JX-200_QA表.pdf - 第6页
QA表 NO. 1 (1/2) NO. 1 (2/2) 机种 用底座4个调节螺栓调整 贴装精度的复测,再次设置M/C时贴装精度的复测左右前后方向均 水平仪刻度 (0.05mm/div)±1刻度 确保M/C整体水平 贴装精度不良 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 【1】-1 质量保证类别 JX-200 装置名称 底座 确认方法及调整方法(故障处理方法) 功能 ・ 安全性 / 可靠性 / 安全性 / 商品特点 质…

QA 表
[11] 送料器浮起传感器
送料器浮起传感器的调整 ................................................................................................................. 11-1
[12] 电气
XY 轴伺服放大器的轴设置 ............................................................................................................... 12-1
Z/θ 轴伺服放大器的轴设置........................................................................................................... 12-2
DC 电源输出电压 .................................................................................................................................. 12-3
贴装头真空电平以................................................................................................................................ 12-4
数字压力开关的设定(老型号)................................................................................................... 12-5
数字压力开关的设定(新型号)................................................................................................... 12-6
IO-CONVEYOR PCB ASM 的 A/D 变换调整 ............................................................................ 12-7
HMS 回路的调整.................................................................................................................................... 12-8
传送步进马达驱动电流 ...................................................................................................................... 12-9
基板检测传感器灵敏度(LEFT/RIGHT/NEAR/C.OUT))............................................12-10
照明电路的调整...................................................................................................................................12-11
LIGHT CTRL PCB ASM 基准电压...............................................................................................12-12
OCC 摄像头的设定.............................................................................................................................12-13
VCS 摄像头的设定 .............................................................................................................................12-14
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
用底座4个调节螺栓调整
贴装精度的复测,再次设置M/C时贴装精度的复测左右前后方向均
