SER01989020_YV112III Service_J.pdf - 第127页
3- 106 SER01989020 調整 第 3 章 6 6.1.3 X 軸マシンリファレンスの調整 X 軸は A テーブル側の X 1 軸と B テーブル側の X 2 軸に分かれています。どち らもモーター 1 回転当たりの移動量 40.0mm のボールスクリュー駆動で、 基板 搬送方向と平行にヘッド部を移動させます。原点信号は、X 軸スライドプレート の下側に取り付けられた灰色の原点センサーが X 軸の原点側に位置するドグに 反応…
3-
105
SER01989020
調整
第
3
章
6
3
マシンリファレンスを調整します。
ヘッド部を上下移動させて、Z 軸ボールスクリューとモーターシャフトとの連
結角度をずらしてください。
マシンリファレンスを大きくする場合:下へ移動
マシンリファレンスを小さくする場合:上へ移動
n
要点
・ ヘッド部は大きく移動させないでください。(最大2.0mm)大きく動かすと原点位置が変化す
ることがあります。ヘッド部(Z軸)が1mm上下すると、マシンリファレンスが約20%増減す
ることを目安としてください。
・ ヘッド部の上下移動に合わせてボールスクリューが回りますが、カップリングは回転しないよ
うに注意してください。
4
調整後、カップリング固定ボルトを締めます。
マシンリファレンスが許容範囲に設定されていることを確認してください。
3-
106
SER01989020
調整
第
3
章
6
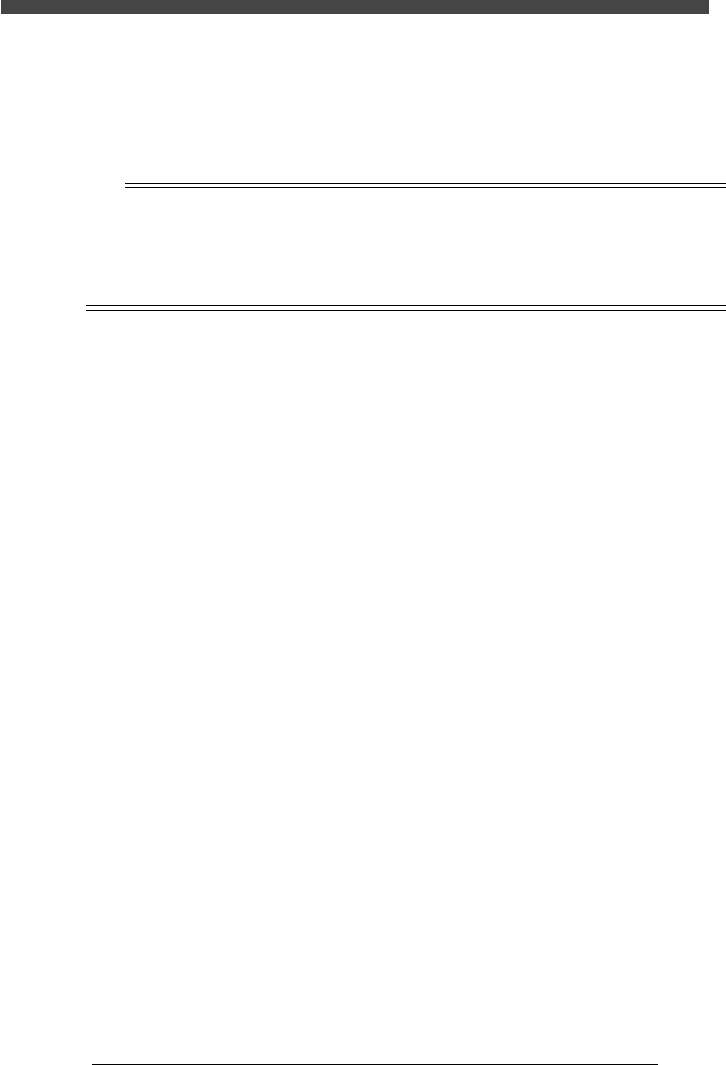
6.1.3 X軸マシンリファレンスの調整
X 軸は A テーブル側の X1 軸と B テーブル側の X2 軸に分かれています。どち
らもモーター1 回転当たりの移動量 40.0mm のボールスクリュー駆動で、基板
搬送方向と平行にヘッド部を移動させます。原点信号は、X 軸スライドプレート
の下側に取り付けられた灰色の原点センサーがX 軸の原点側に位置するドグに
反応すると出力されます。X 軸マシンリファレンスを調整する場合は、下記の手
順で行います。
e
1
非常停止ボタンを押します。
2
