4M-1841-002w_F8S.pdf - 第349页
4OM-1841 5-1 1605-001 本装置可分为如下工序 A、B、C、D、E。 Reference 关于动作概要,请参照 “ 第一卷第一章4. 表面实际贴装结构 ” 。 工序 A : 贴装头移动到送料器安装台部,吸取元件。 工序 B : 吸取了元件的贴装头移动到元件识别照相机,进行元件识别 处理。 工序 C :…

4OM-1841
1605-001 5-B
4OM-1841
5-11605-001
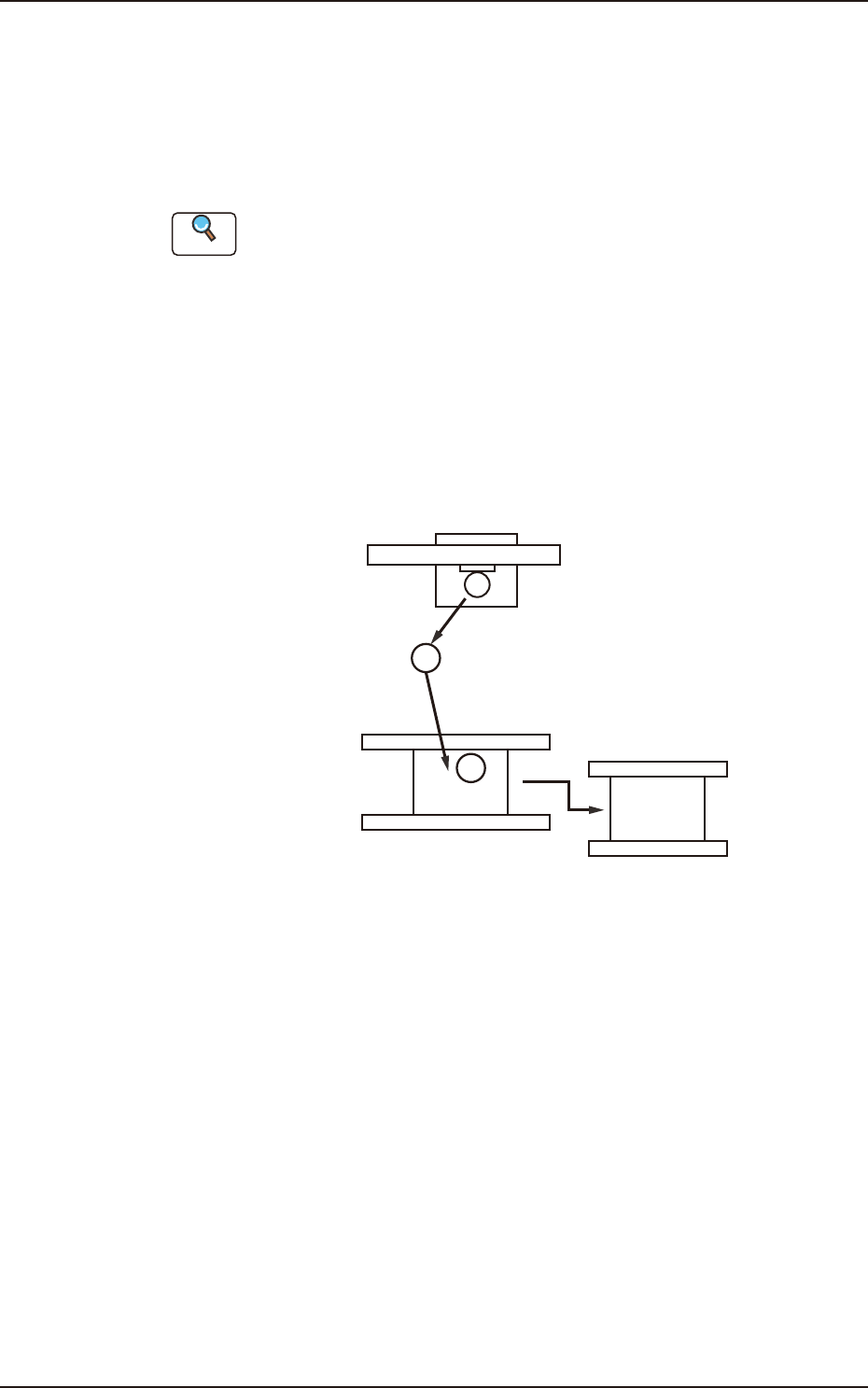
本装置可分为如下工序 A、B、C、D、E。
Reference
关于动作概要,请参照
“
第一卷第一章4. 表面实际贴装结构
”
。
工序 A: 贴装头移动到送料器安装台部,吸取元件。
工序 B: 吸取了元件的贴装头移动到元件识别照相机,进行元件识别
处理。
工序 C: 在向线路板定位部移动期间,贴装角度被补正。
工序 D: 元件被贴装到线路板上。
工序 E: 元件贴装完毕的线路板被排出。
1
2
3
送料器安装台部
元件识别照相机
线路板定位部
工序A
工序B
工序C
工序D
工序E
以此工序为基准时,不良现象大致分为以下两种。
