SER01989020_YV112III Service_J.pdf - 第130页
3- 109 SER01989020 調整 第 3 章 6 6.1.6 T 軸マシンリファレンス T 軸はトランスファーフック(搬送爪)を基板搬送方向と平行に移動させて、コ ンベア上の基板を搬入・搬出させます。モーター 1 回転当たりの移動量 24mm のベルト駆動です。原点信号は、モーターの近くに取り付けられた原点センサー が T 軸スライドプレートの下側に取付られた原点ドグに反応すると出力されま す。T 軸マシンリファレンスを調整す…
3-
108
SER01989020
調整
第
3
章
6
6.1.5 R軸マシンリファレンスの調整
R 軸は A テーブルヘッドの R1 軸と B テーブルヘッドの R2 軸に分かれていま
す。どちらもボールスクリュー/ ギア駆動で各ノズルシャフトを回転させます。
原点位置は、R 軸が低速度でマイナス方向に押し当った時のモーター過電流を原
点信号としてとらえ、その直前のエンコーダー0 信号に設定されます。(原点セ
ンサーや原点ドグはありません。)マシンリファレンスは、モーターシャフトと
ボールスクリューの連結角度を変えることにより調整します。
e
1
非常停止ボタンを押します。
2
ヘッド部の裏側よりR 軸モーターを観察してください。
R 軸モーター、カップリング、ボールスクリュー、スライド部が見えます。
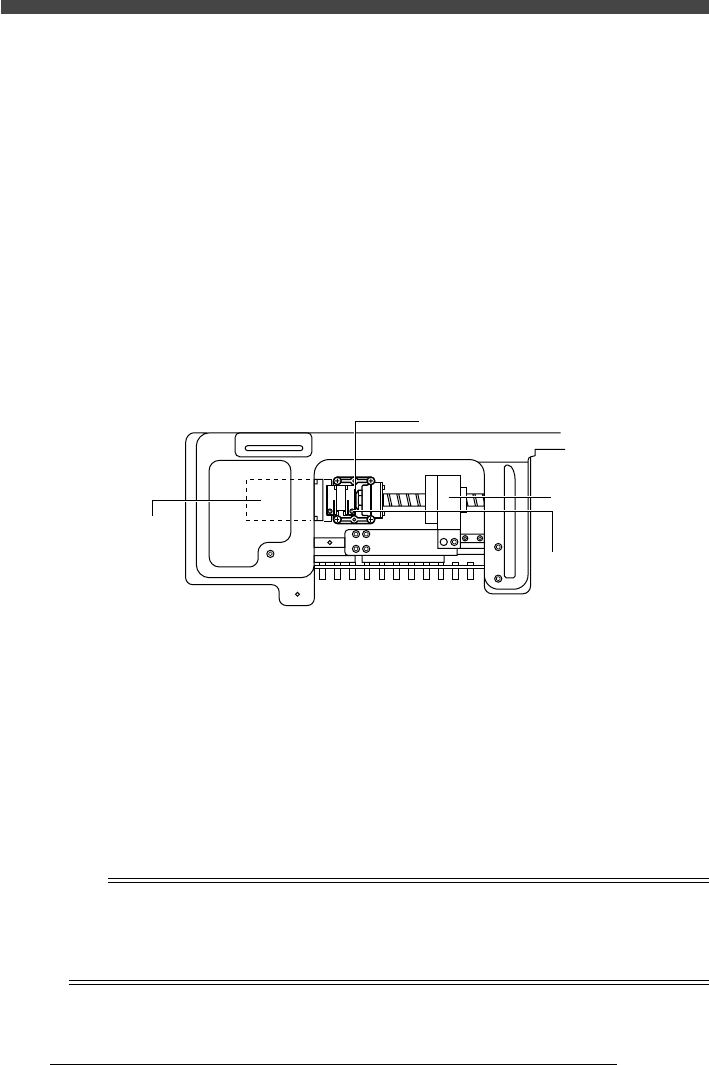
■ R 軸の駆動部(ヘッド部の裏側より見た図)
20143609-00
R軸モーター
カップリング
スライド部
カップリング固定ボルト
3
ボールスクリュー側のカップリング固定ボルトを緩めます。
スライド部を手で左右に移動させながらR 軸を回して、ボールスクリュー側
のカップリング固定ボルトを作業しやすい位置に向け、6 角レンチで緩めてく
ださい。
4
マシンリファレンスを調整します。
スライド部を左右に動かして、ボールスクリューとモーターシャフトとの連結
角度をずらしてください。
マシンリファレンスを大きくする場合:右(モーターから離す方向)に移動
マシンリファレンスを小さくする場合:左(モーターに寄せる方向)に移動
n
要点
・ スライド部は大きく移動させないでください。(最大 5mm)大きく動かすと原点位置が変化す
ることがあります。
・ スライド部の左右移動に合わせてボールスクリューが回りますが、カップリングは回転しない
ようにしてください。
5
調整後、カップリング固定ボルトを締めます。
マシンリファレンスが許容範囲に設定されていることを確認してください。
3-
109
SER01989020
調整
第
3
章
6
6.1.6 T軸マシンリファレンス
T 軸はトランスファーフック(搬送爪)を基板搬送方向と平行に移動させて、コ
ンベア上の基板を搬入・搬出させます。モーター1 回転当たりの移動量 24mm
のベルト駆動です。原点信号は、モーターの近くに取り付けられた原点センサー
が T 軸スライドプレートの下側に取付られた原点ドグに反応すると出力されま
す。T 軸マシンリファレンスを調整する場合は、下記の手順で行います。
e
1
非常停止ボタンを押します。
2