マシンリファレンスを調整します。
X 軸原点ドグの固定ネジを緩めて、ドグの取り付け位置を移動して調整してく
ださい。
マシンリファレンスを大きくする場合:右に移動する
マシンリファレンスを小さくする場合:左に移動する
■ X 軸マシンレファレンスの調整
20143605-00
X軸原点ドグ
n
要点
原点ドグは大きく移動させないでください。(最大20mm)大きく動かすと原点位置が変化するこ
とがあります。原点ドグの移動 4mmで約10%のマシンリファレンスが増減することを目安として
ください。
3
調整後、原点ドグの固定ネジを締めます。
マシンリファレンスが許容範囲に設定されていることを確認してください。
3-
107
SER01989020
調整
第
3
章
6
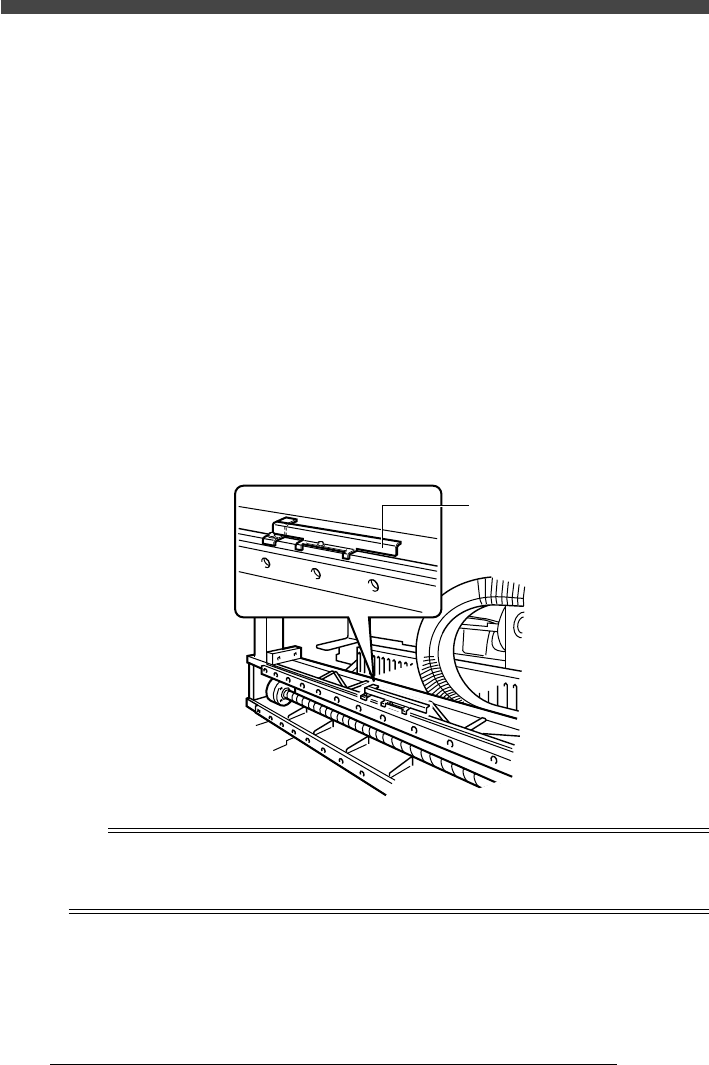
6.1.4 Y軸マシンリファレンスの調整
Y 軸はA テーブルの Y1 軸と B テーブルの Y2 軸に分かれています。どちらも
モーター1 回転当たりの移動量 20.0mm のボールスクリュー駆動で、基板搬送
方向と直角にA・B テーブルを移動させます。原点信号は、A・B テーブルの可
動側コンベア部の下側に取り付けられている原点センサーがY 軸のほぼ中央に
位置する原点ドグに反応すると出力されます。Y 軸マシンリファレンスを調整す
るときは、下記の手順で行います。
e
1
非常停止ボタンを押します。
2
マシンリファレンスを調整します。
Y 軸原点ドグの固定ネジを緩めて、原点ドグの取付位置を移動して調整してく
ださい。
マシンリファレンスを大きくする場合:奥方向に移動
マシンリファレンスを小さくする場合:手前方向に移動
■ Y 軸マシンレファレンスの調整
20143606-00
原点復帰方向
固定ボルト
原点ドグ
ボールスクリュー
n
要点
原点ドグは大きく移動させないでください。(最大20mm)大きく動かすと原点位置が変化するこ
とがあります。原点ドグの移動 4mmで約10%のマシンリファレンスが増減することを目安として
ください。
3
調整後、原点ドグの固定ネジを締めます。
マシンリファレンスが許容範囲に設定されていることを確認してください。