贴装前的不良 : 主要在工序 A、B、C 中发生。
贴装后的不良 : 主要在工序 D、E 中发生。
4OM-1841
5-21605-001
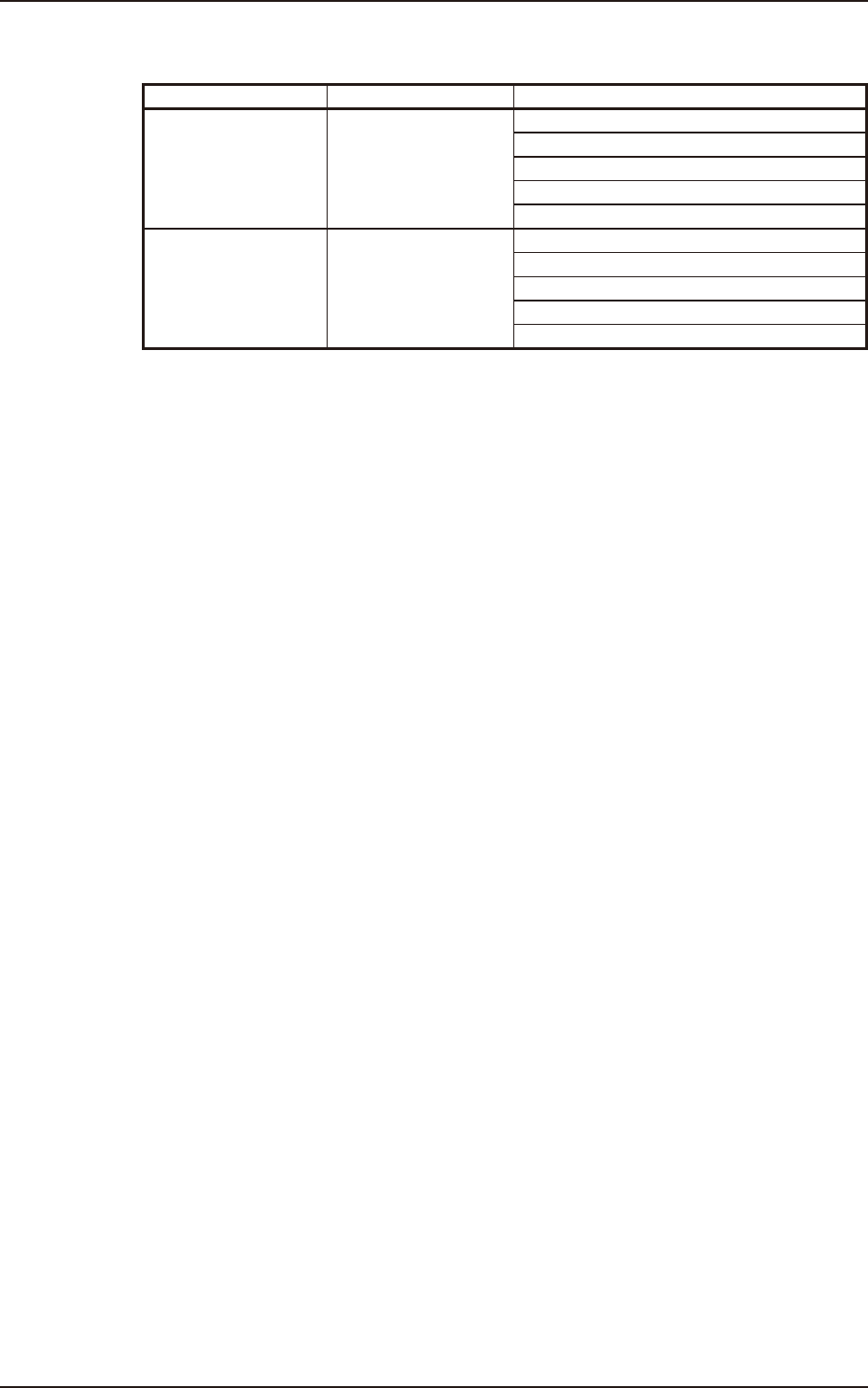
并且,此不良可按如下表格进行分类。
贴装前的不良 元件吸取异常 不能吸取元件。
发生元件立起。
发生识别异常。
元件掉落。
其他
贴装后的不良 元件贴装异常 发生元件的位置偏离、角度偏离。
元件装反。
发生元件断料。
发生元件破损 / 缺口。
其他
•
不良对策的第一点是须准确掌握哪些现象发生了多少次。
•
第二点是须掌握发生不良现象的环境或条件因素。
具体项如下 :
(1)是否发生在特定元件 ?
(2)是否发生在特定生产组 ?
(3)是否发生在特定装置 ?
(4)发生时期是否限定 ?
•
第三点是发生在哪个工序中。
一般,贴装后的不良几乎在最终检查工序中被发现,这种情况需要在各
工序的过程中进行检查并特定工序。
关于不良对策,抓住以上三要点,正确把握现象尤为重要,由此
“
要因的
检索和对策立案
”
变为可能。
如果不认真对待这些现象,就会因无效的处理而耗费时间。
特别是关于发生频率低的不良现象,需要获取正确数据,根据该结果检
讨要因并进行处理。