SER01989020_YV112III Service_J.pdf - 第146页
3- 125 SER01989020 調整 第 3 章 6 6.4.2 R 軸初期位置の設定 部品の吸着は通常 0 度で実行しますので、ノズルが部品の方向と合うように R 軸の初期位置を設定します。R 軸初期位置は R 軸のメカリミットを基に下式か ら求めます。 R 1 =(プラス 側メカリミット + マイナス側メカリミット)/ 2 R 2 =(プラス 側メカリミット + マイナス側メカリミット)/ 2 1 ソフトリミットを設定します。…

3-
124
SER01989020
調整
第
3
章
6
4
他のW 軸の初期位置についても同様に設定します。
5
安全を確認して、非常停止を解除します。
非常停止ボタンを回転解除し、[READY] ボタンを押してください。
e
6
調整データを保存します。
[ESC] キーを押してから、「B2 調整後データ保存」または「B0 データ保存後
終了」を選択実行してください。(保存したくない場合は、「B3 調整前データ
復活」または「B7 強制終了」を選択実行してください。)
n
要点
W軸の初期位置を設定した後、実際に基板を搬送させてW1∼W4の間をスムーズに流れることを確
認してください。もし不具合があるようなら、この初期位置の設定を再調整する必要があります。

3-
125
SER01989020
調整
第
3
章
6
6.4.2 R軸初期位置の設定
部品の吸着は通常0 度で実行しますので、ノズルが部品の方向と合うように R
軸の初期位置を設定します。R 軸初期位置は R 軸のメカリミットを基に下式か
ら求めます。
R1 =(プラス側メカリミット+ マイナス側メカリミット)/ 2
R2 =(プラス側メカリミット+ マイナス側メカリミット)/ 2
1
ソフトリミットを設定します。
1.「3/3/B1 調整項目選択」→「ソフトリミット」を選択実行し、ソフトリ
ミット画面を開きます。
2. 矢印キーを使って、カーソルを「R1/A_TBL」または「R1/B_TBL」の
「初期位置」に合わせます。
3. R 軸の初期位置を入力します。
■ R 軸初期位置の設定画面
60143623-01
軸
プラス方向
141.03ー29.94357.00
マイナス方向 初期位置 初期移動
R1/A-TBL
ソフトリミット
編集中
編集対象
148.00ー25.00366.00R2/B-TBL
2
調整データを保存します。
[ESC] キーを押してから、「B2 調整後データ保存」または「B0 データ保存後
終了」を選択実行してください。(保存したくない場合は、「B3 調整前データ
復活」または「B7 強制終了」を選択実行してください。)
3-
126
SER01989020
調整
第
3
章
6
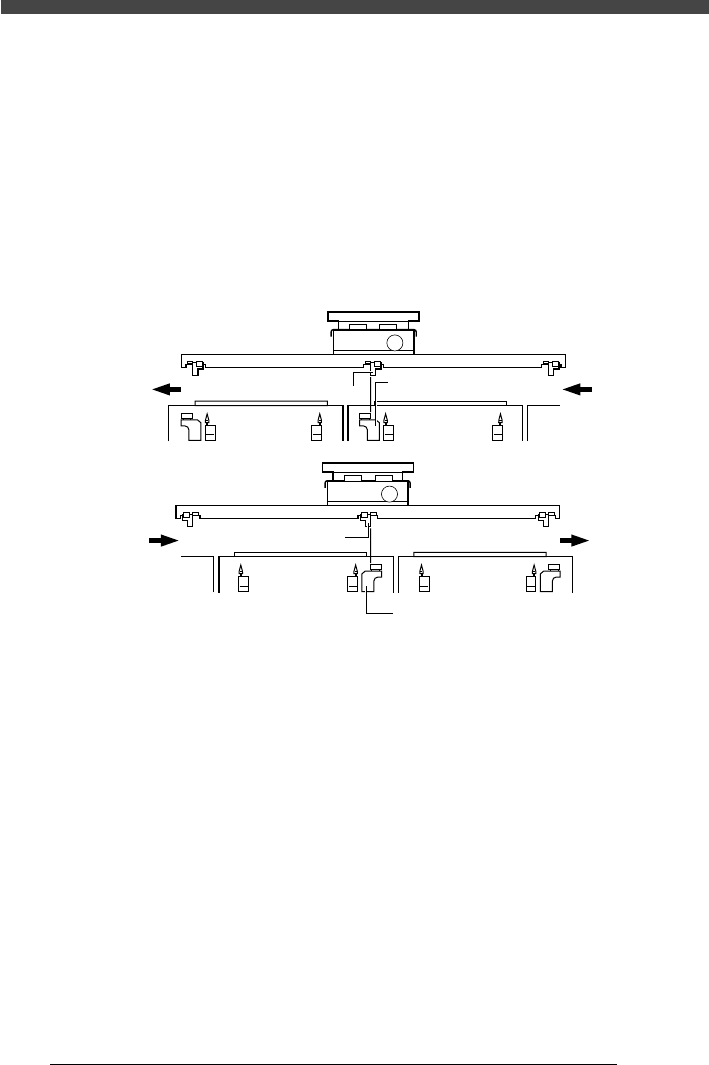
6.4.3 T軸初期位置の設定
T 軸の初期位置は、中央爪が長さ0mm の基板を送り出すときの位置です。つ
まり左流れのときは、中央爪がA テーブルのメインストッパーに接触している
位置と同じです。(右流れのときは、中央爪がB テーブルのメインストッパーに
接触している位置になります。)自動運転を実行すると、トランスファーフック
は、この初期位置から「基板長さ + 30.0mm」の距離だけ搬入側(マイナス方
向)に戻って、基板の搬送を始めます。
■ T 軸の初期位置
20143619-00
左流れ
右流れ
中央爪
中央爪
Bテーブルメインストッパー
Aテーブルメインストッパー
1
メインストッパーを上昇させます。
1.「3/4/ 手動」→「C1 出力モニター」を選択実行します。
2. 矢印キーを使って、カーソルを「TN01」(A テーブルメインストッパー)、
または「TN07」(B テーブルメインストッパー)に合わせます。
3. [ENTER] キーを押して、メインストッパーを上昇させます。
2
トランスファーフックを下降させます。
1. 出力モニター画面で、カーソルを「TN12」(搬送爪下降)に合わせます。
2. [ENTER] キーを押して、トランスファーフックを下降させます。
e
3
非常停止ボタンを押します。
4
手でトランスファーフックの中央爪をメインストッパー位置ま
で移動します。
手前側と奥側の中央爪が重なるように見ながら、爪とメインストッパーの基板
接触部の位置をそろえてください。