水平仪刻度(0.05mm/div)±1刻度
确保M/C整体水平
贴装精度不良
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-1
质量保证类别
JX-200 装置名称
底座
确认方法及调整方法(故障处理方法)
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
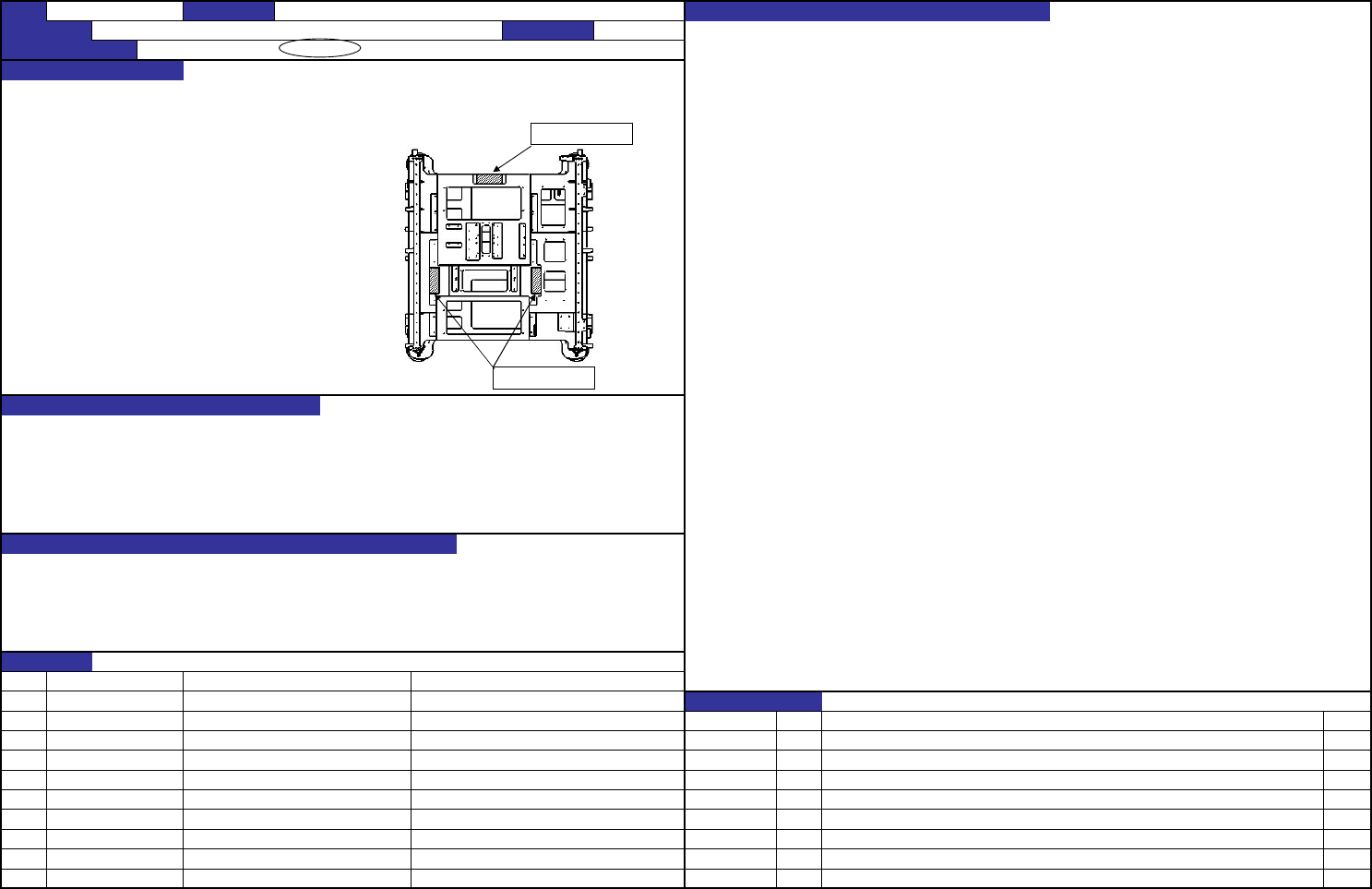
功能名称 水平调整 作成日 2011/1/31
预想故障(应规格调整值不良而发生的故障)
对象元件
变更履历
货号 品名 有关质量特性
内容
'11.01.28 新設
日期
X方向测量位置
Y方向测量位置
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
确认方法(已组装本体的状态下)
1. 将千分表设置在下侧直线导轨的滑块上,安装I型直尺,直线导轨两端的千分表值要为“0”。
2. 确认直线导轨全行程的平直度为20μm。
・ 下侧直线导轨的平直度:20μm
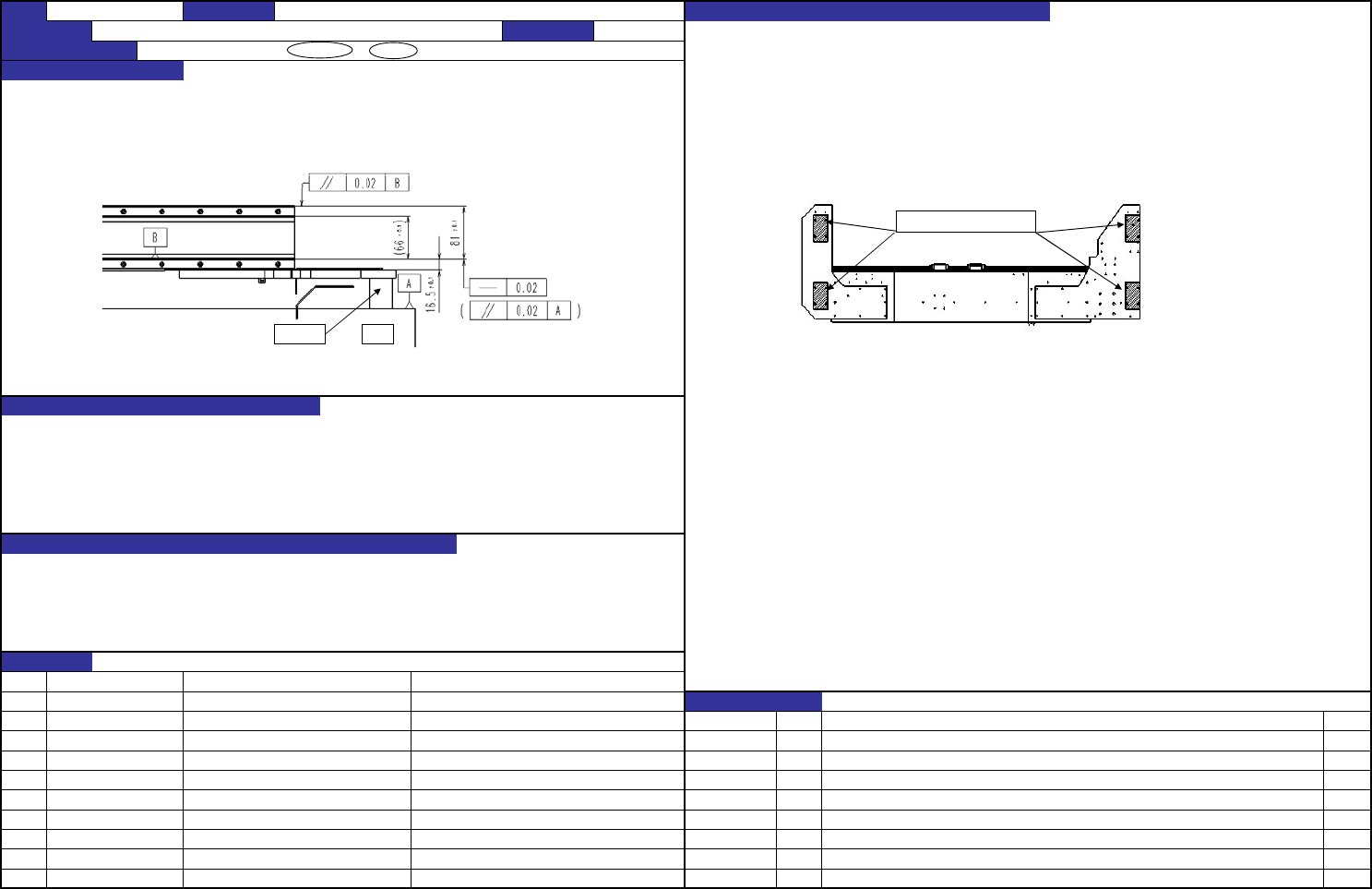
・ 从X框架下侧切削面至下侧轨道侧面(上面)的距离:16.5±0.1mm
调整方法
1. 调整导轨两端附近的位置,使得从X框架下侧切削面至下侧轨道侧面(上面)的距离达到16.5±0.1mm。
2. 调整到直线导轨全行程的平直度为20μm。
X坐标有关Y坐标位置的偏斜,影响Y方向的贴装精度。
会给X轴直线导轨增加负荷,X轴直线导轨损坏,降低寿命。
1.贴装精度的恶化
2.X方向移动时发生异常声音
3.X轴直线导轨损坏,降低寿命。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【2】-1
JX-200 装置名称 XY 确认方法及调整方法(故障处理方法)
功能名称 X轴直线导轨的平直度、平行度(1) 编制日期 2008/7/28
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
如果是本体组装前的状态(部分组合状态),也可按左图所示利用平板及块规以高度规进行测定作为确认的方
法。
但块规要配置在下图的影线位置,使用高度相同的块规(一套的标准离差在50μm以下)。
质量保证类别
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40077237 X FRAME
变更履历
内容
'11.01.28 新設
40077240 X LINER GUIDE
日期
块规配置位置
块规 平板