SER01989020_YV112III Service_J.pdf - 第47页
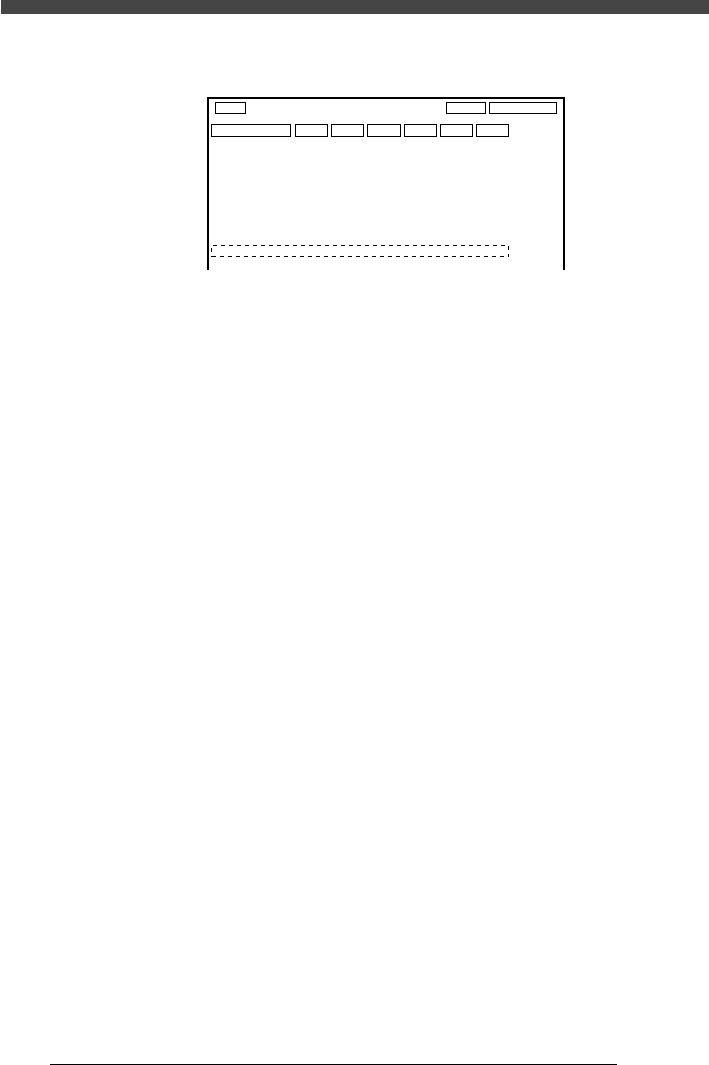
3- 26 SER01989020 調整 第 3 章 1 6 カーソルを「廃棄ステーション位置」の「X 」に合わせます。 60143126-00 対象名 X 機械座標 マルチカメラ ロケートピン基準 A 基板外形基準 A 廃棄位置 A 基板面/固定トレイ A 両方向認識 オフセット A 同時吸着範囲 A QFP装着浮代 A リトライ回数の上限 A 廃棄ステーション位置 A ロケートピン基準 B YZ 編集中…

3-
25
SER01989020
調整
第
3
章
1
1.2.9 廃棄ステーション位置
オプションの部品廃棄ステーションをフィーダプレートにセットした場合、その
位置(XY 座標)と高さ(Z 座標)を指定します。下記の手順でティーチングし
ます。(廃棄ステーションを使用しない場合は、0.00 に設定します。)
「廃棄ステーション」の「種類」欄には、廃棄ステーションに戻された部品を排
出位置に確実に送るまでの時間を0 ∼9 の範囲に指定します。それに 0.25をか
けた値が実際のタイマー(秒)になります。
「廃棄ステーション」の「フィーダー」欄には、廃棄ステーションを駆動する
フィーダー番号を指定します。フィーダー番号はフィーダー8本単位の最初の番
号を指定してください。(例えば、1、9、17、25 etc.)フィーダー番号に0 が
指定されると、廃棄ステーションがないものと判断します。
e
1
非常停止ボタンを押してから、廃棄ステーションをフィーダプ
レートにセットします。
2
ヘッド1 にタイプ 54 またはタイプ55 ノズルを取り付けます。
3
非常停止を解除します。
安全を確認してから、非常停止ボタンを回転解除し、YPU の [READY] ボタ
ンを押してください。
e
4
「3/3/B4 ティーチング実行条件」を指定します。
ティーチングユニットは「ヘッド1」を指定してください。運転速度はどれを
選択してもかまいません。
参考
マシン調整モードでティーチング実行条件を指定する場合、運転速度はどれを選択しても、安全の
ため最初は最低速度(SPEED 5=20)に設定されます。速度を変更するには、ティーチング実行条
件を指定した後、YPUの [SPEED] キーを押してください。
5
機械座標の画面を開きます。
「3/3/B1 調整項目選択」→「機械座標」を選択実行してください。
3-
26
SER01989020
調整
第
3
章
1
6
カーソルを「廃棄ステーション位置」の「X」に合わせます。
60143126-00
対象名
X
機械座標
マルチカメラ
ロケートピン基準 A
基板外形基準 A
廃棄位置 A
基板面/固定トレイ A
両方向認識 オフセット A
同時吸着範囲 A
QFP装着浮代 A
リトライ回数の上限 A
廃棄ステーション位置 A
ロケートピン基準 B
YZ
編集中
0.00
18.30
0.50
0.00
1000.00
127.35
127.35
75.50
0.00
0.50
0.00
-524.79
866.31
866.31
