SER01989020_YV112III Service_J.pdf - 第37页
3- 16 SER01989020 調整 第 3 章 1 1.1.3 真空センサーの機能の確認 以下の手順で真空センサーの機能を確認します。 1 前 述の Step 1 ∼ 3 で対象ヘッドの真空発生器を動作させてお きます。 2 「 3/4/ 手 動 」→ 「 A3 真空センサー」コマンドを実行します。 操作ディスプレイに真空センサーレベルが表示されます。 ■真空センサーレベル表示 60143113-00 <コマンドリスト&g…
3-
15
SER01989020
調整
第
3
章
1
5
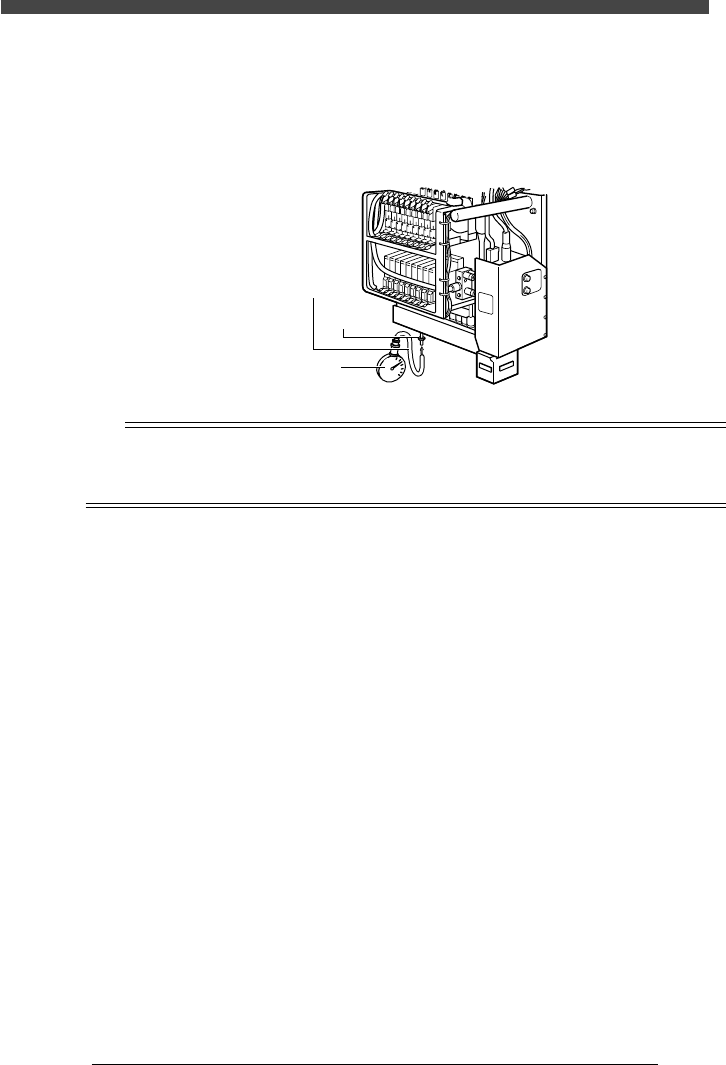
ヘッド部分のエア漏れ(真空度低下)をチェックします。
下図のように、「タイプ53」ノズルとエアチューブをノズルホルダー部に継ぎ
足してから真空ゲージを接続して、真空度(mmHg)を測定してください。
■真空ゲージ接続例
20143104-00
ノズル
エアチューブ
真空ゲージ
参考
真空ゲージで測定した結果が -500mmHg 以下になる場合は、真空発生経路(ノズルシャフト、エ
アホース等)の汚れ、またはノズル詰まりが考えられます。上記以外の場合は、真空発生装置の機
能低下が考えられます。
3-
16
SER01989020
調整
第
3
章
1
1.1.3 真空センサーの機能の確認
以下の手順で真空センサーの機能を確認します。
1
前述のStep 1 ∼3で対象ヘッドの真空発生器を動作させてお
きます。
2
「3/4/ 手動」→「A3 真空センサー」コマンドを実行します。
操作ディスプレイに真空センサーレベルが表示されます。
■真空センサーレベル表示
60143113-00
<コマンドリスト> A/状態選択
真空センサーレベル
現在値
137
0
0
0
0
0
上限値
187
0
0
0
0
0
下限値
3
0
0
0
0
0
ヘッド
A1
A2
A3
A4
A5
A6
3
対象ヘッドを選択します。
矢印キーを使って、画面表示を「A1 ∼A12」(A テーブル)または「B1 ∼
B12」(B テーブル)の対象ヘッドに合わせます。
4
吸着センサーの機能を確認します。
対象ヘッドのノズル先端開口部に指を当てたり離したりして、対応する吸着セ
ンサーの「現在値」表示(棒グラフと数字)が変化することを確認します。吸
