SER01989020_YV112III Service_J.pdf - 第40页
3- 19 SER01989020 調整 第 3 章 1 5 ロケートピンの中心と移動カメラを合わせます。 Y P U のジョイスティックを操作して、固定ロケートピンの中心をビジョン ディスプレイのセンターカーソルに合わせてください。 ヘッド部を微少移動させるときは、Y P U の [SPEED] キーを押して低速度を選 択するか、ジョイスティックを移動方向にわずかに傾けるとよいでしょう。 6 ティーチングを実行します。 1. [F10…

3-
18
SER01989020
調整
第
3
章
1
1.2.1 マルチカメラ
マルチカメラY
部品認識の際にヘッド部がマルチカメラ上を動くスピードを表します。この値
は、マルチカメラの照明輝度を考慮して、出荷時に1,000前後に設定されてい
ますので変更しないでください。
マルチカメラZ, R
Z 座標がB テーブル、R 座標がA テーブルのカメラの角度ズレを修正するパラ
メーターになっています。通常0.00に設定します。
1.2.2 ロケートピン基準
基板を搭載位置へ固定するときの基準位置となる座標です。移動カメラを使って
固定ロケートピンの中心をティーチングします。
1
ロケートピンを上昇させます。
1.「3/4/C1 出力モニター」を選択実行します。
2. カーソルを「TN03」(ロケートピン1)に合わせ、[ENTER] キーを押しま
す。
「TN03」の出力表示は、ロケートピンが上昇すると "1" に変化します。
2
マシン調整モードに入り、「3/3/B4 ティーチング実行条件」
を指定します。
ティーチングユニットは「カメラ」、運転速度は「どれを選択してもかまいま
せん。
参考
マシン調整モードでティーチング実行条件を指定する場合、運転速度はどれを選択しても、安全の
ため最初は最低速度(SPEED 5=20)に設定されます。速度を変更するには、ティーチング実行条
件を指定した後、YPUの [SPEED] キーを押してください。
3
機械座標画面を開きます。
「3/3/B1 調整項目選択」→「機械座標」を選択実行してください。
4
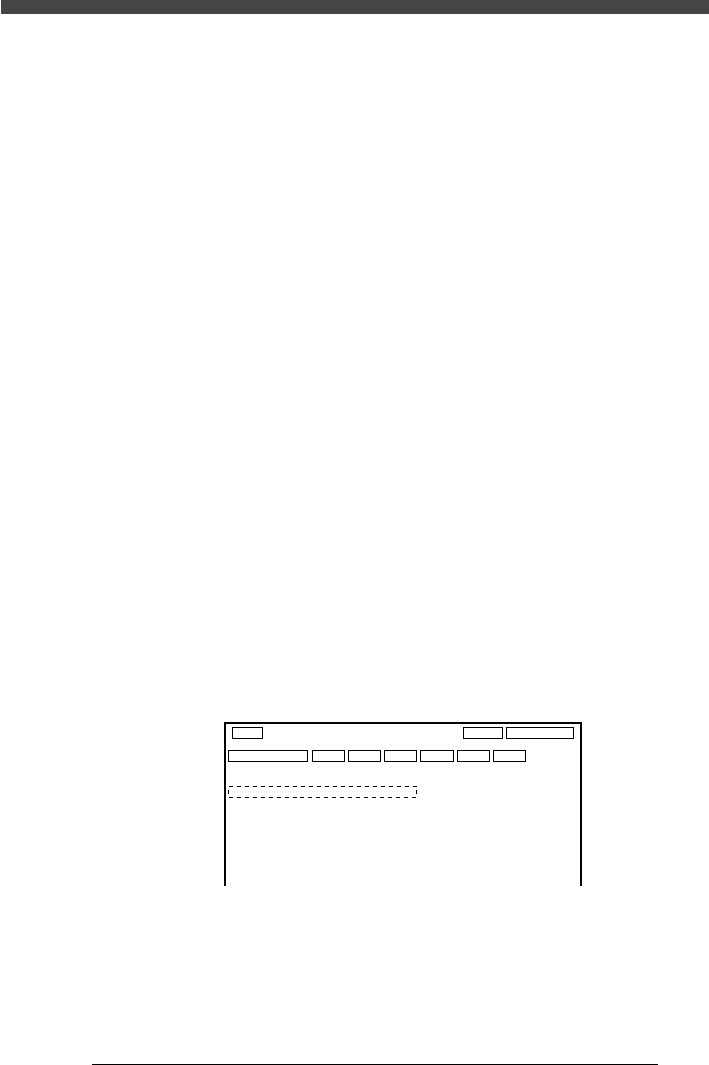
カーソルを「ロケートピン規準」の「X」に合わせます。