791.84
0.00
0.50
0.00
546.16
R
フィーダー
0.00
0.00
0.00
15.00
0.00
1.00
0.00
30
30
種類
間欠タイプ
通常
4.00
7回
編集対象
7
ヘッド1 を廃棄ステーション上に移動させます。
YPU のジョイスティックを操作して、ヘッド1 が廃棄ステーションの部品受
け位置の真上に来るようにします。
d
8
XY 座標のティーチングを実行します。
1. [F10] キーを2回押して、X 座標のティーチングを実行します。
0
2. 次に、カーソルを「廃棄ステーション位置」の「Y」に合わせます。
3. [F10] キーを2回押して、Y 座標のティーチングを実行します。
0
9
カーソルを「廃棄ステーション位置」の「Z」に合わせ、Z 座
標を入力します。
Z 座標は「基板面高さ」と同じ数値を入力してください。
0
設定データを保存します。
[ESC] キーを押してから、「B2 調整後データ保存」または「B0 データ保存後
終了」を選択実行してください。(保存したくない場合は、「B3 調整前データ
復活」または「B7 強制終了」を選択実行してください。)
3-
27
SER01989020
調整
第
3
章
1
1.3 吸装着レベル
部品は真空発生器からの負圧によってノズルに吸着されます。この負圧は部品搭
載の瞬間に正圧に反転され、部品はノズルから離れて基板に実装されます。
部品を吸装着するときの真空圧は、負圧センサーによって0 から255 レベル
(数値が大きいほど真空度が高い)でデジタル検出されています。
この真空圧の検出レベルに、部品の吸着を判別するための基準真空圧「吸着レベ
ル」と、部品の実装(部品がノズルから離れたこと)を判別するための基準真空
圧「装着レベル」が設定されています。
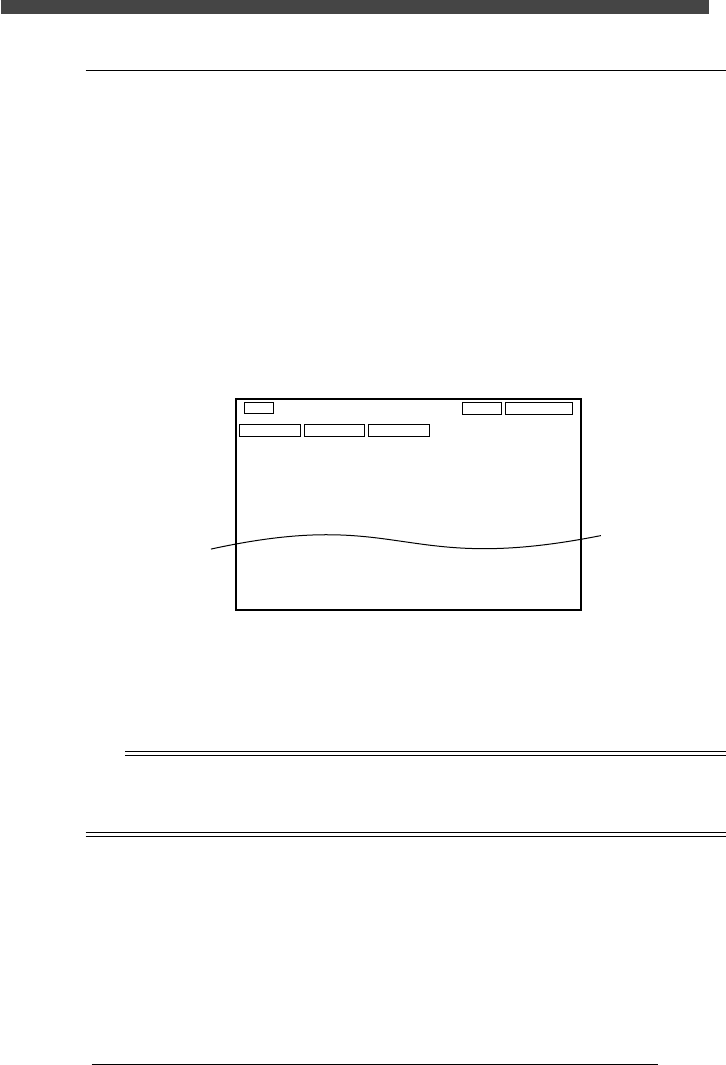
「3/2/マシンデータ編集」→「A1 編集ファイル切替」→「吸着レベル」を選択
実行すると、現在の吸装着レベルの設定値を確認できます。
■ 吸装着レベル確認画面
60143105-00
ヘッド番号
吸装着レベル
Aテーブルヘッド1
Aテーブルヘッド2
Aテーブルヘッド3
Aテーブルヘッド4
Aテーブルヘッド5
Aテーブルヘッド6
Aテーブルヘッド7
Aテーブルヘッド8
Bテーブルヘッド8
Bテーブルヘッド9
Bテーブルヘッド10
Bテーブルヘッド11
Bテーブルヘッド12
編集中
吸着レベル
29
30
30
30
31
32
30
29
30
29
31
30
30
装着レベル
160
162
150
150
150
150
150
150
150
149
151
150
149
編集対象
吸装着レベルは、次項で説明する「吸装着レベル」調整ユーティリティを実行す
ると最適化されます。この吸装着レベルに、部品データベースや部品情報に登録
した各部品ごとの吸装着真空圧が加味され、自動運転での部品吸装着が判断され
ます。
n
要点
特定のヘッドで部品の廃却が発生するときは、そのヘッドの吸装着レベルを調整する必要がありま
す。一方、特定の部品だけに部品廃却が発生するときは、その部品データを修正する必要がありま
す。