マシンリファレンスを調整します。
T 軸原点ドグの固定ネジ(2 本)を緩めて、ドグの取り付け位置を移動して調
整してください。(原点ドグはT 軸スライドプレートの下側(X1 軸と X2 軸
アームの間)に取り付けられた比較的大きな金属板です。
マシンリファレンスを大きくする場合:マイナス方向(T 軸モーター側)に
移動する
マシンリファレンスを小さくする場合:プラス方向に移動する
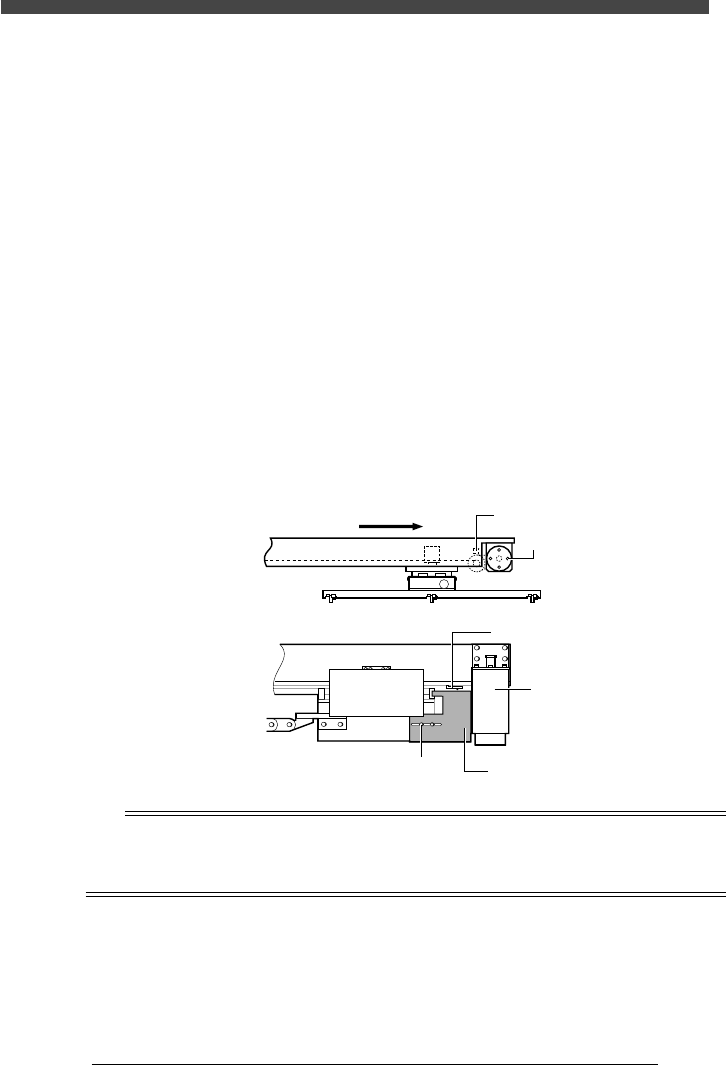
■ T 軸マシンレファレンスの調整
20143610-00
正面図
下面図
原点復帰方向
原点センサー
T軸モーター
原点センサー
T軸モーター
固定ボルト
原点検出ドグ
前
後
n
要点
原点ドグは大きく移動させないでください。(最大12mm)大きく動かすと原点位置が変化するこ
とがあります。原点ドグの移動 2mmで約8%のマシンリファレンスが増減することを目安としてく
ださい。
3
調整後、原点ドグの固定ネジを締めます。
マシンリファレンスが許容範囲に設定されていることを確認してください。
3-
110
SER01989020
調整
第
3
章
6
6.2 2 次リミット
ヘッド部がソフトリミットを越えて2 次リミット領域に突入した場合、サーボ
制御が緊急停止して、メカニカルストッパーへの激突を防ぎます。(突入速度に
よっては軽い衝突をするかもしれません。)2 次リミットは XY 軸だけに設けら
れており、可動領域の両端にある2 次リミット検出ドグの取付位置を移動させ
て調整します。
6.2.1 X軸2次リミットの設定
X 軸 2 次リミットは、メカリミットから 5.0mm内側に設定します。
1
軸を選択します。
後述の手順で座標表示させる軸をあらかじめ指定しておきます。「3/4/ A1
アームの選択」→「A テーブルXY 軸」または「B テーブル XY 軸」を選択実
行してください。(YPUの [SEL AXIS] または [AXIS GROUP] キーを押し
て、軸選択してもかまいません。)手動モード画面の下に選択した軸の現在の
座標値が表示されます。
e
2
非常停止ボタンを押します。
3
ヘッド部を手で軸端まで移動させ、その座標値を確認します。
手でヘッド部をどちらか一方のX 軸メカニカルストッパーに押し当て、この
ときに手動モード画面の下部に表示されたX 軸座標値(メカリミット)をメ
モしてください。(画面左下の「非常停止中 !」の点滅メッセージは「2 次リ
ミットオーバー!」を表示しているはずです。)
参考
・ 2次リミットセンサーの示LEDは、ドグを検出していないときは点灯しており、検出すると消灯
します。
・ メカリミットの座標値は後述のソフトリミット設定のときに必要ですので、メモしておいてく
ださい。
4
押し当て位置からヘッド部をゆっくり戻しながら、2 次リミッ
ト位置を探します。
このとき、画面の下部に表示されたX 座標値を確認しながら、2 次リミットセ
ンサーの反応が切り替わる(画面左下の点滅メッセージが「非常停止中 !」に
変わる)ときのX 軸座標値を確認します。
この座標値が、Step 3 でメモしたメカリミットより5.0mm 内側にあれば、
調整は不要です。ずれている場合は、その差を以下の手順で調整してくださ
い。