60143121-00
対象名
X
機械座標
マルチカメラ
ロケートピン
基準 A
基板外形基準 A
廃
棄位置 A
基板面/固定トレイ A
両
方向認識 オフセット A
YZ
編集中
0.00
18.30
1000.00
127.35
127.35
75.50
0.00
866.31
866.31
791.84
0.00
R
フィーダー
0.00
0.00
0.00
15.00
0.00
30
種類
間欠タイプ
通常
編集対象
3-
19
SER01989020
調整
第
3
章
1
5
ロケートピンの中心と移動カメラを合わせます。
YPU のジョイスティックを操作して、固定ロケートピンの中心をビジョン
ディスプレイのセンターカーソルに合わせてください。
ヘッド部を微少移動させるときは、YPU の [SPEED] キーを押して低速度を選
択するか、ジョイスティックを移動方向にわずかに傾けるとよいでしょう。
6
ティーチングを実行します。
1. [F10] キーを2回押して、X 座標を入力します。
0
2. 次にカーソルを「ロケートピン規準」の「Y」に合わせます。
3. [F10] キーを2回押して、Y 座標を入力します。
0
7
ティーチングしたデータを保存します。
[ESC] キーを押してから、「B2 調整後データ保存」または「B0 データ保存後
終了」を選択実行してください。(保存したくない場合は、「B3 調整前データ
復活」または「B7 強制終了」を選択実行してください。)
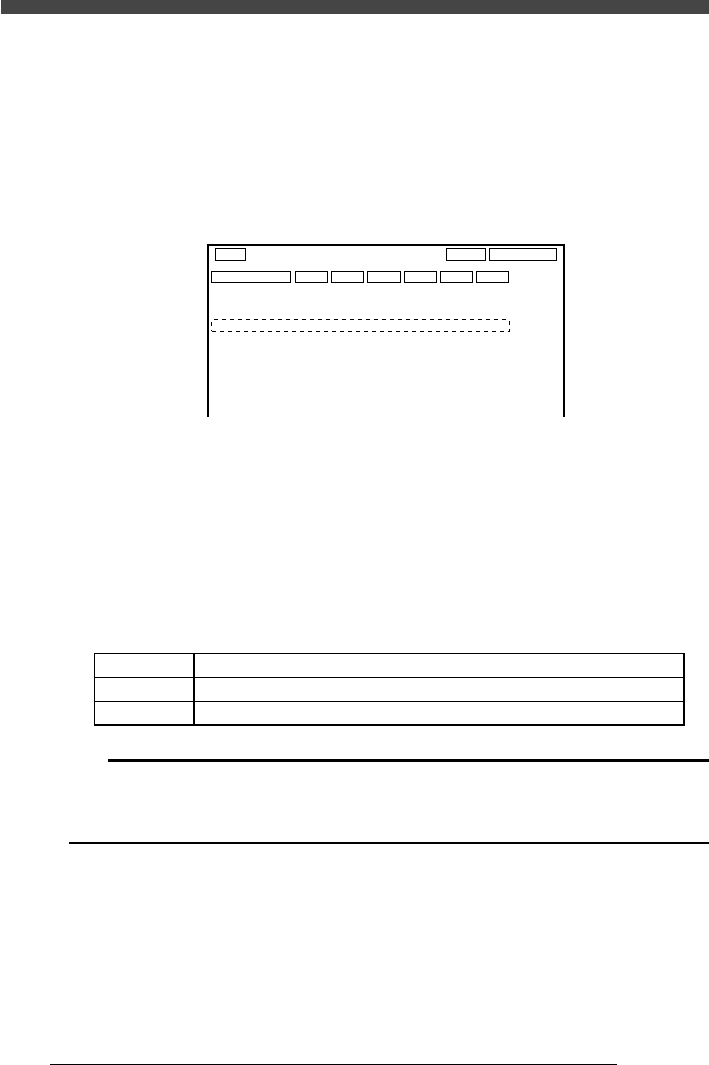
1.2.3 基板外形基準
基板固定方法を「基板外形基準」にしたときに、ロケートピン基準と比べて位置
がずれることがあります。このズレを求めて、ロケートピンから引いた値をここ
に入力します。通常は「ロケートピン基準」と同じ値を入力しておきます。
60143122-00
対象名
X
機械座標
マルチカメラ
ロケートピン基準 A
基板外形基準 A
廃棄位置 A
基板面/固定トレイ A
両方向認識 オフセット A
同時吸着範囲 A
QFP装着浮代 A
リトライ回数の上限 A
廃棄ステーション位置 A
ケト゚基準
YZ
編集中
0.00
18.30
0.50
0.00
1000.00
127.35