着センサーが正常であれば、ノズル開口部を指で塞いだときに表示レベルが上
がります。
5
出力モニター画面に戻り、対象ヘッドの吸着動作を止めます。
対象ヘッドにカーソルを合わせ、[ENTER] キーを押すと、真空発生器が止まり
ます。
3-
17
SER01989020
調整
第
3
章
1
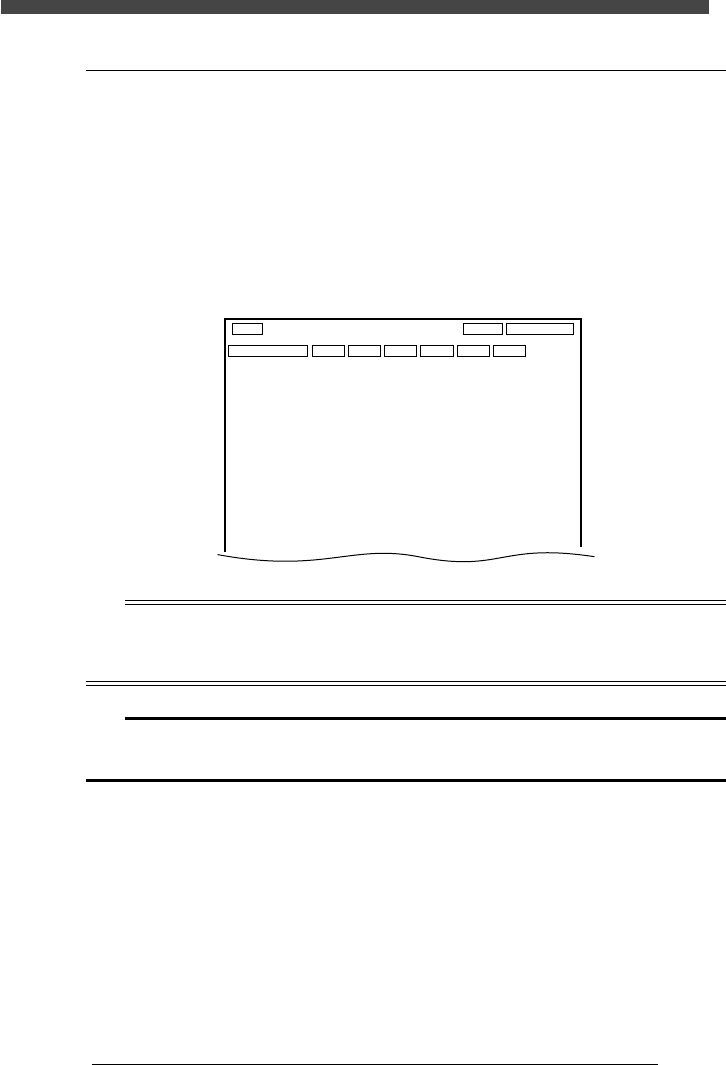
1.2 機械座標
「3/3/B1 調整項目選択」→「機械座標」を選択実行すると、下図のように機械
座標(原点からの各部の位置座標など)の画面が表示されます。この画面上で、
それぞれの機械座標の設定値をティーチングまたは編集できます。以下に主な項
目の設定方法を説明します。(その他の項目については、キーボードの [F1]
キーを押して操作ディスプレイに表示されるヘルプメッセージを参照してくださ
い。)
■ 機械座標画面
60143101-01
対象名
X
機械座標
マルチカメラ
ロケートピン基準 A
基板外形基準 A
廃棄位置 A
基板面/固定トレイ A
両方向認識 オフセット A
同時吸着範囲 A
QFP装着浮代 A
リトライ回数の上限 A
廃棄ステーション位置 A
ロケートピン基準 B
基板外形基準 B
廃棄位置 B
基板面/固定トレイ B
両方向認識 オフセット B
同時吸着範囲 B
YZ
編集中
0.00
18.30
0.50
0.00
19.30
0.50
1000.00
127.35
127.35
75.50
0.00
0.50
0.00
-524.79
-524.79
-37.41
0.00
0.50
866.31
866.31
791.84
0.00
0.50
0.00
546.16
546.16
300.27
0.00
0.50
R
フィーダー
0.00
0.00
0.00
15.00
0.00
1.00
0.00
0.00
0.00
0.00
1.00
30
30
30
種類
間欠タイプ
通常
4.00
7回
通常
編集対象
参考
機械座標画面は、「3/2/A1 編集切替」→「機械座標」を選択実行しても開くことができます。
(通常、パスワード設定により、マシンデータ編集モードの使用はマシン調整モードよりも制限さ
れています。
c
注意
機械座標データは、納入機の仕様に合わせて出荷時に最適化されています。通常は変更しないでく
ださい。もし変更する必要がある場合は、以下に説明する手順を参考に正確に調整してください。