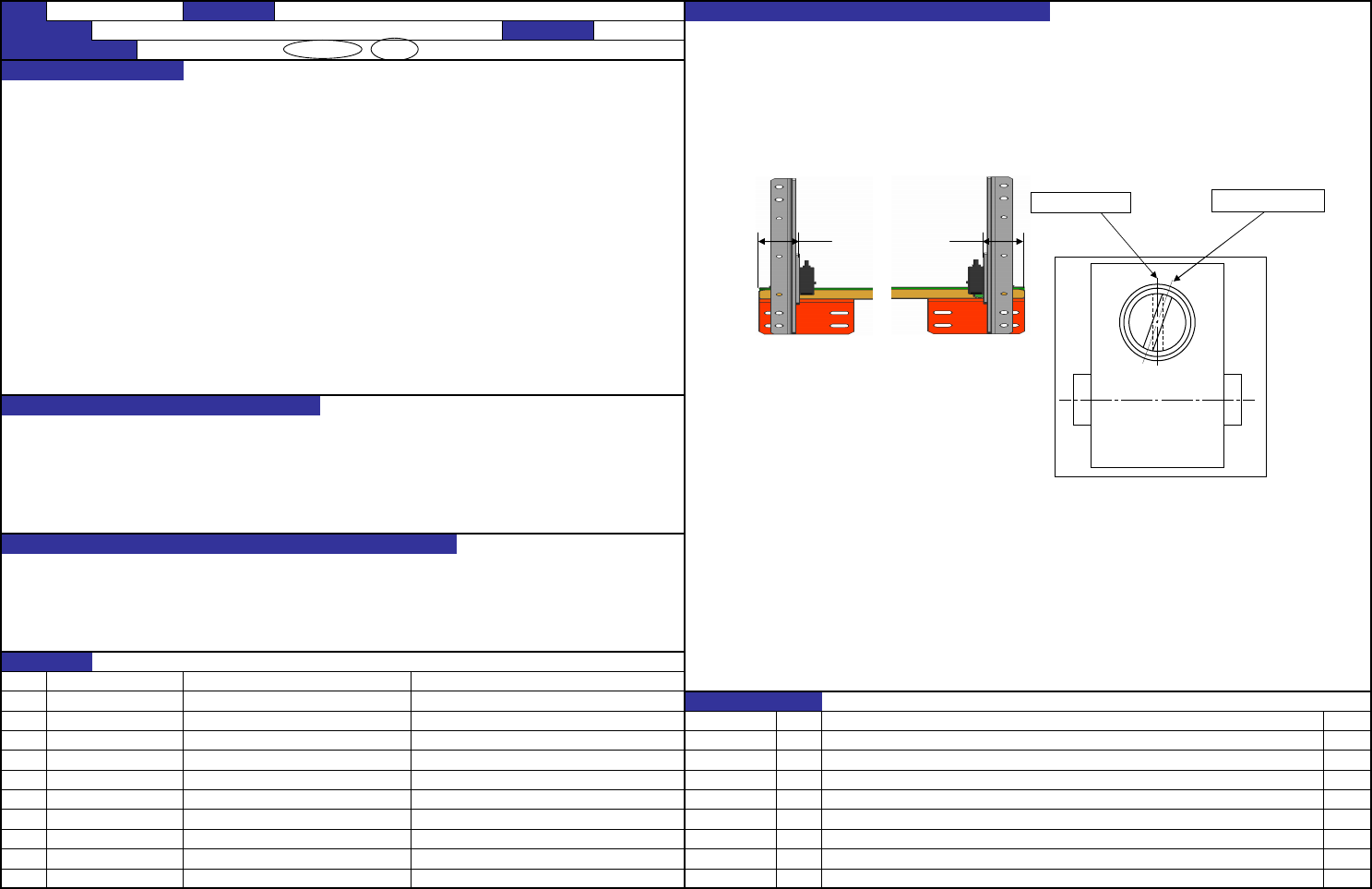
1.把RIGHT传感器X轴方向的位置调整成A尺寸规格值。
2.把LEFT传感器X轴方向的位置调整成B尺寸规格值。
1.RIGHT传感器位置 : A=22.0mm±2mm
2.LEFT传感器位置 : B=22.0mm±2mm
3.传感器灵敏度 :可以检测传送路传感器上设置的黑凸起基板(无光泽)。
1.IN马达起动触发时间(线上流的机器→本贴片机传送基板时)
调整基板宽度方向检测位置(对应异型基板)
2.OUT马达停止信号触发时间
调整基板宽度方向检测位置(对应异型基板)
3.对应基板的颜色
1.IN马达起动迟→增加传送转矩
进入的基板挂到传送皮带,因振动贴装元件发生偏斜。
2.停止迟时:线下流机器传送过度
停止快时:对线下流机器的传送不足增加传送节拍。C・OUTとOUT传感器同时ON的话发生异常。
3.颜色不同发生基板检测不良。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【7】-8
JX-200 装置名称
3缓冲传送带
确认方法及调整方法(故障处理方法)
功能名称 传送基板的识别(IN・OUT传感器关系) 编制日期 2011/1/31
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
日期
40076890 CONVEYOR RIGHT SENSOR ASM
变更履历
货号 品名 有关质量特性
内容
'11.01.31 新设
40086439 CONVEYOR LEFT SENSOR ASM
3.将传感器的灵敏度调整旋钮先逆时针转动一下,再慢慢地顺时针转动,从测出指定的基板那一刻开始顺时针转动一定量,
即调整用的沟槽宽度。
传感器检测位置
旋钮调整位置