127.35
75.50
0.00
0.50
0.00
866.31
866.31
791.84
0.00
0.50
0.00
R
フィーダー
0.00
0.00
0.00
15.00
0.00
1.00
30
30
種類
間欠タイプ
通常
4.00
7回
編集対象
3-
20
SER01989020
調整
第
3
章
1
1.2.4 廃棄位置
XY 座標はヘッドが部品を廃棄する位置です。出荷時にはチップ廃棄ボックスの
位置が入力されています。
「フィーダー」欄には、部品廃棄または部品搭載時のエアーブロータイマー(単
位はmsec)を設定します。エアーブロー機構を持つマシンのみ有効です。通
常、20∼100msecに設定します。
60143123-00
対象名
X
機械座標
マルチカメラ
ロケートピン基準 A
基板外形基準 A
廃棄位置 A
基板面/固定トレイ A
両方向認識 オフセット A
同時吸着範囲 A
QFP装着浮代 A
リトライ回数の上限 A
廃棄ステーション位置 A
ロケートピン基準 B
YZ
編集中
0.00
18.30
0.50
0.00
1000.00
127.35
127.35
75.50
0.00
0.50
0.00
-524.79
866.31
866.31
791.84
0.00
0.50
0.00
546.16
R
フィーダー
0.00
0.00
0.00
15.00
0.00
1.00
0.00
30
30
種類
間欠タイプ
通常
4.00
7回
編集対象
ノズル詰り防止エアブロー
ノズルにゴミまたハンダなどが詰まるのを防ぐために、「廃棄位置」で一定時間
エアブローしノズル内の異物を吹き飛ばします。この設定は、「廃棄位置」の
「種類」および「フィーダー」欄で行います。
■ ノズル詰り防止エアブローの設定と動作
40143102-00
「種類」欄の設定
通常
通常以外
「廃棄位置」の「フィーダー」欄に設定した時間でエアブローを行います。
「廃棄位置」の「種類」欄に設定した時間でエアブローを行います。
動 作
c
注意
「廃棄位置」の「フィーダー」欄の設定は、部品搭載直後のエアブロータイマーと共通です。この
設定を大きくしすぎると、搭載直後に部品を吹き飛ばすおそれがありますので注意して下さい。
(詳しくはオペレーションマニュアルをご覧ください。)